河南某冶炼铜渣浮选回收铜的实验研究
2022-01-17任朋田应忠郭鑫
任朋,田应忠,郭鑫
(中铝郑州有色金属研究院有限公司,河南 郑州 450041)
我国铜矿资源丰富,且具有共伴生矿多、品位低的特点。随着铜矿资源的开采利用,其开采品位已低至0.2%~0.3%[1-2]。2019年我国精炼铜978.4万t,研究表明生产1t铜约产生2~3 t的铜渣,我国每年铜渣产量在2000万t以上[3]。铜渣中残余铜含量在大多在0.5%,因此,对铜渣的分选利用具有很高的经济利用价值。
目前对铜渣的处理火法贫化、湿法提取以及浮选法等[4]。火法贫化是采用贫化炉使渣中铜转入铜锍中,从而降低渣的铜品位而达到回收铜的目的。湿法浸出可以综合回收渣中的铜、钴、镍等有价金属元素,但浸出药剂对设备腐蚀严重,过程中会产生大量废水需处理[5],因此浮选法还是目前较为理想的回收铜渣中有价金属的方法。本文针对河南某冶炼厂铜渣进行磨矿和浮选实验,提出适合的药剂制度和工艺流程,实现铜渣中铜资源的有效回收。
1 铜渣性质分析
对铜渣试样进行了化学多元素分析和物相分析,其化验结果见表1、2。

表1 铜渣化学多元素分析/%Table 1 Chemical multi-element analysis of copper slag
由表1可知,铜渣试样中铜含量为4.78%,铁含量为37.58%,锌含量为1.97%,有价金属含量较高。
由表2可知,铜渣中铜主要以硫化铜形式存在,占有率为71.76%,其次为金属铜,占有率为23.01%,这两部分铜占总铜的94.77%。

表2 铜物相分析Table 2 Phase analysis of copper
2 实验设备及药剂
本研究所用实验设备及药剂见表3。
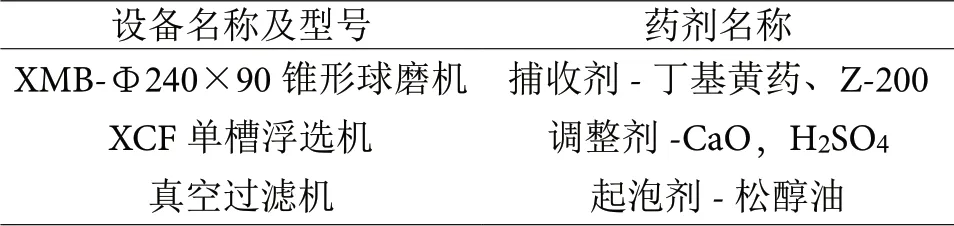
表3 设备及药剂Table 3 Equipment and agents
3 实验结果与讨论
3.1 磨矿细度实验
实验选择丁基黄药为捕收剂,用量为60 g/t;松醇油为起泡剂,粗选用量为30 g/t,扫选用量为15 g/t;矿浆浓度为40%,粗选pH值为7,采用一粗一扫的工艺流程进行磨矿细度实验,实验结果见图1。
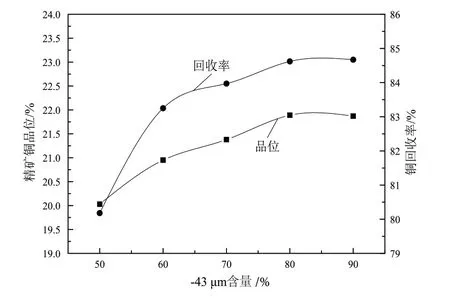
图1 磨矿细度对浮选指标的影响Fig.1 Effect of grinding fineness on the separation of flotation
