高铬白口铸铁加硼降钼镍的可行性试验研究
2017-11-14张艳玲
朱 凯,张艳玲
(商丘职业技术学院,河南 商丘 476000)
高铬白口铸铁加硼降钼镍的可行性试验研究
朱 凯,张艳玲
(商丘职业技术学院,河南 商丘 476000)
针对标准Cr20白口铸铁生产成本高的问题,在其他化学成分基本不变的情况下,用0.30%的B替代50%Mo和50%Ni铸造了加硼Cr20白口铸铁试样. 借助于硬度计、冲击试验机、金相显微镜、X线衍射仪和动载磨粒磨损机等,对比分析了标准Cr20白口铸铁与加硼Cr20白口铸铁的组织性能. 结果表明:加硼Cr20白口铸铁与标准Cr20白口铸铁的铸态组织均由共晶碳化物M7C3+奥氏体+少量马氏体组成. 加硼Cr20白口铸铁的碳化物呈短杆状或块状均匀分布,标准Cr20白口铸铁的碳化物呈网状分布. 加硼Cr20白口铸铁相对标准Cr20白口铸铁,冲击韧性下降了0.5 J/cm2,硬度提高了4.6 HRC,碳化物量提高了4.1%. 耐磨性提高了2%. 用适量的硼替代高铬白口铸铁中的部分Mo, Ni降低生产成本是完全可行的.
Cr20白口铸铁;硼;力学性能;耐磨性
0 引言
高铬白口铸铁比普通铸铁具有较高的韧性、高温强度、耐热性和耐磨性等优点,被誉为当代最优良的抗磨料磨损材料之一[1]129,在冶金、矿山、机械、电力等行业广泛应用. 但是,随着铬、钼、镍、钨、钒等合金元素在钢铁材料中使用量的不断增加,价格飞速上涨[2]498-501,供应日趋紧张,导致铬系白口铸铁的生产成本一直居高不下,成为制约该材料进一步推广应用的瓶颈.
B是强碳化物形成元素, 且价格低而稳定. 微量的B (0.000 5~0.003%)可成倍提高钢铁的淬透性,其作用与添加0.6%Mn、0.7%Cr、0.5%Mo或1.6%Ni相当[3]1-75. 当B在钢铁材料中的含量大于0.1%时,由于B在α-Fe中的溶解度小于0.000 4%,在γ-Fe中的最大溶解度也只有0.02%,所以大部分B在钢铁材料中将以硼化物(如FeB或Fe2B)的形式存在,其中FeB的硬度为1 500~2 000 HV, Fe2B显微硬度为1 290~1 680 Hv[4]1 376-1 379. 以适量的B加入铬系白口铸铁中,可显著提高材料的淬透性和硬度,节约大量昂贵的强淬透性合金元素.
近几十年来,我国磨损和抗磨材料的研究虽然都有较大的进展. 但是,在不断提高耐磨材料的使用性能和使用寿命的同时,降低生产成本,一直是材料工作者研究的热点、难点问题. Mo和 Ni是高铬白口铸铁中昂贵的强淬透性合金元素,它们含量的高低,对高铬白口铸铁的生产成本影响很大. 为此,本试验以机械设备中常用的抗磨材料Cr20白口铸铁为研究对象,在其他化学成分基本不变的情况下,进行了以B代替代部分Mo、Ni的试验研究. 通过多次优化试验,确定了B的加入量和Mo、Ni两种贵重合金元素的减少量,铸造了含硼白口铸铁试样,借助于相关的仪器设备,通过对含硼高铬白口铸铁与标准Cr20白口铸铁的组织、力学性能及耐磨性进行对比分析,试图为用B代Mo、Ni提供理论依据,为降低高铬白口铸铁生产成本做贡献.
