QT400-18L材料风电联轴器摩擦盘补焊工艺对比研究
2022-01-18陈兴东裴伟平黄滔
陈兴东裴伟平黄滔
(1.长寿命高温材料国家重点实验室,四川 德阳,618000;2.东方电气集团东方汽轮机有限公司,四川 德阳, 618000)
0 序言
随着新型能源行业的技术进步,以风电、核电、光电等为代表的清洁能源行业长正在蓬勃发展,并形成了大的产业格局。目前,我国风电、核电等产业已形成了从技术研发、装备制造、维运评估及产品服务的全供应链格局,为能源改革奠定了坚实的基础。
前期引进的1.5 MW、2 MW等级风电机组中,均使用到公司完全自主知识产权的风电联轴器,其作为风电机组中一个关键的部件,公司对其设计和制造都做到了精益求精,1.5 MW、2 MW服役风机超过5 000台,其膜片联轴器最长服役期已超过了10年,并仍在服役。
该风电联轴器由所属的锥套、摩擦发兰、刹车盘等关键部件构成,其中摩擦法兰、锥套等部件采用了低温性能较好的球墨铸铁QT400-18L材料,以适应风场严苛的工作温度环境。该部件材质特殊,现场易损,且自主制造。因此,对该部件进行可修复性研究和探讨对风电联轴器部件的生产制造、减少制造损失、现场维运等方面都具有重要意义。
1 球墨铸铁特点
球墨铸铁与灰铸铁的不同之处在于熔炼过程中前者加入了一定量的球化剂,使其中的碳以球状的石墨形式存在,提高了其力学性能。但球化剂一般都严重阻碍石墨化过程,所以同质焊缝及半熔化区更易形成白口,奥氏体区更易出现马氏体组织;焊后易出现冷裂纹,焊接性较差。
1.1 性能
QT400-18L抗拉强度:σb不小于400 MPa,σs不小于250 MPa,伸长率不小于18%,硬度:HBS130~180;属于高韧性、低温型球铁材料,很难使焊缝保持与基体一样的低温性能。
1.2 基材组织
球铁QT400-18L材料一般采用正火加低温石墨化退火处理,具有良好的物理及性能,一般用于低温型风机轮毂、轴承支撑座等,具有广泛的使用性,如图1所示。
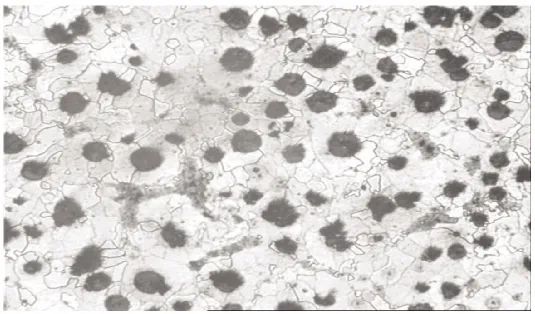
图1 QT400-18L球墨铸铁基材
2 焊接方法分析
铸铁的焊接,按是否需要预热分为热焊和冷焊,其自身各有特点。
2.1 热焊方式
一般热焊工艺对应于同质的铸铁焊芯焊条,焊接时将工件预热500~700℃,一般在520℃左右,以大电流连续方式进行,焊后保温缓冷,其电流一般为焊条直径的30~50倍,可以得到良好的焊接效果。
2.2 冷焊方式
冷焊方式一般对应于异质焊芯焊条(芯焊条408、208等),一般使用较小的焊接电流,焊前不预热,焊后不需要保温,采用短段焊(以减小应力聚集)及焊后锤击方式,操作方便,效率高,但缺点是有热裂纹倾向,容易出现裂纹。
本次试验,分别对408焊条采用了冷焊,对208焊条采用中温预热和焊后保温缓冷的方式进行了尝试。
3 焊接试验
本次试验采用以下焊条焊接:
GB/ZGNIFE-1(408铸铁焊条,规格φ4 mm)烘干200℃/1 h;
GB/EZC(208铸铁焊条,规格φ4 mm/φ5 mm)烘干200℃/1 h;
两种焊条的熔覆金属成分见表1~2。

