超低温加工用液氮稳定传输射流调控系统*
2022-01-27孔繁泽杨子健王永青
孔繁泽,杨子健,王永青,刘 阔
(大连理工大学机械工程学院,大连 116024)
0 引言
在航空航天等制造业重点领域中,钛合金、高温合金以及纤维增强复合材料因其耐磨耐蚀、力学性能优异的特点被广泛应用于飞机、火箭等产品的核心部件和关键部位上[1],然而这些材料高韧、高粘、传热性能差,采用常规冷却加工方法费时、费钱、费力。
超低温冷却加工是一种以液氮作为冷却介质的加工方法,在一些难加工材料的加工中具有延长刀具寿命、提高加工效率、提高表面加工质量等优势[2],得到国内外学者的广泛关注。液氮温度极低,大气压下仅有-196 ℃,是冷却效果极佳的介质,然而液氮气化潜热低,极易与管壁换热形成气液两相流,一方面两相流流动不稳定甚至产生密度波振荡现象[3],导致流量波动剧烈,流量过大则对工件冷却过度,影响加工效果,流量过小则冷却效能不足,导致表面烧蚀、刀具过早磨损,另一方面射流干度也对加工区域换热效果有巨大影响,干度越高则液氮比例越小,冷却效果越差。因此液氮的射流状态调节是超低温冷却加工的关键问题之一,需要尽量减小射流干度的同时调节射流流量。
目前,国内外学者对液氮管路内传输特性以及低损耗传输方法进行了研究。SHAEFFER等[4]对液氮管路冷却过程进行了研究,结果表明高雷诺数下的连续流具有最快的冷却时间,低雷诺数下的连续流动具有最佳的冷却效率;LYE等[5]对不同流量下的VIP板和聚氨酯泡沫保冷管道进行了数值模拟,发现保冷层均能起到良好的隔热作用,且采用大流量更容易保持住管道沿程低温状态;王新等[6]根据液氮的蒸汽膜绝热原理,在管壁始端使用吸热涂层材料快速生成蒸汽膜,主流区液氮得以近似绝热输送,加快了加注过程且液氮损失更少;张伟等[7]对低温风洞液氮供给系统进行了热流体数值模拟,优化喷嘴配置并增加了二次回流管路,优化了供给系统性能。上述两种液氮传输方法均用于大流量传输场合,低流量时液氮气化量难以控制,且文献[6]方法流量不能调节,文献[7]方法结构复杂。
为此,本文以抑制传输中相变、射流可调可控为目标,结合机理模型和数值仿真方法分析液氮两相流管路内流动规律,并研制出一套结构相对简单的液氮稳定传输射流调控装置。
1 液氮管路两相流模型分析
1.1 液氮两相流一维漂移通量模型
漂移通量模型将气液两相混合物视为一个整体的同时考虑气液相间滑移,简化模型同时保留了流体系统的分布式特性,配合适用场景的闭包关系可以获得良好的预测结果,得到了广泛的应用。对于涉及传热和相变的液氮两相流流动这个复杂工程问题,通过取参数截面平均值及引入分散相截面浓度分布参数C0的方法将三维漂移通量模型简化为一维[8],简化后模型由4个偏微分方程组成,分别为混合物连续性方程、气相连续性方程、混合物动量方程和混合物能量方程:
(1)
(2)


(3)
(4)

1.2 液氮传输调控策略分析
在加工中使用不同的工件材料、刀具材料和切削参数时切削区域产生的切削热大小不同,所需要冷却量也应随之变化。超低温加工主要依靠液氮在气化时吸收热量实现冷却效果,单位时间内冷却量大小可表示为:
