电刷选型分析及电刷预磨装置的设计
2014-07-24王建军
王建军
(海军驻上海711所军事代表室, 上海 201108)
电刷选型分析及电刷预磨装置的设计
王建军
(海军驻上海711所军事代表室, 上海 201108)
介绍了电刷的主要技术特性如一对电刷的接触电压降、摩擦系数、磨损率、电阻系数、硬度、氧化膜等,介绍了选择电刷牌号的几个因素,并根据一个实例介绍了选择电刷的考虑方法。介绍了电刷预磨装置的优点及草图,以及使用时的注意事项,指出它不但可以减轻体力劳动强度,还有效地保证了电刷的研磨质量。
电机;电刷;技术特性;电刷预磨装置
0 引言
电刷是电动机、发电机或其他旋转机械固定部分和转动部分之间传递能量或信号的装置,用于换向器或集电环上,作为导入导出电流的滑动接触体。它拥有良好的导电、导热以及润滑性能,并具有一定的机械强度及抑制换向火花的能力。
电刷是电机的重要组成部件,一般由纯碳加凝固剂制成,外型通常为长方块。在安装使用时,通常将电刷固定在静止的金属支架(如刷握)上,采用弹力结构将其压紧在电机转动部件上。
在采用电刷导流结构的直流电机中,电流通过电刷和换向器实现电机静止部件和转动部件之间的电流传导与回路中电流换向。因此,电刷和换向器之间必须有良好的机械接触与电接触,否则可能会出现电机换向闭口或换向火花超标,严重时甚至会烧坏电刷、刷握甚至换向器,损坏电机。直流电机性能的好坏,除受其设计方案的影响外,合适的电刷也是一个重要的影响因素。
1 电刷的技术特性
电刷的技术特性主要包括一对电刷的接触电压降、摩擦系数、50 h磨损率、电阻系数、硬度、换向能力等。另外电刷与换向器接触表面的氧化膜也对直流电机的性能有重要影响。
1.1 一对电刷的接触电压降
电刷的接触压降大小主要受电刷制造材质影响,是判断电刷材料是否优良的一个因素。电刷电阻系数越大,接触电压降也越大。接触压降在换向过程中有助于减少被电刷短接的线圈中的循环电流,它通常以正极和负极电刷的总电压降表示,故被称为一对电刷的接触电压降。任何一种型号的电刷都有自己的瞬变接触电压降的容许值,如果超出了最高限度,则滑动触点的电力损耗过大,引起电刷高度发热,降低电机效率。
1.2 摩擦系数
