基于视觉控制的防错技术研究及应用
2022-02-10吴连伟李文博栾建伟张世军鞠涛涛
吴连伟,李文博,王 平,栾建伟,张世军,鞠涛涛
(潍柴动力股份有限公司 一号工厂,山东 潍坊 261061)
0 引言
随着发动机装配线多品种柔性化生产制造模式的不断拓展和延伸,制造行业面临着产品质量优质、订单交付准时、成本管控精细及制造过程高效的巨大挑战,而如何在多品种柔性化生产线实现防错技术的综合应用及优质高效准时的产出,具有重大的战略意义[1]。
目前国内视觉检测技术已经飞速发展,在视觉引导、机器人协同运动、零部件智能检测、发动机建模扫描及机型智能识别等领域得到广泛的应用,而通过视觉实现防错功能成为一种发展趋势[2]。
目前锁夹错漏装仍依靠人工观察检测。本研究深入分析了错漏装自动检测装置的设计及视觉系统原理,实现缸盖锁夹的视觉防错及调试过程。对视觉系统及防错技术的应用前景也作了探讨。
1 缸盖锁夹的作用
WZY 生产线四气门缸盖锁片压装机如图1、图2所示,承担四气门缸盖锁片压装任务。该机床分为进气侧压装工位、排气侧压装工位、检测工位,检测为气密检测,存在漏检的隐患。
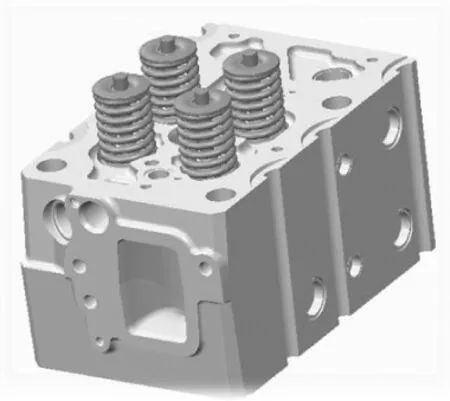
图1 四气门缸盖及锁夹
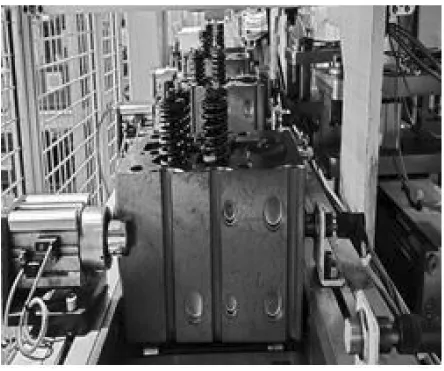
图2 四气门缸盖锁片压装机
通过设计制作错漏装自动检测装置,实现锁夹的错漏装自动检测,并具备防错功能,有效防止质量事故的发生,提升装配过程保障能力。
该自动检测装置具备以下特点:
(1)具备错漏装识别功能,实现锁夹漏装与错装的自动识别。
(2)视觉系统实时显示设备与PLC 之间的数据通讯及检测结果。
(3)实现锁夹100%检测,对错漏装问题的缸盖不放行,人工确认后放行。
(4)检测前定位,保障缸盖检测位置一致性。
2 视觉系统的构成及工作原理
机器视觉系统主要包含光源、相机、图像采集卡、主控制器及图像处理器等,实现机器代替眼睛进行检测、测量和数据信息判断,如图3 所示。