(5)

因此可以认为控制流量实际是指控制射流中液态氮部分的质量流量,其大小可表示为:
(6)
从式(3)可看出,改变局部阻力损失系数可以改变混合物流速,因此在管路内安装开度可调的阀门元件可起到改变质量流量的作用,但液氮两相流管路模型是一个高度耦合的偏微分方程组,改变局部阻力引起流速变化的同时,管路内的流体温度、压力、密度、干度均会变化,式(6)中液氮的密度ρl又是管路内温度和压力的函数,即改变阀门开度质量流量的三个自变量均会发生变化,阀门开度和流量并非简单的线性关系,还需要设计合适的控制方法才能实现对流量的准确调节。
由式可知,蒸发速率Γg是影响射流干度的关键因素,Γg由近壁面蒸发速率Γw和气液界面蒸发速率Γgf两部分组成[10]:
Γg=Γw+Γgf
(7)
其中,
(8)
(9)
(10)
式中,qw为热通量;Hif是气-液界面传热系数;下标f、cr、fg、fs、sat分别代表液体、临界值、气液参数值差、饱和液体、饱和状态。分别观察管路热通量和局部阻力损失系数对蒸发量的影响:当热通量qw增大时,由式(4)可知流体内能和焓值会增加,导致温度上升,气液相焓值差减小,Γw和Γgf增大;当减小阀门开度增大局部阻力时,压力减小,液氮饱和温度下降,增大。减小壁面热通量和增大阀门开度均可减小流体干度,但阀门开度必须优先用于流量调节,因此增大壁面热阻是减少液氮气化的唯一方法。
2 液氮调控管路结构设计
2.1 管路整体设计
为实现液氮的传输、监测和调节,设计管路整体结构如图1所示。其中压力源采用自增压杜瓦罐,前后连接管路采用真空绝热软管,减少冷损失的同时便于调整空间布置和液氮射流角度;在管路中安装压差式流量计、温度传感器、压力传感器对流体状态进行监测;此段管路存在多个法兰连接节点,若采用真空绝热软管漏热严重,故对整段管路做隔热处理;采用电动减压阀和电动调节阀作为分布式控制器,调节流量同时稳定射流;管路末端处安装喷嘴获得大压强集中射流,增强冷却效率。

图1 液氮输送管路结构
2.2 传感器布置
根据式(1)~式(4)可知,液氮管路两相流系统是一个分布参数系统,系统的状态变量分布在空间中的每个点上,即系统是无穷维的,要想了解整个系统的当前状态,需要布置无穷数量个传感器,然而在现实中这是不可能的。在整条管路中,除了液氮入口连接处存在一段换热管路外,其余管路由于热导率极小,低至0.015 W/(m·K),可视为绝热管路,这些管道内壁光滑,且水平布置不存在高度差,结合液氮两相流模型可以看出液氮流动时流体的状态变量基本不发生改变。因此,只要在几个压力突变的调节阀门处和压力入口边界处布置压力和温度传感器,并假设其他管路内流体状态变量呈线性变化,就可基本了解整个管路内流体的温度和压力状态。为尽可能准确测量流量,在管路上游还安装了压差式流量计,这样减小了由于气化带来的测量误差并避免了调节阀开度变化引起的流量扰动。
2.3 隔热结构设计