1 试验材料与方法
1.1 试验材料
试验用基础材料为某企业生产的标准Cr20白口铸铁,在其他化学成分基本不变的情况下, 用0.30%的B替代50%Mo和50%Ni,按照高硼高铬白口铸铁的熔炼规范进行熔炼浇注Y型铸坯,经分析标准Cr20白口铸铁和加硼高铬白口铸铁的实际化学成分如表1所示.

表1 试验材料的化学成分(%,质量分数)
1.2 试验方法
用线切割法分别从标准Cr20白口铸铁和加硼Cr20白口铸铁Y型铸坯上切取若干个11 mm×11 mm×62 mm的方块钢条,然后在刨床上加工成10 mm×10 mm×62 mm的试样若干个备用. 采用JBT-50型铸铁冲击试验机来测定加硼Cr20白口铸铁韧性,试样尺寸为10 mm×10 mm×55 m无缺口,跨距40 mm;将冲击试验用过的试样制成金相试样,利用OLYMPUSDP70型倒置式金相显微镜观察金相组织;采用HD-187.5型布洛维硬度计测试材料的硬度,载荷150 Kg,加载时间10 s;用D/Max2200型X线衍射仪进行物相分析;磨损试验在MLD-10型动载磨粒磨损机上进行,上试样为加硼Cr20白口铸铁和标准Cr20白口铸铁, 尺寸为10 mm×10 mm×30 mm,下试样为45#对磨钢环,硬度为HRC 46.5,冲锤质量为10 kg, 上试样冲击频率为200次/min,下试样转速为120 r/min, 磨料为粒径1.7~2.1 mm的石英砂,磨料流量为40~45 kg/h,时间为30 min;采用FA2004-B型电子天平称取它们摩擦磨损前、后的质量,用相对耐磨性表征试样的耐磨性能.
2 试验结果与分析
2.1 试验材料的铸态组织
从图1可见,标准Cr20白口铸铁和加硼Cr20白口铸铁的铸态组织均由共晶碳化物M7C3+奥氏体+少量的马氏体组成. 标准Cr20白口铸铁的碳化物呈网状存在,而加硼Cr20白口铸铁的碳化物呈短杆状或块状均匀分布.
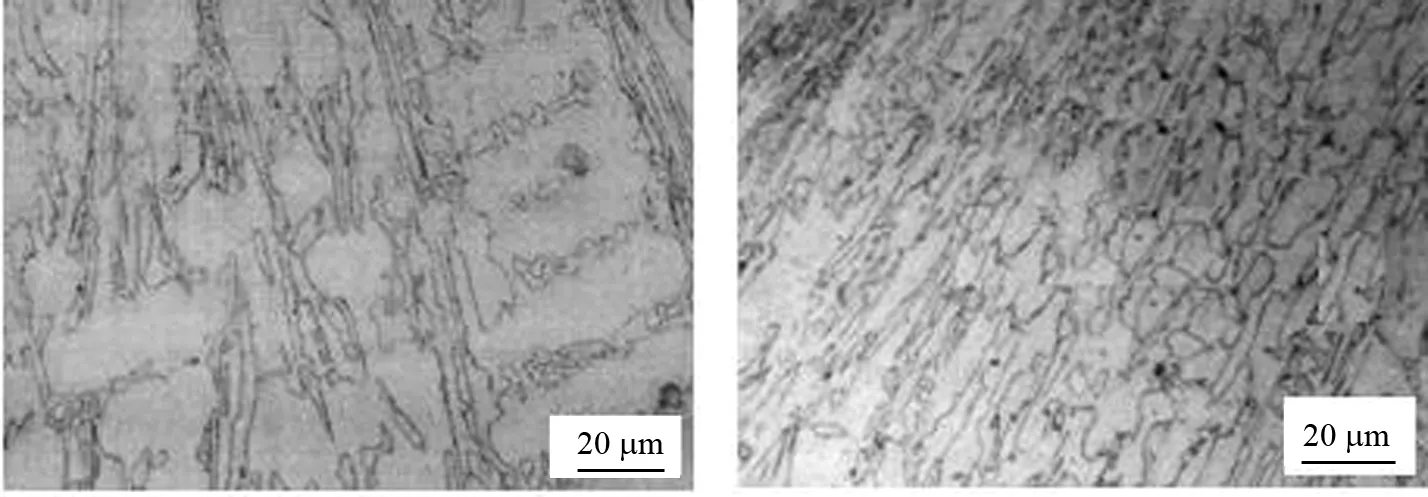
(a)未加硼 (b) 加硼图1 标准和加硼Cr20白口铸铁的铸态组织
试验分析认为,高铬白口铸铁在凝固时首先析出大量的初生奥氏体, 待初生奥氏体晶粒长大到一定尺寸后, 碳化物才在其边界析出. 由于高铬白口铸铁凝固速度较慢, 生长空间较小, 再加上初生奥氏体对碳化物的挤压作用, 这些碳化物只能在奥氏体界面之间延续生长, 最终连接成网状结构[5]7-11,因此,标准Cr20白口铸铁以网状碳化物的形式存在.