直流电机工作时,电刷在换向器表面滑动摩擦。因此,摩擦系数是电刷的一个重要的技术指标。对高速电机来说,尤为重要。电刷运行时摩擦损耗公式为
f=9.81Pμv
(1)
式中:f为摩擦损耗,W;P为电刷在换向器上的总压力,g;μ为摩擦系数;v为圆周速度,m/s。
从以上可以看出,摩擦系数愈高,则摩擦损耗也愈大。在高速电机上使用的电刷,其摩擦系数值应小。对同时使用电刷数量多的电机,因为总压力大,也应采用摩擦系数小的电刷。此外,除了电刷和换向器接触面的干滑程度以外,环境温度和湿度、电流密度、周围大气和弹簧压力也会影响电刷的摩擦系数。
1.3 磨损率
用户希望电机电刷的磨损率小,电刷对换向器的磨损率也小,这样可以延长电机使用寿命,减小设备维修的麻烦。电刷磨损率受润滑性能、质地和韧性影响较大。润滑性能好、质地坚固、韧性好的电刷,其磨损率相对较小。不同的运行条件,对电刷磨损率也有影响,如:增大电机工作转速,增大加于电刷上的单位压力以及换向困难的电机,磨损率要大一些。
1.4 电阻系数
各种型号的电刷都有其允许的电阻系数范围,而且彼此相差很大。电阻系数的单位是Ω·mm2/m。通常电阻系数高的电刷使用于换向困难的电机。碳黑基体的电刷以及树脂做结合剂的电刷都属于高阻电刷类,而焦碳基电刷次之。石墨基的电刷,电阻系数较低。一般说来,电阻低的电刷其接触电压降也低。电阻系数高的电刷不适宜用于大电流的电机上,因为大电流流过电刷,将会产生高热,电刷容易损坏。
1.5 硬度
对电刷硬度的测量,有肖氏硬度和压入法硬度两种。选用过硬的电刷,会使换向器有很高的磨损率。
1.6 电刷的换向能力
电刷的换向能力可从直流电机带负荷工作时的无火花换向区来测量。同设备同工况下,无火花换向区愈宽,意味着这种电刷抑制火花的能力愈强。
1.7 氧化膜
电刷在换向器上运行时,在其接触表面上通常会形成一层均匀、适度、稳定的氧化膜,这是电机运行良好的主要标志之一。其厚度仅为50~400埃(1埃=0.1纳米=10-10米)。在电刷运行中,氧化膜呈现为平衡状态,既不断地形成,同时也不断地被磨去。氧化膜虽然不属于电刷的技术特性,但却对电刷的技术特性有重要的影响。因为,氧化膜的存在不仅能够改变换向回路的电阻,减少或消除电气火花,改善换向,而且能够改变电刷与换向器表面的接触特性、减小摩擦、降低磨损、延长电刷使用寿命。
