某大型压水堆不锈钢螺柱焊的质量影响因素及质量控制措施
2012-03-12董永志王刚
董永志 王刚
(山东核电设备制造有限公司,山东 海阳 265118)
某大型压水堆结构模块主要分布在核岛及辅助厂房区域,结构模块的功能主要是在核岛及辅助厂房形成一定的独立区域,作为结构墙体和结构楼板以及楼梯与其他辅助结构。我公司制作的CA类结构模块共24个,处于反应堆安全壳(CV)外部的CA20模块构成乏燃料水池(SFP)、燃料运输通道(FTC)、翻转池(CLP)和清洗池(CWP);处于反应堆安全壳内部的CA01部分子模块、CA02、CA03构成换料水储存箱(IRWST),上述区域的衬板均采用双相不锈钢钢板构成,模块墙体之间通过型材进行刚性连接,双相钢钢板与混凝土通过不锈钢螺柱进行锚固。不锈钢螺柱的焊接采用电弧螺柱焊技术,这种焊接方法具有极高的效率和可靠的焊接质量,经过生产实际的不断反馈与经验积累,我们总结出了不锈钢螺柱与双相不锈钢焊接的质量影响因素及有效的控制措施。
1 电弧螺柱焊基本原理
电弧螺柱焊是在螺柱与工件间通过直流大电流,焊枪的提升机构使螺柱上升,并借助引弧剂的作用下引弧,使螺柱端面和相应的工件表面被加热到熔化状态形成熔池,当提升机构释放时,给螺柱一个压力使螺柱侵入到熔池中,在瓷环保护下使两者融合形成焊缝。
2 影响电弧螺柱焊质量的因素
2.1 焊接参数的因素
电弧螺柱焊相比其他焊接方法,对人的操作要求较低,这也使得焊接参数显得格外重要,一套成熟的焊接参数直接决定螺柱接头的质量。电弧螺柱焊焊接参数包括焊接电流、焊接电压、焊接时间、螺柱提升高度及插入深度。由于电弧电压取决于电弧长度,即螺柱提升距工件的距离,因此焊枪提升高度固定后,电弧电压基本不变。
2.2 设备的性能
焊机的性能,尤其是焊枪机械部分的性能是影响螺柱焊质量的一个主要因素。如果主压力弹簧不能复位或弹簧导轨损坏使焊枪下降速度过慢,就会产生冷焊或者缩颈;如果液压缓冲器损坏,焊枪下降速度过快,飞溅比较大,同时可能造成螺柱与工件熔合不好的情况,因此焊接设备必须定期送检,出现任何异常现象必须及时送修,避免出现焊枪磨损带来的参数误差。
2.3 操作的因素
虽然电弧螺柱焊对人的要求较低,但螺柱必须垂直工件表面,如果螺柱插入熔池的瞬间是倾斜的,就可能使一侧未焊透,另一侧液态金属被挤飞,从而降低焊接接头强度,这是造成螺柱焊产品不合格的一个重要因素,因此在产品焊接时,增加焊枪垂直装置保证螺柱与工件垂直,可以减少人为因素的影响。
2.4 瓷环及接头清理程度
如果瓷环受潮或焊接接头处的水、油及锈迹清理不干净,将会产生气孔等缺陷。同时,瓷环有利于电弧热量集中于焊接区域,稳定电弧燃烧,防止空气进入焊接区域减少对金属元素的氧化。
3 不锈钢螺柱焊质量控制措施
3.1 生产前试验
在每一班开始焊接产品螺柱前,每一名螺柱焊接操作工需进行螺柱焊试验,试验在非正式产品母材上进行,选用的试件材质同产品母材材质相同,且试件厚度的改变不得超过产品母材厚度的±25%,焊接位置与焊接参数与产品焊接参数相同。每次生产前试验应连续焊接10个螺柱,每个螺柱应弯曲至大约30°,焊缝区域不得出现任何裂纹,任意一个螺柱不合格,需要重新焊接10个螺柱,直到10个螺柱全部合格为止,弯曲的过程中,有任一螺柱断裂在焊缝或母材上,上游技术部门及质量部门对其进行评估。
