铸铁焊条及焊丝国内外标准化现状研究
2022-02-01杨子佳郭枭宋北郝润泽
杨子佳,郭枭,宋北,郝润泽
(哈尔滨焊接研究院有限公司, 哈尔滨 150028)
0 前言
铸铁焊条及焊丝用于铸铁材料的焊接、修复及与铸铁或其他黑色、有色金属的连接。国内上一版的铸铁焊条及焊丝国家标准GB/T 10044—2006,修改采用AWS A5.15-90[1]。其后美国标准一直没有更新,最近一次标准确认是2016年完成;ISO于1983年首次发布了ISO 1071:1983,分别于2003年和2015年进行了修订;日本发布了JIS Z 3252:2012[2],修改采用ISO 1071:2003。国内焊接材料标准体系自2010年起按照ISO标准体系进行转化,目前基础试验方法、供货技术条件、采购指南、焊条、埋弧焊焊材、药芯焊材及实心焊丝系列标准按照ISO标准体系进行了转化和制修订,已陆续实施。GB/T 10044—2006《铸铁焊条及焊丝》无论从标龄还是体系方面都迫切需要进行修订。由全国焊接标准化技术委员会归口,哈尔滨焊接研究院有限公司负责制修订了GB/T 10044—2022[3]《铸铁焊条及焊丝》一项国家标准,经国家标准化管理委员会批准,于2022年10月14日发布,并于当日开始实施。为了便于焊接材料生产企业和使用单位更好地应用新标准,现将相关标准国内外制修订情况进行简要介绍。
1 国内外铸铁焊条及焊丝标准化现状
国家标准GB/T 10044—2022《铸铁焊条及焊丝》,修改采用ISO 1071:2015[4],与国际标准化组织(ISO)的铸铁焊条及焊丝标准化对比情况见表1,鉴于美国标准和日本标准对国内焊材标准和应用的影响,表1中对美国和日本的铸铁焊条及焊丝标准化情况也做简单介绍。

表1 国内外铸铁焊条及焊丝的标准化情况
从标龄上相比,AWS A5.15标龄最长,超过30年以上,于2016年做过确认;JIS Z 3252标龄也有10年之久,于2021年做过确认;ISO 1071于2015年发布最新版,2020年做过确认。
从型号编制上相比,GB/T 10044—2022和JIS Z 3252:2012,都是修改采用ISO 1071,只是年代版本号不同,GB/T 10044—2022、JIS Z 3252:2012和ISO 1071:2015型号编制方法基本一致,使用产品类型代号、铸铁焊接代号和化学成分代号表示,对于药芯焊丝产品,增加了保护气体类型代号,而对于焊条产品,还可以附加熔敷效率-电流类型代号。使用字母“E”表示焊条,字母“T” 表示药芯焊丝,字母“S”表示电弧焊用实心焊丝,字母“R”表示气焊用实心焊丝,使用字母 “C”表示铸铁焊接。AWS A5.15-90使用产品类型代号、化学成分代号和铸铁焊接代号表示。AWS沿用本身的产品类型代号表示方法,使用字母“E”表示焊条或药芯焊丝,字母组合“ER”表示电弧焊用实心焊丝,字母“R”表示气焊用实心焊丝,字母组合“CI”表示铸铁焊接。
从主要技术要求上相比,GB/T 10044—2022规定了焊材尺寸、外在质量、化学成分、熔敷金属力学性能要求(协定)和焊接工艺性能。ISO 1071:2015规定了化学成分,熔敷金属力学性能要求由供需双方协商确定,但不作为分类的一部分,提供了部分焊材产品的熔敷金属拉伸性能参考值,通过引用标准ISO 544《焊接材料 焊接材料供货技术条件 产品类型、尺寸、公差和标志》对焊材尺寸和外在质量提出了相应技术要求;AWS A5.15-90除规定了化学成分要求外,还规定了尺寸和外在质量要求;JIS Z 3252:2012也是除规定了化学成分要求外,还规定了尺寸和外在质量要求。
2 国内铸铁焊条及焊丝标准化具体情况
2.1 适用范围
新修订的GB/T 10044—2022《铸铁焊条及焊丝》,适用于铸铁的电弧焊用焊条,自保护和气体保护电弧焊用药芯焊丝,气体保护电弧焊用实心焊丝和填充丝,气焊用铸造填充丝。
2.2 型号划分及编制方法
铸铁焊条及焊丝型号划分原则与ISO保持一致,根据其焊缝金属与母材同质或异质进行分类。
2.2.1焊缝同质的焊条及焊丝
焊缝同质的焊条及焊丝根据合金类型分类进行划分,产品类型包括焊条、药芯焊丝和气焊用铸造填充丝。
用焊条代号“E”、铸铁焊接代号“C”和熔敷金属合金类型分类代号表示,除此以外,还可以附加可选熔敷效率-电流类型代号。型号示例如图1所示。