2 电刷的选择
电刷的选择主要是依据电机的功率、电压、转速结合电刷的技术特性如接触电压降、摩擦系数、允许电流密度、换向要求等来确定的。同时应能保证电刷在换向器表面建立合适的氧化膜。
各种电刷都有自己的接触电压降范围。在选择电刷牌号时,必须考虑电刷的接触电压降与电机的电压相适应。一般说来,铜电刷的接触电压降较低,石墨及电石墨电刷的接触电压降较高。因此对电压较高、电流较小,整流性能要求高的电机,可以采用整流性能高同时接触电压降也高的电刷,其抑制火花能力较强。反之,对低压高电流的电机,则一般采用接触电压降较低的电刷。由公式(1)可以看出,电刷的摩擦损耗与电刷摩擦的圆周速度成正比。为降低电机的换向难度,减少电刷的摩擦损耗,高速电机一般要求电刷具有良好的稳定性与润滑性,同时应具备摩擦系数较低、允许电流密度大、不易发热、惯性较低等特性。各种电刷都有其额定电流密度。如超出这一允许范围,电刷过负荷运转就容易产生发热过高情况,损坏换向器表面氧化膜,引起火花,影响电机运转。
当然,根据电机的具体情况而适当地提高电刷电流密度也是允许的,但可能导致电刷和换向器的较快磨损。应当注意的是当电机电刷电流密度过低时,不易形成氧化膜,运转时摩擦力增大,引起震动,往往容易产生火花和振动,并加速电刷与换向器的磨损,对电机性能造成重大影响。
3 电刷选型实例
某直流发电机的规格为1 500 kW,450 V,1 000 r/min。电机的电压450 V,属于低电压大电流高转速、换向困难类型的电机。因此,电刷的选择应选摩擦系数较低,一对电刷接触电压降比较高,能适用于换向困难电机的电化石墨电刷。
在电机设计中,换向器直径为0.6 m,电枢电流为3 333 A,电刷的总接触面积为620.4 cm2,故
发电机电刷接触处的线速度为
π×0.6×1 000÷60=31.4 m/s
电刷的电流密度为
2×3 333÷620.4=10.74 A/cm2
通过电刷牌号及参数表格(表1)可知,在电化石墨电刷中,D374型号电刷的额定电流密度为12 A/cm2,最大圆周速度为50 m/s,满足上述参数要求。故该直流电机的电刷选择为电化石墨电刷,型号是D374。