表1 408焊条熔敷金属成分wt.%

表2 208焊条熔敷金属成分wt.%
焊接参数:松下焊机,直流反接,焊接电流90~120 A;焊接过程摆动。本次试验采用不同预热温度,形成不同比例焊接熔池并对熔池进行一定处理,保温24 h后对其进行打磨并PT检查,然后进行解剖分析,以对比确定最佳的焊接工艺参数。
4 数据分析
针对408焊条焊缝进行金相分析,结果表明焊肉硬度为HV0.3 182~503,熔合线硬度为HV 397~592,白口区宽度为0.2~0.3 mm。如图2所示。从图3(a)中看出,焊肉中的组织为石墨球+共晶相,不同焊道的硬度差异大:在HV0.3 183~446变化。在熔合线局部:为石墨+针状珠光体组织,硬度HV 278~365,其下方仍有白口,白口区硬度最高为HV0.3 525。在焊接熔合线白口区域,其硬度为HV0.3 602~667,该白口组织与网状碳化物+托氏体(硬度为HV0.3 442~491)呈交错状。在远离熔合线的热影响区,铁素体区域珠光体团状石墨溶解、珠光体转变区,其硬度为HV0.3 222~267,可以看出团状石墨正在趋于溶解,硬度有所下降,但仍然高于母材硬度。
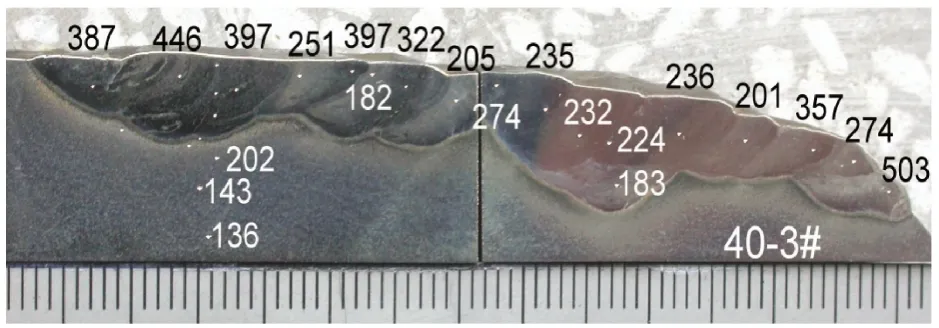
图2 球墨铸铁基材408补焊宏观金相

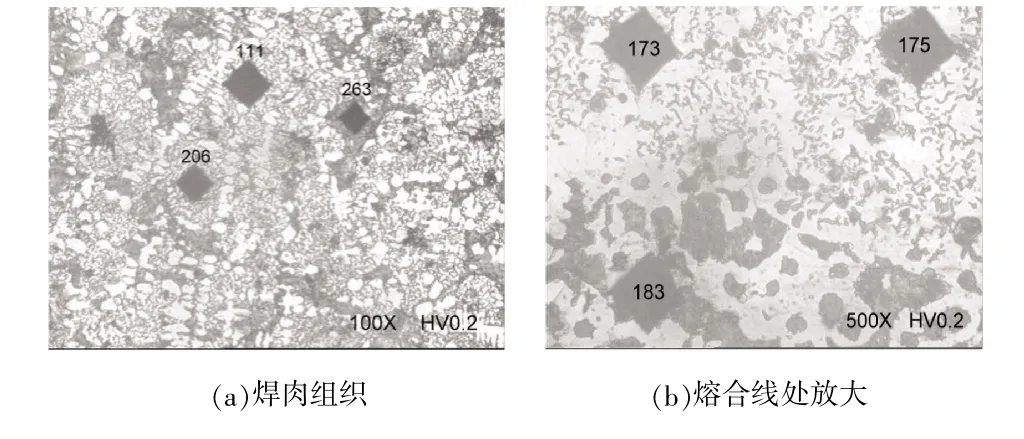
图3 Z408焊条补焊接头金相组织
对Z208焊缝接头进行金相分析,其宏观金相如图4所示,由图4硬度分布可知,接头焊缝左侧硬度较右侧低,尤其焊缝焊脚处。这是因为焊缝处于工件接近中心的部位,保温效果最好,而右侧紧邻工件边缘,保温效果差,而引起组织转变差异导致的。从图5可以看出,在焊肉区域:在硬度检测点HV0.2 206点与HV0.2 111点处为石墨共晶区。在硬度检测点HV0.2 263处为珠光体转变区,并有球片状石墨析出。在熔合线处为石墨析出共晶区,其硬度为HV0.2 173~175,同时出现部分白口,并掺杂有珠光体,其维氏硬度为HV0.2 390~566。焊缝的热影响区为石墨+珠光体,其硬度为HV0.2 183。在其热影响区为球形石墨以及外围的牛眼状环形铁素体及珠光体混合组织,硬度HV0.2 263。