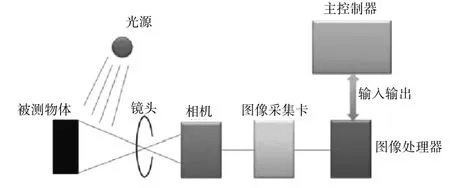
图3 视觉系统结构原理图
机器视觉系统通过图像采集卡将被测量或检测目标及物体转换成图像亮度、颜色等信号,然后通过视觉系统传送给图像处理器,根据图像的像素分布、亮度、颜色等信号,应用系统的各种逻辑算法,将检测目标或物体的主要特征,通过主控制器转换成数字化信号,根据标准信号特征和数字化信号特征进行比对,整体性控制设备或设施的动作[4]。
机器视觉技术是建立在视觉信息基础之上的,在智能制造装备中,视觉信息采集系统主要是由光源、成像以及处理等几个环节组成(图4)。其中通过光控电路控制获取光学镜头下的目标或物体图像。首先图像进行滤波、增强等处理来改善图像质量;其次在传感器的作用下,将形成的图像等信息保存在结构示意图中的信号存储电路中,然后经过信号放大器和计算机的图像处理等,对目标图像进行算法处理,最后获得经过逻辑算法计算的目标图像视觉信息[5]。

图4 信号及信息采集流程示意图
3 错漏装自动检测装置的设计及原理
错漏装自动检测装置主要包含机器视觉系统、举升机构、定位机构、阻尼气缸等功能机构组成(图5)。

图5 错漏装自动检测装置
3.1 机器视觉系统硬件台架
设计机器视觉硬件台架,将相机和光源固定在机械台架的横梁上,可以前后移动方便进行位置及视觉系统调整,如图6 所示。
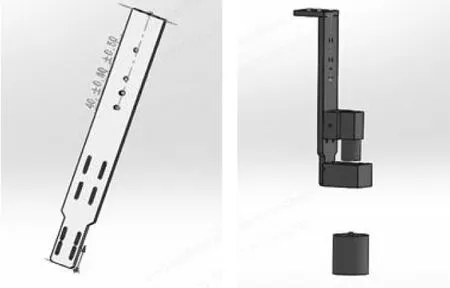
图6 机器视觉系统硬件框架
相机用于拍摄产品图片传到上位机进行分析,利用视觉图像处理工具对图像进行分析对比,判断锁片压装是否合格。光源用来配合相机使用,给相机拍摄产品提供足够和稳定的光照,以达到测试环境的稳定一致。每台相机配有单独光源,满足图片采集时对光源要求。
3.2 视觉防错设计
台架前段装支架安装传感器及气缸阻挡如图7所示。其能感知缸盖的到位情况,当缸盖运行到指定位置后,传感器会向上位机发送到位信号,以提示上位机开始控制进行检测。

图7 到位阻挡气缸及视觉相机拍照初始位置