文献[5]通过仿真验证了使用VIP板和PU聚氨酯泡沫的保冷结构对液氮管路减少热损的有效性,然而在实际工程中这两种材料均有一定缺陷。VIP板的保温性能基于其真空结构,无法随意裁切,难以应用于复杂结构管路;泡沫保温材料在低温温度范围内的热循环和环境暴露条件下极易发生裂纹发展导致结构失效,不适用于超低温管路。为此采取柔性保温材料气凝毡作为内层保温以及聚氨酯泡沫填充作为外层保温。采用圆筒型不同材料双层冷损失下的绝热层总厚度计算方式,其中外层绝热层外径D2应满足[11]:
(11)
内层绝热层外径D1应满足下式的要求:
(12)
式中,T0为管道或设备的外表面温度;T1为内层绝热层外表面温度;Tα为环境温度;λ1为内层绝热材料气凝胶毡导热系数,为0.015 W/(m·K);λ2为外层绝热材料聚氨酯泡沫的导热系数,取为0.02 W/(m·K);αs为绝热层外表面与周围空气的换热系数,值取为8.141 W/(m2·K);[Q]为以每平方米绝热层外表面积为单位的最大允许冷损失量;计算可得取内层气凝胶毡外径为70 mm,外层硬质聚氨酯泡沫外径为150 mm。
3 基于AMESIM的模型仿真分析
为验证结构设计以及传感器布置合理性,了解液氮两相流管内流动规律,利用AMESIM多学科仿真平台的两相流库、热力学库、信号控制库中的相关单元建立液氮传输调控系统的液氮两相流动传热管路模型。
3.1 仿真模型建立
真空绝热软管通过转接头和杜瓦罐连接,不可避免会产生热交换,其他管路热损失极小,可以近似视为绝热管路,因此分别采用热交换管路模型和绝热管路模型并合理设置管路长度、直径等参数;管路中减压阀和调节阀开度可变,用于调整压降分配,可采用两相可调节节流孔模拟;末端喷嘴使用固定两相流限流孔和直径足够大管路的组合模拟。随着阀门开度变小,流体干度会不断增加,流型会从气液均匀混合的气泡流逐渐转换为气液分离的弹状流甚至是环状流[12],故采用分离流的Friedle关联式来描述两相流摩擦压降。完成液氮管路系统的搭建如图2所示。
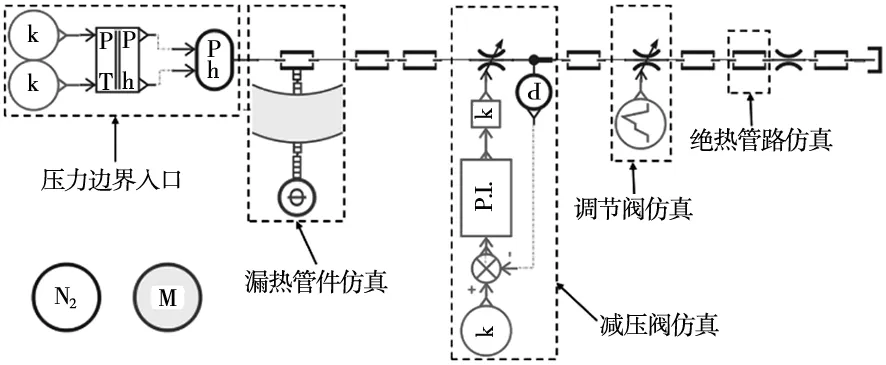
图2 AMESIM液氮输送管路建模
3.2 仿真结果分析
设置环境温度为20 ℃,入口压力和温度分别为1.2 MPa和-170 ℃,设置减压阀阀后压力为0.9 MPa,电动调节阀开度50%(开口量7.5 mm),仿真得管路内温度和压力分布如图3所示。其中换热管路和入口的真空绝热软管以及减压阀前管路压强相等,均为1.2 MPa,通过减压阀后管内压力减到0.9 MPa,经过电动调节阀后压力降至0.45 MPa且在小范围内周期性波动;管路内的温度也呈相同趋势,除此之外由于流量的周期性波动在换热管路中单位时间内流体吸收热量也随之变化,流体温度呈现出周期性波动状态。上述现象表明管路内压力和温度变化主要发生在阀门管件处,沿管道的压降和温降可忽略不计,可用较少数量的传感器大体了解管路内流体的状态,验证了所设计的传感器布置方法的合理性。

图3 减压阀阀后压力0.9 MPa、阀门开度50%管路内温度和压力分布