而相对于加硼Cr20白口铸铁来说,由于B加入到高铬白口铸铁中后, 降低了C和Cr在奥氏体中的溶解度,同时也会导致奥氏体转变温度降低,从而更有利于奥氏体向马氏体的相变. 另外,B能有效溶于高铬白口铸铁固溶体中,可取代C与Fe、Cr 形成 (Fe,Cr)7(C,B)3、(Fe,Cr)23(C,B)6和(Fe,Cr)3(C,B)等硼碳化合物[6]57-61, 正是由于硼的置换作用, 增加了碳化合物的体积分数,且该化合物析出于奥氏体晶界上,提高了碳化物的百分数和分布的均匀性. 再者,由于硼元素的表面活性作用,使得碳化物表面活性能降低, 加宽了共晶反应温度区间,从而加速了碳化物的生长速度,使得液体给碳化物提供了良好的合金元素供给,从而导致在硼元素富集区域中碳化物长大,在随后的冷却过程中,使得加硼Cr20白口铸铁中的碳化物以非网状发展成为短杆状或块状.
然而,由于高铬白口铸铁中的碳化物热稳定性好,它的析出是很迟缓的,所以,即使在快速冷却条件下,仍可能有一定数量的过饱和奥氏体被保留到室温. 因此,标准Cr20白口铸铁和加硼Cr20白口铸铁的铸态组织均由共晶碳化物M7C3+奥氏体+少量的马氏体组成.
2.2 试验材料的力学性能
从表2可见,在标准Cr20白口铸铁中加B替代Mo和Ni后,加硼Cr20白口铸铁的冲击韧性下降了0.5 J/cm2,而硬度却提高了4.6 HRC,碳化物体积分数提高了4.1%.

表2 试验材料的力学性能
试验分析认为,B能有效溶于高铬白口铸铁固溶体中, 且可使固溶体中碳的含量减少,而使合金液中碳的溶解量增加,致使合金液共晶转变后共晶碳化物体积分数增加;由于碳化物的体积分数增加,奥氏体中的铬、碳含量大幅度下降, Ms点升高, 降低了奥氏体的稳定性, 因此有利于铸态马氏体的形成[7]60-64. 硼在白口铸铁中主要溶于碳化物中, 而在基体中溶解量甚少[8]878-884,当溶于固溶体中的B形成(Fe,Cr)7(C,B)3型碳化物达到饱和时,使得组织中的B富集而形成(Fe,Cr)23(C,B)6和(Fe,Cr)3(C,B)型合金碳化物. (Fe,Cr)7(C,B)3型碳化物硬度为1 200~1 600 HV, (Fe,Cr)23(C,B)6型碳化物硬度1 000~1 100 HV, (Fe,Cr)3(C,B)型合金碳化物840~1 100 HV,这些复合碳化物的显微硬度可以从900 HV左右上升到1 300 HV左右. 上述两方面的原因,均导致加硼Cr20白口铸铁的碳化物较标准Cr20白口铸铁的碳化物含量多. 因此,加硼Cr20白口铸铁的硬度高于标准Cr20白口铸铁.