图4 球墨铸铁基材208补焊宏观金相

图5 Z208焊条补焊接头金相组织
5 试验结果分析
5.1 采用Z408焊条
本次对Z408焊条焊接试样进行对比,各焊接试样的焊缝区多为树枝共晶型组织,其显维硬度值HV 201~251,其焊接热影响区多形成马氏体转变产物,同时熔合线伴随出现较大的高碳共晶白口区,呈连续分布,并且白口区厚度层较为明显。工艺上使用尽量小的焊接参数,仍然无法完全消除白口区。其次,408焊条焊肉中,镍含量较高,其颜色与球墨铸铁基体的颜色有明显不同,需要表面处理,如发黑处理时,显得有些困难。所以408焊条非常适合与基体和焊缝颜色一致的要求不高时的焊接。但同时,因为其镍含量约为50%,这又能起到稳固基体、以及在低温、高温等恶劣气候条件下能有良好的膨胀性能和结合性能[1]。其次,焊缝白口区域宽度相对较窄,作为表面非受力基体表面的小缺陷补焊,综合分析认为408焊条仍然适合。
5.2 采用Z208焊条
Z208焊条为碳钢芯焊条,避免了上述Z408焊条所带来的发黑处理困难的情况,本次进行介于热焊及冷焊之间的半热焊方式焊接,辅助以焊前中温预热及焊后保温缓冷。通过对比试验分析,在其后的解剖分析中发现,其焊缝区组织为团片状与小片状石墨,其显维硬度值HV 110~206;珠光体转变区硬度值略高一些HV 263。其焊接白口区只局部较大,达到0.33 mm,但是分布较小,多数区域厚度0.16~0.29 mm,表明此焊接方式有一定效果。经分析后认为:中温300~500℃的预热可以减缓焊缝的冷却速度,降低焊缝的淬硬倾向,有利于释放应力。其次在焊接过程中,较大电流的连续焊接可形成了较大的熔池,该熔池内部可形成较大的温度梯度,这使较大缺陷熔化后所含有的球化剂在较大的温度梯度下沿着温度升高的方向形成异质形核核心,从而对焊缝中的焊条熔滴进行二次石墨化,加速焊缝的石墨化过程[2],因此局部可形成石墨球或片状石墨。同时,随着焊后的后续保温,可以使其焊缝的组织形态得到有一定效果的转变,在热影响区形成牛眼状环形铁素体。因此,可以使用208焊条在补焊缺陷较大、熔合比较大的情况下使用。
综上所述,采用异质焊缝对球墨铸铁进行补焊时,不论采用冷焊还是半热焊的方式,焊缝中的白口区域都难以避免[3],只有调整工艺减小白口区域。但是对于非受力表面或部位的表面性外观缺陷的补焊来说,白口区域的出现在力学性能上不会对工件形成明显的影响。但对于摩擦法兰受力部位的补焊,由于高硬度的白口区的存在,可能对工件在工作应力状态下的疲劳极限有着较大影响,因此不建议在重要部位进行修复。
6 结论
(1)采用408焊条按上述工艺施焊,其熔合线处的硬度较208焊条更高一些,这是因为408焊条焊接时在熔合线部分形成了白口高碳、马氏体组织,工艺参数调整也无法完全避免,适合于较小表面缺陷的补焊。同时,由于焊条材质与母材不同,不适合在零部件需要发黑处理的场合。
(2)采用208焊条,辅助以焊前中温预热及焊后保温缓冷,及相应的工艺参数,可有效促进焊缝区域石墨化,可获得正常的灰铁组织,从而可以焊接较大的表面裂纹、凹坑等缺陷。
(3)试验表明:408焊条异质焊接其焊缝熔合区的白口组织很难避免,由于石墨析出而具有极高的硬度,是焊缝的最薄弱环节,而208焊条同质焊接焊缝随着焊接参数不同白口区及金相组织也有差异,但该差异可以通过合理的焊接工艺控制该区域的大小,从而获得相对理想的焊接接头。但对与承载较大应力的关键部位,上述两种工艺方法仍然有较大风险。
(4)试验表明,球铁在焊后冷却速度的控制,是影响焊缝出现淬硬组织的一个关键因素,是避免焊后冷裂纹的一个有效方法。