拍照完成后相机回到视觉系统镜头到气门锁夹的垂直距离大约为500 mm 位置处。
3.3 工作原理
首先对采集的图像用图像处理工具的圆定位,将锁片压装后的特征点截选出(图8)。选中处理的图像生成环形掩膜进行分析,在利用相机软件里面的偏移工具图像进行精确提取,利用圆定位的工具进行采集特证。
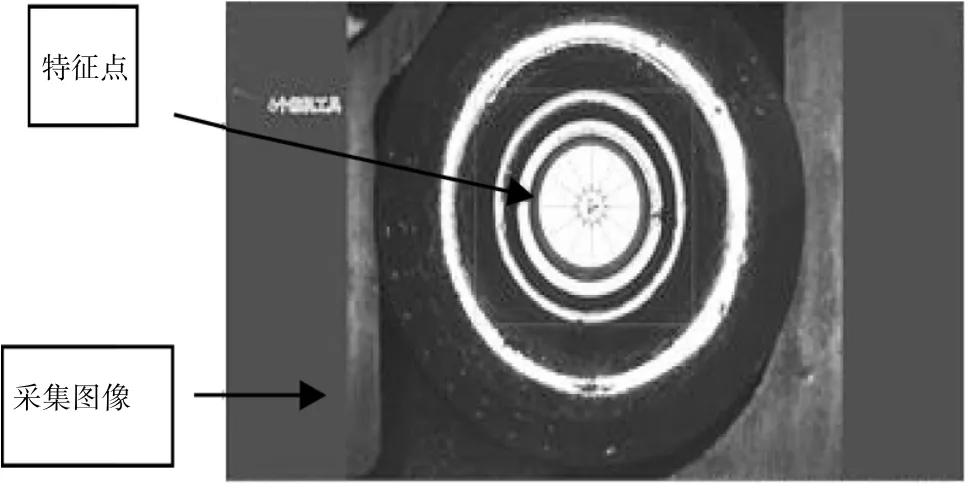
图8 采集图像及用户设定图像
然后利用所有扫描线上的边缘点提取圆(图9)。并对提取的掩膜图像利用斑点面积工具,进行检测,提取的图像与标准照片进行百分比测试(图10)。
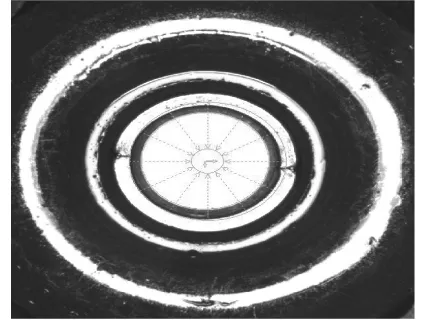
图9 扫描线上的边缘点
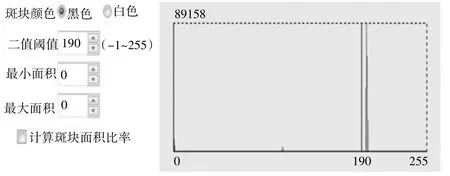
图10 图像对比测试
最后运行视觉软件中图像算法对获取的图像进行对比,最终输出判定合格与否的结果,如图11 所示。

图11 图像算法结果
其具体图像分析原理说明。
(1)特征定位——通过取中心圆环的外形轮廓作为定位模板粗定位。特征定位模块需要指定矩形区域生成模板图像。匹配时使用模板图像中的边缘等特征信息在矩形ROI 中进行搜索。
(2)圆定位——在通过圆检出作为精定位。圆定位模块在有向圆环ROI 中寻找指定圆的圆心。圆定位不产生角度信息,返回的角度恒为0.0。
在视觉模块列表中双击圆定位后,图像及数据显示区域中会出现一个有向圆环ROI,表示圆定位的ROI 区域和圆定位的扫描方向。拖动ROI 到达预定位置,通过拖动ROI 上内外两个半径以使得扫描方向为期望状态后,点击添加后将此模块添加到处理流程中。
(3)环形掩膜———根据上面的圆定位工具,生成环形掩膜区域。可以在图像中添加一个圆环掩膜,圆环掩膜在图像指定区域中进行圆检测,用检测到的圆生成圆环掩膜。
在视觉模块列表中双击圆环掩膜后,如图12 所示,图像及数据显示区域中会出现一些圆,不同的元代表不同的几何元素。
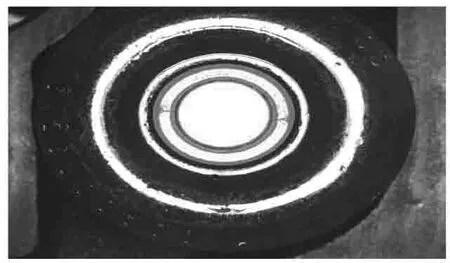
