大型LNG 储罐螺柱焊工艺评定的选定分析
2022-01-17王由胜
王由胜
中海油石化工程有限公司 山东济南 250000
拉弧式螺柱焊属于螺柱焊接的方法之一,焊接时,螺柱先被提升一定高度,然后电弧在螺柱和工件表面间引燃并进行短暂的燃烧;待螺柱端面和母材熔化后,再通过螺柱夹持装置给螺柱一个下压力使之插入熔池,以确保螺柱和母材两者完全熔合。螺柱焊通常采用陶瓷环作为熔池保护,其作用主要是在焊缝周围形成一个燃烧室,通过对电弧和熔滴进行保护而使焊缝得到保护。
在LNG 储罐施工中,螺柱焊工艺评定采用的标准主要有NB/ T 47014、ASME Ⅸ和ISO 14555 三种。其中NB/ T 47014 是我国结合国内实际情况并参照ASME Ⅸ编制而成的适用于锅炉、压力容器和压力管道三类产品的统一焊接工艺评定标准;ASME Ⅸ是按照符合美国国家标准准则认可程序制定的,属美国国家标准,但其权威性和广泛性一直为世界各国所公认;ISO 14555 属于国际通用标准,也具有相当的权威性,应用广泛。焊接工艺评定的实施必须要清楚评定因素,对螺柱焊而言,其评定因素主要包括螺柱尺寸和形状、焊剂或电弧保护圈型号、焊接位置、电压、电流、提升高度和电弧时间等。以下将通过对比以上3 种规范,分析各因素在螺柱焊工艺评定中的异同点,并结合实际情况,选择出更适用LNG 储罐项目的工艺评定标准。
1 螺柱焊评定因素及有效范围对比
通过对比NB/ T 47014 中表6 和ASME Ⅸ中QW- 261 不难发现,两者对评定因素的要求基本相同,略有不同的是NB/ T 47014 对电流、电弧时间和提升高度的改变给出了更确切的范围,即电流改变超过±10%、电弧时间改变超过±0.1s、提升高度变化超过0.8mm均需要重新评定。这是因为NB/ T 47014 是参照ASMEⅨ编制的,只是为了更好地适应国内实际情况,增加了更严格的区分条件。由于NB/ T 47014 相较于ASMEⅨ对螺柱焊的要求更加严苛,所以不再对ASME Ⅸ进行分析,将着重分析NB/ T 47014 和ISO 14555 的异同点,具体见表1。