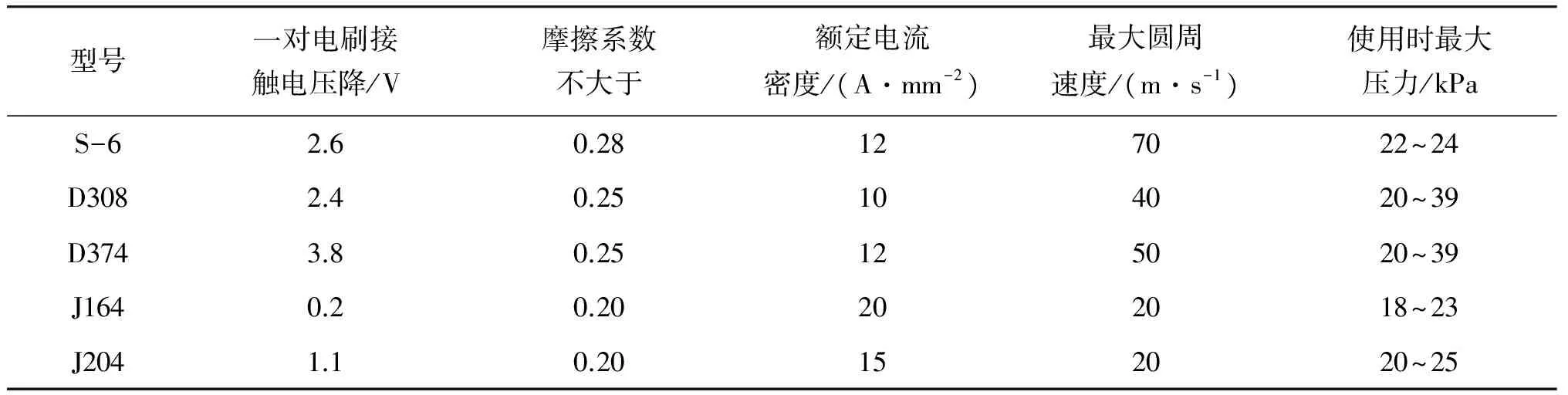
表1 电刷牌号及参数
该电机进行出厂型式试验时,电机换向性能良好(主要换向性能数据见表2),试验数据均优于国家考核标准。
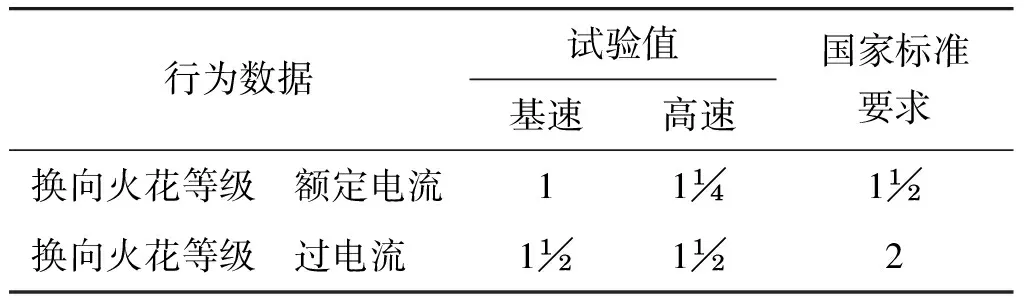
表2 使用D374电刷时的换向试验结果
4 电刷预磨装置
电机换向性能除受设计方案保证及选用合适牌号的电刷外,还需通过刷架刷握等电刷固定装置保证电刷与换向器之间接触良好。直流电机正常运行时,电刷和换向器接触表面应有相同的曲率,实际接触面积不低于理论接触面的80%。如果实际接触面太小,会造成接触处电流密度过大,产生火花并烧伤换向器表面等。
在电机新装配或维护中更换电刷时,需对电刷进行研磨,否则电刷与换向器表面实际接触面积达不到正常使用的要求。通常,电刷是装配在电机上以后,通过反复拉动电刷和换向器之间的砂皮来进行研磨。一来操作不方便,二来须在电机本体内清除所有碳粉及碎屑,人为增加工作量。为方便研磨电刷,可采用电刷预磨装置(见图1)。该电刷预磨装置的原理是:通过模拟电刷实际运行时的情况,将刷握和电刷放置在一个与电机换向器直径相同的且表面贴有0号或00号砂皮纸的圆筒上,刷握的安装位置及要求(如等分度、刷握离换向器表面距离等)严格按照电机本体刷架的设计要求。将电刷装配好后,通过旋转圆筒来研磨电刷与换向器的接触面。研磨好后,理论上电刷拥有与直流电机换向器表面曲率相同的弧面,可直接更换使用在电机上。经过轻负载(如1/3额定电流)工况下运行2~4 h,得到更好的接触之后,可保证电机良好的换向性能。
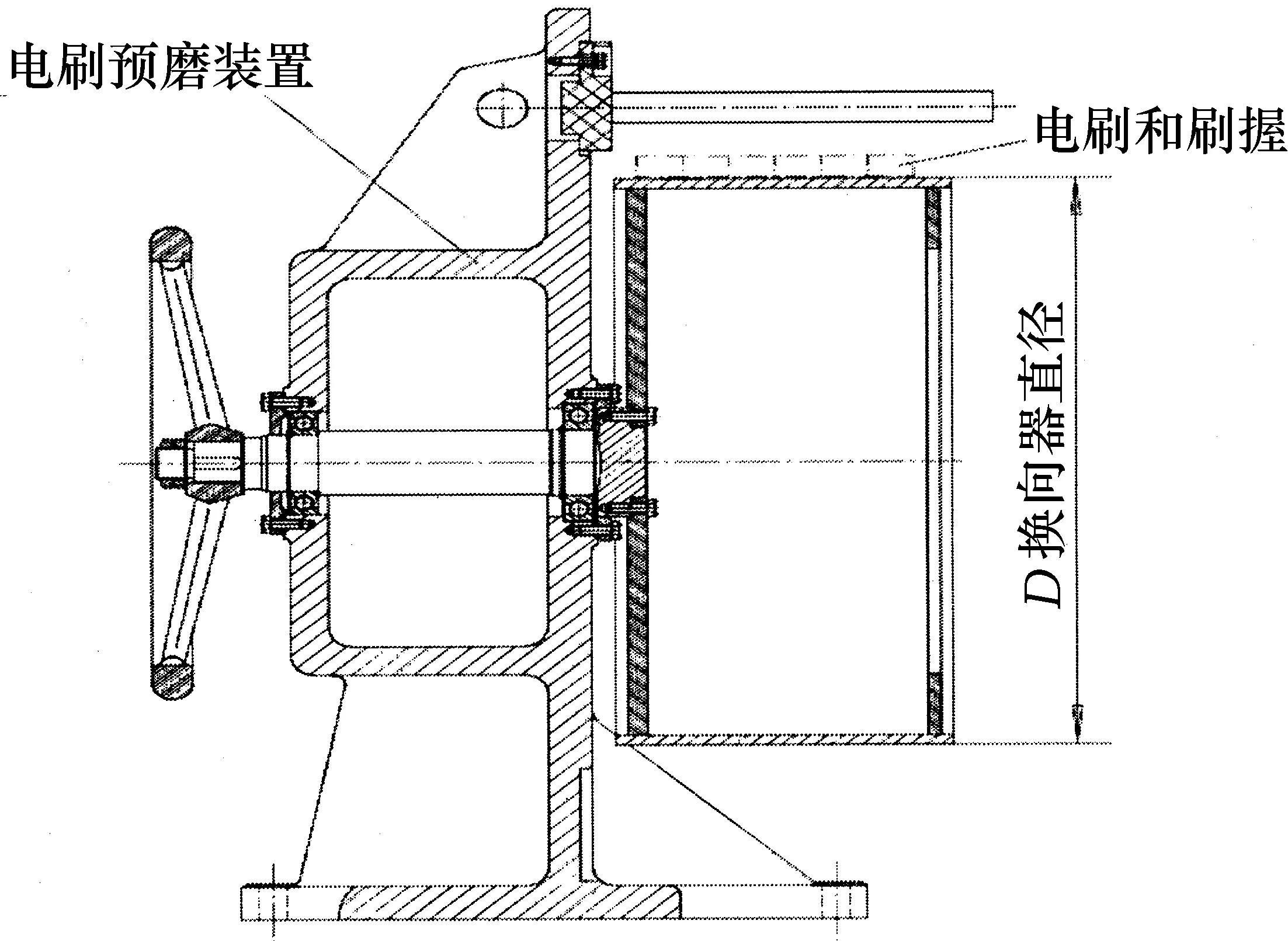
图1 电刷预磨装置
5 结语
通过对电刷技术特性的分析,合理地选择电刷种类和型号,可以保证电机的换向性能,确保电机运行平稳。电刷预磨装置可以减轻体力劳动强度,而且有效地保证了电刷的研磨质量。
王建军,男,1976年11月生,大学本科,毕业于海军工程大学。现从事船舶电气的设计研究工作,工程师。