3.2 产品螺柱焊焊接
每名螺柱焊操作工在开始焊接正式产品时,对其开始焊接前10个螺柱进行目视检查,如果其中有1个不合格,则应对其后续的10个螺柱全部进行目视检查,并对不合格螺柱进行返修,同时对该名螺柱焊操作工重新进行技能培训。
3.3 目视检查及弯曲试验
对焊后的所有螺柱进行目视检查,若发现任一螺柱没有完整的360°飞边,需要采用手工电弧焊对其进行修补,并对修补的螺柱进行偏离约15°的弯曲试验。除目视检查外,随机抽取螺柱进行30°弯曲试验,若有不合格螺柱,增大抽检比例。
3.4 熔化值测量
在螺柱焊接过程中,必须熔化一定数量的螺柱长度以获得较好质量的焊缝,并形成焊缝金属环或者焊接的螺柱底部周围的飞边,长度的减少或焊接中发生的熔化值是焊缝质量的可靠指标,并可用来作为工艺控制指标。在一张钢板上随机选择大约15%的螺柱进行熔化值的检查,如果多余5%的螺柱的熔化值等于或小于规定的熔化值,则应对100%的螺柱进行检查;如果有10%的螺柱熔化值等于小于规定的熔化值,则由技术部门与质量部门进行评估处理。
3.4.1 确定熔化值
熔化值通过新螺柱的长度减去螺柱的剩余长度获得,螺柱的长度是新螺柱尺寸测量的平均值。产品的最小的熔化值是根据焊接工艺评定试样的熔化值确定。焊后最大长度等于螺柱的长度减去产品最小熔化值。
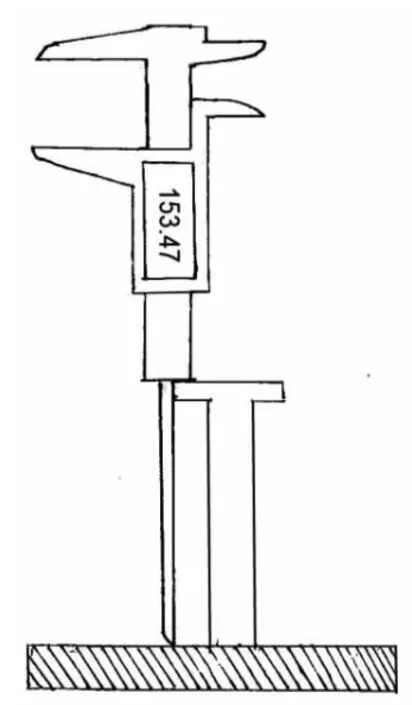
图1
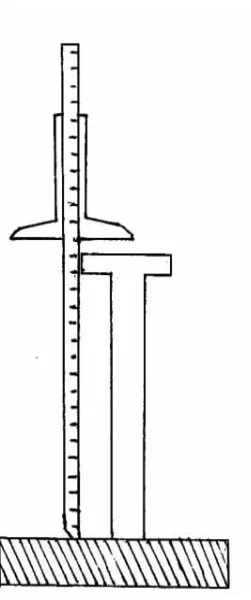
图2

图3
3.4.2 熔化值实际测量法
最准确的方法是使用量具比如卡尺测量熔化值。图1给出了该方法的演示。如果测量的数值等于或者小于焊后最大长度,则已经获得了足够的熔化率。如果尺寸大于焊后最大长度,则该螺柱视为可疑螺柱。
3.4.3 过——不过测量法
作为一个快捷的排除法,可以使用固定尺寸量具。将该量具预设定到焊后最大长度尺寸。如果在该量具和螺柱的顶端之间存在间隙,如图2所示,则已经获得足够的熔化值。如果将量具放置到螺柱的顶端,而量具与钢板表面之间存在间隙,如图3所示,则没有获得足够的熔化值。
结语
电弧螺柱焊效率高,同时改善了劳动条件。不锈钢螺柱与双相不锈钢焊接的质量影响因素主要包括焊接参数设置、焊机性能、操作因素等的影响。熔化值可以作为衡量焊缝质量的一个工艺控制指标。经过严格的产品过程控制,可以有效的保证不锈钢螺柱焊的质量。
[1]ANSI/AWS D1.6-1999 Structural Welding Code-Stainless Steel.
[2]2010 ASME Boiler&Pressure Vessel Code, 2011a Addenda,Section Ⅸ,Welding and Brazing Qualifications.
[3]郭振亮.大直径螺柱焊焊接工艺[J].工艺与应用.1998(2).
[4]池强,张建勋等.拉弧式电弧螺柱焊质量影响因素[J].电焊机.2005.04第35卷第4期.
[5]中国机械工程学会焊接学会.焊接手册[M].机械工业出版社.2001.