1.1 对母材的要求
NB/ T 47014 对母材的要求:底板(管)母材类别号与螺柱材料类别号的组合改变后,要重新进行焊接工艺评定。NB/ T 47014 中表1 明确了材料的划分原则,首先是类别号的划分,也就是通常所说的一类钢(低碳钢)、二类钢(低合金钢)、三类钢(铁素体不锈钢、马氏体不锈钢)和四类钢(奥氏体不锈钢、双相不锈钢)等;每一类别号下又细分为不同的组别号,所以说一个类别号可以覆盖很多钢牌号。比如,一类钢包含了20号钢、Q235 钢和16MnDR 钢等。而ISO 14555 主要明确了一条原则:某一组的一个钢种所进行的工艺试验,适用于该组中具有相同或更低屈服强度的钢种。由此可以看出,NB/ T 47014 和ISO 14555 对母材的要求在一定程度上还是有差别的。例如,同一种螺柱需要焊接在20 号钢和Q235 钢两种母材上,按照NB/ T 47014 的规定,20 号钢和Q235 钢两种母材随便选择一个即可;而按照ISO 14555 的规定,则必须选择20 号钢的母材,这是因为20 号钢的屈服强度比Q235 高。
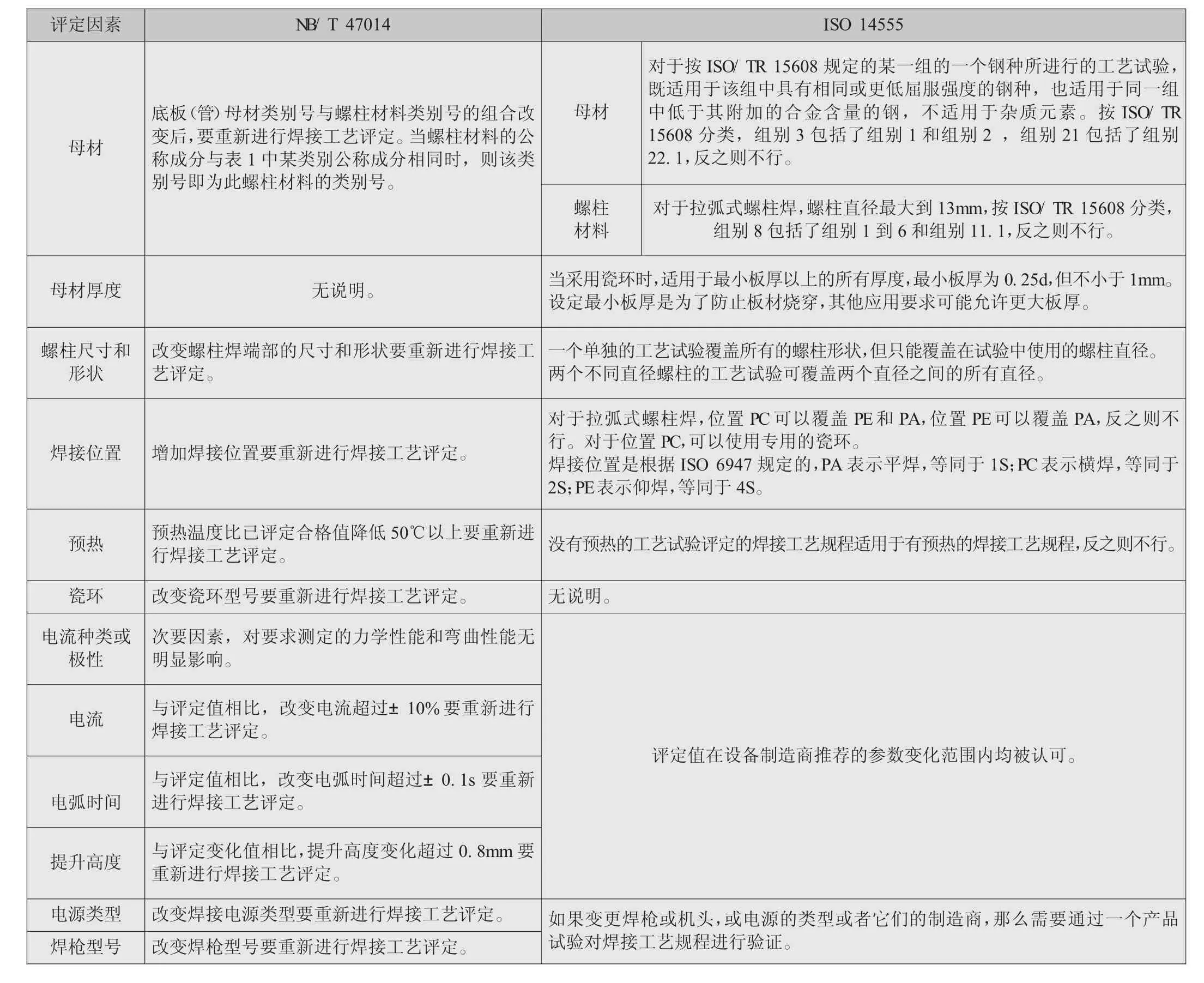
表1 NB/ T 47014 和ISO 14555 关于螺柱焊评定的异同点分析
对于母材厚度,NB/ T 47014 没有要求,也就是默认为已批准的工艺评定适用于所有的母材厚度;ISO 14555 则更严谨一些,列出了最小母材厚度。
在大型LNG 储罐领域,由于螺柱和母材的种类都比较单一,且最薄板为5mm,所以在母材的适用原则上,NB/ T 47014 和ISO 14555 都是可以遵循的。
1.2 对螺柱尺寸的要求