图12 圆环掩膜
(4)图像分析——检测掩膜区域内的阈值范围内的图像分析。计测一个矩形ROI 中指定颜色的和面积范围的斑块总面积或总面积占矩形ROI 面积的百分比。图像分析比率是图像分析的和与矩形ROI 面积的百分比,如图13。
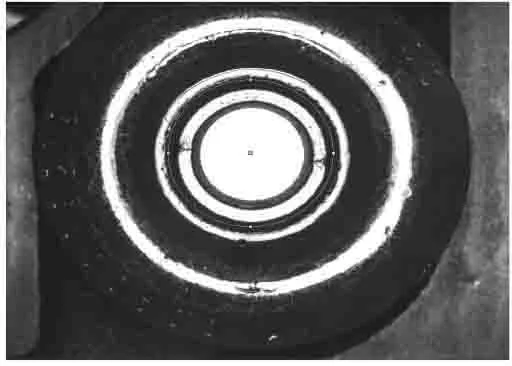
图13 矩形ROI 面积
(5)检测结果——点击检测结果可以定制此图像单元的检测结果逻辑。判定方式有以下五种情况,详见表1 和图14。

图14 流程图
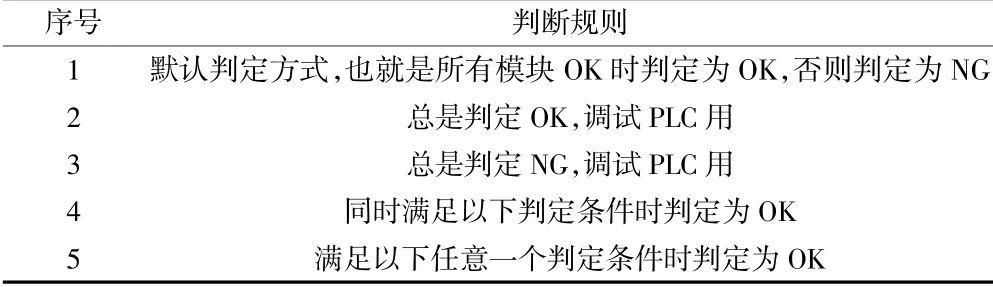
表1 检测结果判定规则
在实施初期多次对现场环境进行调研测试,对其锁夹错漏装的情况进行估测,现场布置相机对其锁夹进行测试,确保相机性能能够达到技术要求并输出验证报告。
3.4 经济效益
视觉防错技术的应用,对工序节拍优化和作业平衡率提升起到关键作用,分别为:工序节拍提升7.7%,作业平衡率提升13.9%,同时人均班产出提升10.1%。
4 视觉防错技术的应用前景
视觉检测技术已越来越完善,从行业的发展来看,越来越多地视觉检测技术应用于各类制造行业,广泛应用在发动机生产线装配领域中的各个工序及装配环节,承担着各类发动机零部件装配检测以及防错等作业。目前在各大主要发动机生产基地,发动机零部件装配环节中,视觉检测技术应用到大量的零部件装配的检测及防错场景列表2。
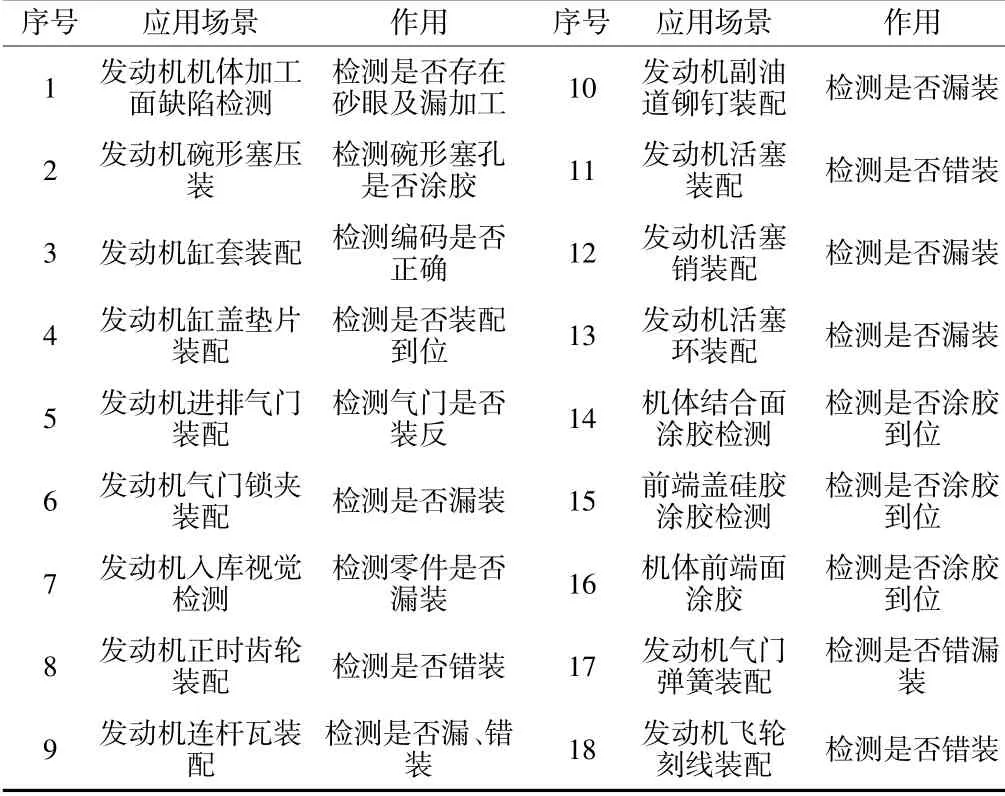
表2 视觉防错技术的应用前景
5 结语
防错技术在发动机装配领域起到越来越重要的作用,在保障产品质量、提升生产效率和降低制造成本方面具有巨大的意义。而防错技术的研究及应用逐渐成为制造行业柔性化生产制造的重要研究方向。
主要通过设计制作缸盖的举升机构及定位机构,通过阻尼气缸、传感器等关键零部件,采取视觉检测技术,系统性的设计了视觉防错装置。应用后,工序生产效率提升7.7%,作业平衡率提升13.9%,同时人均班产出提升10.1%。