由于B引起的碳化物体积分数的增大和粗化,增大了碳化物对基体的缩减和割裂作用,同时B在晶界的偏析也加重,再者,由于B增加了高铬白口铸铁的淬透性,使得基体中的马氏体数量增多,马氏体是硬脆相, 因而加硼Cr20白口铸铁的冲击韧性低于标准Cr20白口铸铁.
2.3 试验材料的耐磨性
从表3可见,在标准Cr20白口铸铁中加B代Mo和Ni后,加硼Cr20白口铸铁的耐磨性相对标准Cr20白口铸铁提高了2%,它们的耐磨性基本相当.

表3 试验材料的耐磨性
试验分析认为,在动载磨料磨损过程中,由于石英砂处于自由滚动状态,其硬度(1 200 HV)低于碳化物(Fe,Cr)7C3的硬度1 200~1 600 HV,而高于奥氏体300~600 HV和马氏体的硬度 (500~1 000 HV). 磨损时石英砂将先磨削软基体奥氏体和马氏体部分,碳化物凸出于基体之上,抵抗磨料的冲蚀,此时基体对碳化物的支撑作用以及碳化物的耐冲蚀性就决定了试验材料磨损量的大小.
由于加硼Cr20白口铸铁基体的硬度为54.0 HRC,高于标准Cr20白口铸铁的硬度49.4 HRC,而且奥氏体的含量也低于标准Cr20白口铸铁,因此,其基体的耐磨性优于标准Cr20白口铸铁. 其高硬度的基体能够为碳化物提供强有力的支撑作用. 另外,硼的加入降低了材料的塑变断裂抗力, 而提高了材料的切削抗力[9]32-46,因此,加硼Cr20白口铸铁持续地发挥碳化物的抗磨作用,而标准Cr20白口铸铁由于基体硬度较低,基体则以较大的速率被磨削掉,碳化物失去基体的支撑作用,在冲击方向的垂直正应力和磨损过程中石英砂所带来的切向分力的作用下,碳化物很容易发生折断或块状剥落. 另外,由于标准Cr20白口铸铁中的碳化物呈网状存在,其碳化物的尖角处或网的连接缝隙处,在反复的冲击应力、接触应力和切应力作用下, 在碳化物与基体组织结合处会产生很大的应力集中[10]11-13,则疲劳应力增大,在碳化物与基体组织结合处易产生裂纹并快速扩展,进而导致碳化物碎裂而脱落,基体就会失去碳化物的保护作用,使大块面积的基体组织暴露在表面,导致磨损加剧.
而加硼Cr20白口铸铁中的碳化物呈块状或短杆状且分布比较均匀, 当磨料划过材料表面时, 磨料遇到高硬度的碳化物阻挡,使磨粒对基体组织的切削或犁沟中断,甚至能使磨粒变钝,减缓了对基体组织的进一步切削. 由于碳化物分布比较均匀,磨粒对基体切削很短的距离就会遇到碳化物,而由于磨粒的硬度低于碳化物的硬度,所以磨粒不能对碳化物直接切削, 同时在磨损过程中,每个碳化物颗粒承受磨粒的冲击力比较小, 产生应力集中的程度也小,圆钝的块状或短杆状碳化物不容易发生疲劳裂纹,磨损破裂的概率也较小,减少了碳化物颗粒的疲劳磨损, 延长了基体金属再次受到磨粒切削的时间,进而提高了材料的耐磨性.
综合以上试验对比分析可知, 加硼Cr20白口铸铁的相对耐磨性为1.02,与标准Cr20白口铸铁相当, 试验材料的冲击韧性、硬度和碳化物量变化不大, 但材料中的Mo, Ni含量均减少了50%, B是强碳化物形成元素, 且价格低而稳定,因此,用适量的B替代高铬白口铸铁中的部分Mo, Ni降低生产成本的措施是完全可行的.