通过表1 可以看出,NB/ T 47014 对螺柱尺寸的要求比较直接:改变螺柱焊端部的尺寸和形状就要重新进行焊接工艺评定。而ISO 14555 对螺柱尺寸的要求界定了一个范围:两个不同直径螺柱的工艺试验可覆盖两个直径之间的所有直径。
当螺柱直径发生变化时,焊接时的相关参数肯定也会有相应的变化,所以NB/ T 47014 对螺柱尺寸的要求比较严谨一些,这无可厚非。但为了减少工艺评定的数量,应该参考ISO 14555 界定一个固定的螺柱直径范围值。
1.3 对其他电特性的要求
对螺柱焊其他电特性的要求,由表1 可以看出,NB/ T 47014 给出了一些数值变化范围的要求,所以相对于ISO 14555 更加严格,也更加适用于实际操作。
2 工艺评定试验项目及合格标准
NB/ T 47014 和ISO 14555 对螺柱焊工艺评定项目和合格标准的分析见表2。由表可以看出,NB/ T 47014 给出了统一的螺柱焊评定试验和合格标准,且合格标准比ISO 14555 更严格,对实际焊接质量更易把控。
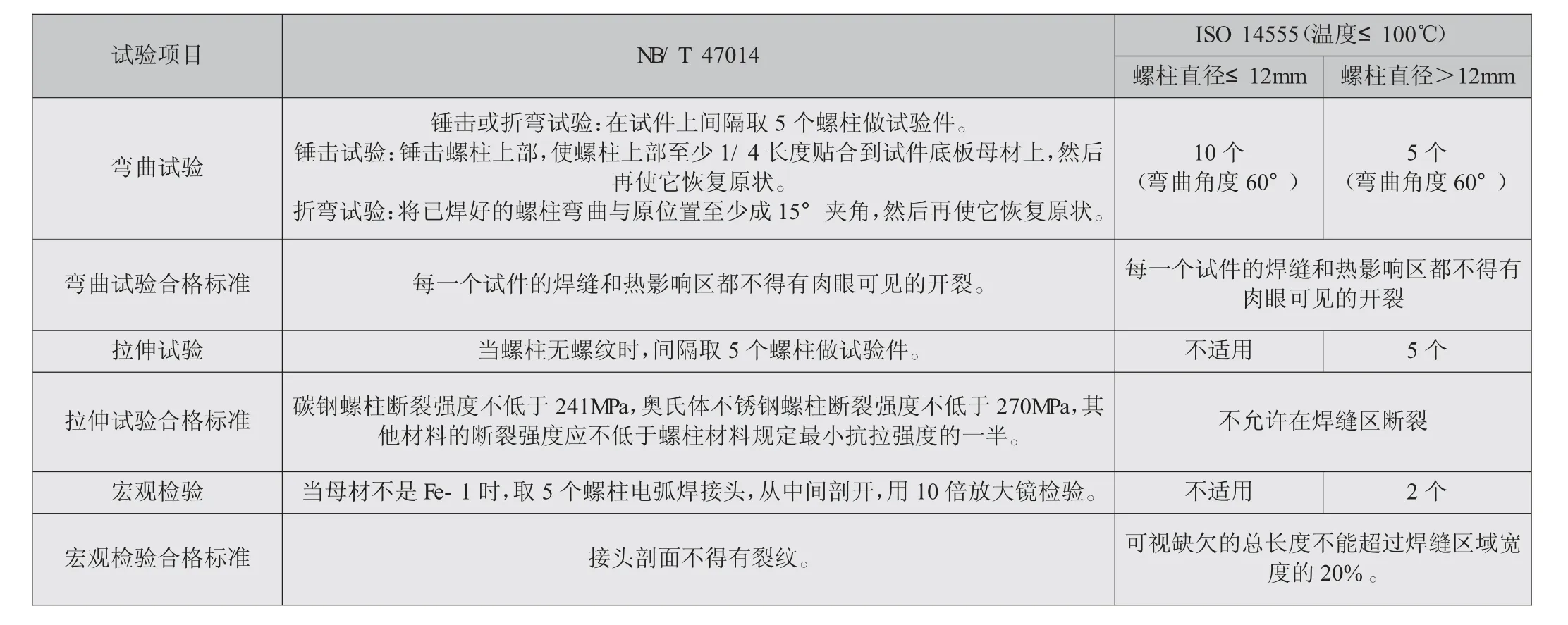
表2 NB/ T 47014 和ISO 14555 关于螺柱焊试验项目及合格标准的异同点分析
3 结语
通过NB/ T 47014 和ISO 14555 关于螺柱焊评定因素、有效范围、评定试验项目及合格标准等几个方面的对比,可以看出,在大型LNG 储罐领域,NB/ T 47014 完全可以用于指导螺柱焊工艺评定的实施。但NB/ T 47014 也有需要不断完善的地方,具体可借鉴ISO 14555 的以下几个方面:
(1)对母材厚度的适用范围应增加最小厚度;
(2)改变螺柱直径的评定原则,界定一个固定的螺柱直径的范围值,减少评定数量,节省成本。
综合考虑,建议选择NB/ T 47014 作为大型LNG储罐螺柱焊工艺评定的执行标准,这也符合国产化、中国制造的大趋势。