为了解液氮两相流射流的质量流量和干度的变化规律,以调节阀开度作为单一变量,分别设置为100%、80%、60%、40%、20%,减压阀出口压力保持1.1 MPa不变,观察出口段的混合物质量流量、液氮质量流量和干度的变化规律,结果如图4所示。可以看出,混合物质量流量和液氮质量流量变化趋势一致,且和干度变化趋势相反,当调节阀开度较大时三者可以保持稳定状态,随着开度减小均会发生周期性震荡,开度越小振幅越大,当开度为20%时甚至会出现液氮完全蒸干的情况,几乎无法起到任何冷却效果。
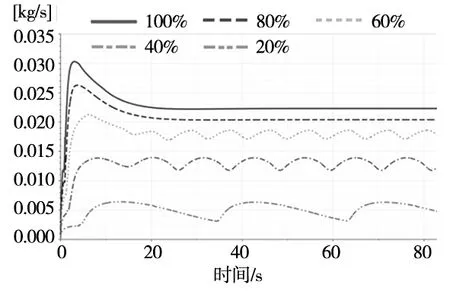
(a)气液混合物质量流量
为拓宽射流流量的可使用范围,采用PID控制器对液氮质量流量进行控制,分析中低流量下射流的可控性能。分别以液氮质量流量0.01 kg/s、0.007 kg/s和0.004 kg/s作为射流设定目标,调节PID控制器参数,得出控制效果如图5a所示。当设定值为0.01 kg/s和0.007 kg/s时,相比无控制系统射流稳定性得到很大提升;设定值为0.004 kg/s时,调节效果尚可,但从图5b可以看出调节阀开度变化剧烈,现实中无法实现。
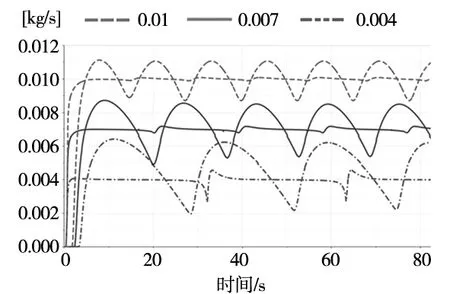
(a)液氮质量流量
4 液氮稳定传输射流调控装置搭建
基于上述设计并结合仿真分析结果研制了液氮传输射流调控装置,如图6所示。采用工业平板作为上位机,基于LabVIEW设计了状态监测-调节系统,各传感器通过A/D卡把4~20 mA电流信号转换为RS485信号,使用Modbus协议与LabVIEW通信,也可以通过串口把控制信号经D/A卡转换为模拟量来控制调节阀的开闭。

图6 液氮稳定传输射流调控系统
为验证整体管路的隔热性能,分别在进出口真空绝热软管和箱体内保冷层的外壁上布置温度传感器,流量设置为100 L/h并持续1 h,观察外壁温度变化情况,期间壁面温度并未发生明显变化,隔热效果良好。
使用本装置进行了液氮射流实验,实验中管路各处温度和压力的分布和变化情况与仿真结果相符,改变调节阀开度可以有效地改变射流流量,稳定射流流量范围在35~100 L/h,射流温度稳定在-193 ℃~196 ℃,可满足超低温加工对稳定冷却效果的需求。
5 结论
针对超低温加工中实用的液氮冷却剂稳定传输调节问题,分析了液氮两相流管路内流动机理,提出了液氮稳定传输调控策略,结合AMESIM数值仿真设计了液氮稳定传输调控装置,得出以下结论:
(1)本文所设计的液氮稳定传输调控装置隔热效果良好,通过传感器获得的流体信息充分,改变调节阀开度可以有效的改变液氮射流流量;
(2)射流流量调节的目的在于控制射流中液氮的质量流量以提供稳定的冷却效果,当调节阀处于大开度时射流状态稳定,减小开度会导致流量周期性波动,采用控制算法可以有效抑制这种波动,但当开度过小时流量极不稳定且难以调节,此时射流无法用于加工冷却,若长时间需要小流量采用低压压力源更为合适。