图1 焊缝同质的焊条国标型号示例
用药芯焊丝代号“T”、铸铁焊接代号“C”、熔敷金属合金类型分类代号和保护气体类型代号表示,除此以外,还可以附加可选熔敷效率代号。型号示例如图2所示。

图2 焊缝同质的药芯焊丝国标型号示例
用气焊铸造填充丝代号“R”、铸铁焊接代号“C”和填充丝合金类型分类代号表示。型号示例如图3所示。

图3 焊缝同质的气焊铸造填充丝国标型号示例
2.2.2焊缝异质的焊条及焊丝
焊缝异质的焊条及焊丝根据化学成分进行分类划分,产品类型包括焊条、药芯焊丝和电弧焊用实心焊丝和填充丝。
根据前文中国35个大中城市地价、房价和物价的收敛性分析结果可知,2010年之前各城市的地价呈现σ发散现象,而在2010年之后才有了一定的收敛趋势。此外,2010年之前我国房价不断持续高涨,2010年中央政府出台了一系列房地产调控政策,从抑制需求、增加供给、加强监管等方面对房地产市场进行全方位调控,进而抑制房价过快上涨。增加住房供给无疑又冲击了土地市场,引发北京等热点城市频现“地王”。因此,本文以2010年为分割点,将样本期2002—2016年划分为2002—2010年和2010—2016年两个时段进行实证检验,以考察地价、房价和物价三者之间互动关系的时序差异。估计结果如表6所示:
用焊条代号“E”、铸铁焊接代号“C” 和熔敷金属化学成分分类代号表示,除此以外,还可以附加可选熔敷效率-电流类型代号。型号示例如图4所示。

图4 焊缝异质的焊条国标型号示例
用药芯焊丝代号“T”、铸铁焊接代号“C”、熔敷金属化学成分分类代号和保护气体类型代号表示,除此以外,还可以附加可选熔敷效率代号。型号示例如图4所示。
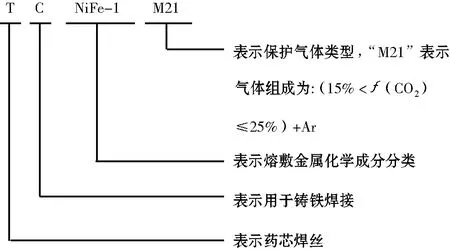
图5 焊缝异质的药芯焊丝国标型号示例
用气体保护电弧焊用实心焊丝和填充丝代号“S”、铸铁焊接代号“C” 和焊丝化学成分分类代号表示。型号示例如图6所示。

图6 焊缝异质的气体保护电弧焊用实心焊丝和填充丝国标型号示例
2.3 技术要求
铸铁焊条及焊丝技术要求包括尺寸、外在质量、化学成分、熔敷金属力学性能要求(协定)和焊接工艺性能。
2.3.1尺寸及外在质量
与ISO 1071:2015相比,针对不同焊材产品细化了不同的技术要求,特别是铸造填充丝根据其产品特点规定了更明确的技术要求。
2.3.2化学成分
2.3.3焊接工艺性能
与ISO 1071:2015相比,增加了不同焊材产品的焊接工艺性能,保留了GB/T 10044—2006中的相关要求,有助于焊材生产者和使用者关注铸铁焊条及焊丝的工艺性能。
2.3.4熔敷金属力学性能
与GB/T 10044—2006相比,增加了焊条及焊丝的熔敷金属力学性能要求,但具体要求由供需双方协商确定,表述方式与ISO 1071:2015保持一致。由于铸铁焊接材料特性,焊缝同质的力学性能和显微组织与母材基本一致,因此对熔敷金属力学性能不作要求。焊缝异质的力学性能通常用拉伸性能描述。
2.4 试验方法
2.4.1尺寸及外在质量
选择合适的量具对焊材进行尺寸测量,通过目视检验焊材的外在质量,焊条的偏心度采用任何适宜的方法。
2.4.2化学成分
化学成分分析可采用任何适宜的分析方法。当涉及仲裁试验时,标准对于制备熔敷金属试样进行了明确和细致的规定,以便于标准的实施。
2.4.3焊接工艺性能
针对不同的焊材产品,标准规定了焊接工艺性能试件制备方法和检验项目。
2.4.4熔敷金属力学性能
对于需要进行拉伸试验的焊材产品,标准规定了试件制备方法和试样试验方法。
3 结束语
GB/T 10044—2022《铸铁焊条及焊丝》发布实施后,将对国内相应焊接材料产品的质量提升和发展应用起到关键支撑作用。