3 结论
1) 标准Cr20白口铸铁和加硼Cr20白口铸铁的铸态组织均由共晶碳化物M7C3+奥氏体+少量马氏体组成. 标准Cr20白口铸铁的碳化物呈网状存在,而加硼Cr20白口铸铁的碳化物呈短杆状或块状分布.
2) 在标准Cr20白口铸铁中加0.30%的B替代50%Mo和50%Ni后,试验材料的冲击韧性下降了0.5 J/cm2,硬度提高了4.6 HRC,碳化物体积分数提高了4.1%,耐磨性提高了2%. 用适量的硼替代高铬白口铸铁中的部分Mo, Ni降低生产成本是完全可行的.
[1] 王春景,邓宏运,陈自立.高铬铸铁生产及应用实例[M].北京:化学工业出版社,2011.
[2] 宋绪丁,刘海明,符寒光,等.硼含量对高硼铁基合金组织和性能的影响[J].铸造,2008,57(5).
[3] 袁亲松.Zr、Cr、Ni对高硼钢组织的影响[D].成都:西华大学,2009.
[4] 顾 建,张海滨,符寒光,等.硼含量对FeBC合金组织和性能的影响[J].铸造技术,2011,32(10).
[5] 杨程坤,朱丽娟,刘 越,等.Mo、Ni、Cu对高炉衬板用Cr26高铬铸铁铸态组织和性能的影响[J].铸造技术,2010,31(1).
[6] 曹海叶,辛啟斌,王琳琳,等.硼对Cr20白口铸铁组织和性能的影响[J].材料与冶金学报,2010,9(1).
[7] 孙志平,沈保罗,高升吉,等.高铬白口铸铁耐磨性和显微组织的关系[J].金属热处理,2005,30 (7).
[8] 符寒光,邢建东,雷永平.含硼白口铸铁的研究进展[J].铸造,2008,57(9).
[9] 曹海叶.硼对高铬白口铸铁组织和性能的影响[D].沈阳:东北大学,2010.
[10] 王春荣.硼系铁基耐磨铸造合金的组织与性能研究进展[J]. 热加工工艺,2013,42(12).
AddingBoronandReducingMolybdenumandNickelintheFeasibilityExperimentResearchofHighChromiumWhiteCastIron
ZHU Kai, ZHANG Yanling
(ShangqiuPolytechnic,Shangqiu476000,China)
In view of the high production cost of standard Cr20 white cast iron, the boron Cr20 white cast iron sample was cast with 0.30% B instead of 50%Mo and 50%Ni in the case that the other chemical compositions were basically unchanged. By means of hardness tester, impact testing machine, metallographic microscope, X-ray diffractometer and dynamic wear particle abrasion machine, the microstructure and properties of standard Cr20 white cast iron and boron doped Cr20 white cast iron were compared and analyzed. The results show that the cast structure of Cr20 white cast iron and standard Cr20 white cast iron is composed of eutectic carbide M7, C3+ austenite + a small amount of martensite. The carbides of boron doped Cr20 white cast iron are uniformly distributed in short rod or block, and the carbide of standard Cr20 white cast iron is meshed. Compared with standard Cr20 white cast iron, the impact toughness of boron doped Cr20 white cast iron decreased by 0.5 J/cm2, the hardness increased by 4.6 HRC, and the amount of carbide increased by 4.1%. The wear resistance has been increased by 2%. It is feasible to use partial boron instead of part of Mo in high chromium white cast iron to reduce production cost by Ni.
Cr20 white cast iron; boron; mechanical property; wear resistance
TG143.9
A
1671-8127(2017)05-0081-04
2017-06-21
朱 凯(1970- ),男,河南商丘人,商丘职业技术学院教授,主要从事金属材料与热处理研究。
[责任编辑梧桐雨]