由图1可以看出,随着磨矿细度的增加,铜精矿的品位和回收率随之增加;当磨矿细度达到-43 μm 80%时,精矿铜品位为21.89%,回收率达到84.62%。随着磨矿细度继续增加,铜精矿品位略有降低,铜回收率保持不变。这是由于磨矿过细造成矿石泥化,降低了捕收剂的选择性捕获能力,使得铜精矿品位降低。因此,选择磨矿细度为-43 μm 80%。
3.2 矿浆pH值实验
实验确定丁基黄药为捕收剂,用量为60 g/t;松醇油为起泡剂,粗选用量为30 g/t,扫选用量为15 g/t;矿浆浓度为40%,磨矿细度-43 μm 80%,采用一粗一扫的工艺流程进行矿浆pH实验,实验结果见图2。
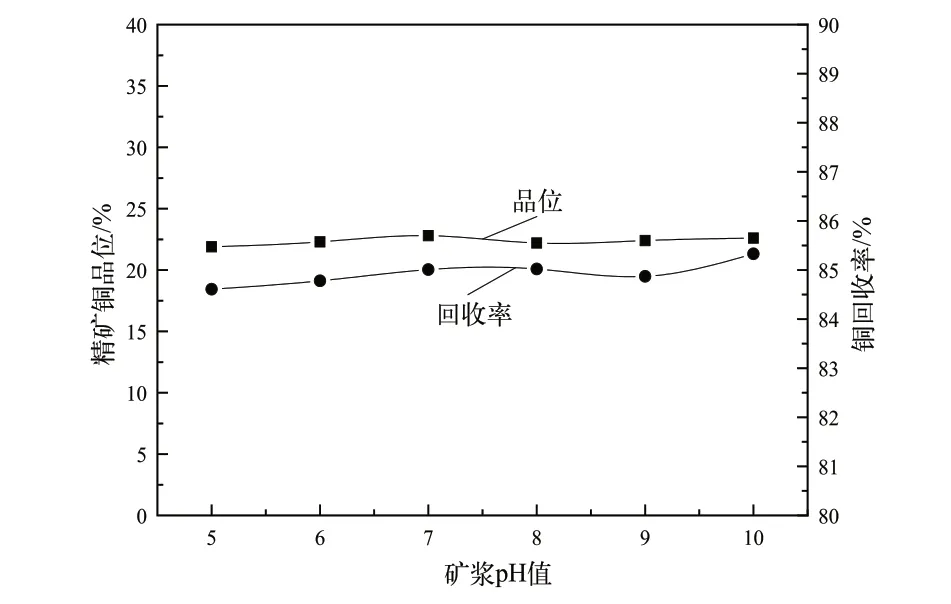
图2 pH值对浮选指标的影响Fig.2 Effect of pulp pH value on the separation of flotation
由图2可以看出,矿浆pH值对铜渣浮选指标并无太大影响。因此,浮选实验可在自然pH值(pH≈7)下进行,无需添加pH值调整剂。
3.3 捕收剂用量实验
实验确定磨矿细度-43 μm 80%;松醇油为起泡剂,粗选用量为30 g/t,扫选用量为15 g/t;矿浆浓度为40%;采用一粗一扫的工艺流程进行捕收剂用量实验,结果见图3。
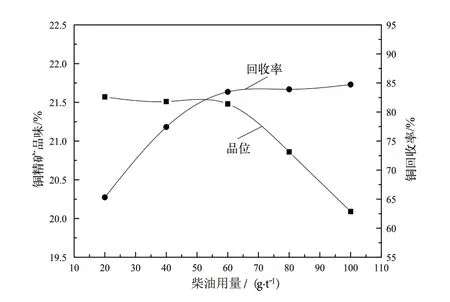
图3 捕收剂用量对浮选指标的影响Fig .3 Effect of collector dosage on the separation of flotation
由图3可以看出,当捕收剂用量由20 g/t增加至60 g/t时,精矿铜品位基本不变,回收率明显提高。当捕收剂用量由60 g/t继续增加至100 g/t时,精矿铜品位开始降低,回收率无明显增加。综合考虑到精矿铜的品位和回收率,捕收剂使用量为60 g/t,此时精矿铜品位为21.48%,回收率为83.47%。
3.4 扫选实验
为考查扫选次数对浮选指标的影响,分别进行一粗一扫、一粗两扫、一粗三扫实验。实验结果见表4。
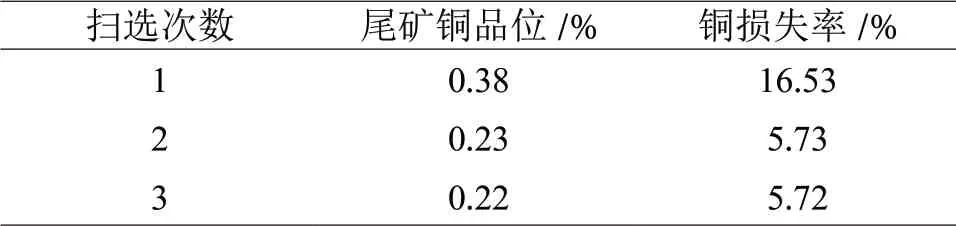
表4 扫选次数对浮选指标的影响Table 4 Effect of sweep times on flotation index
由表4结果可知,一次扫选条件下,铜损失率为16.53%,损失率较高;经过二次扫选,铜损失率降低到5.73%,有效降低了铜损失率;经过三次扫选,尾矿铜品位及损失率基本不变,因此采用一粗两扫的浮选工艺。
3.5 闭路实验
对该铜渣进行闭路实验以考察中矿返回对浮选指标的影响。具体实验流程及药剂制度见图4,实验结果见表5。
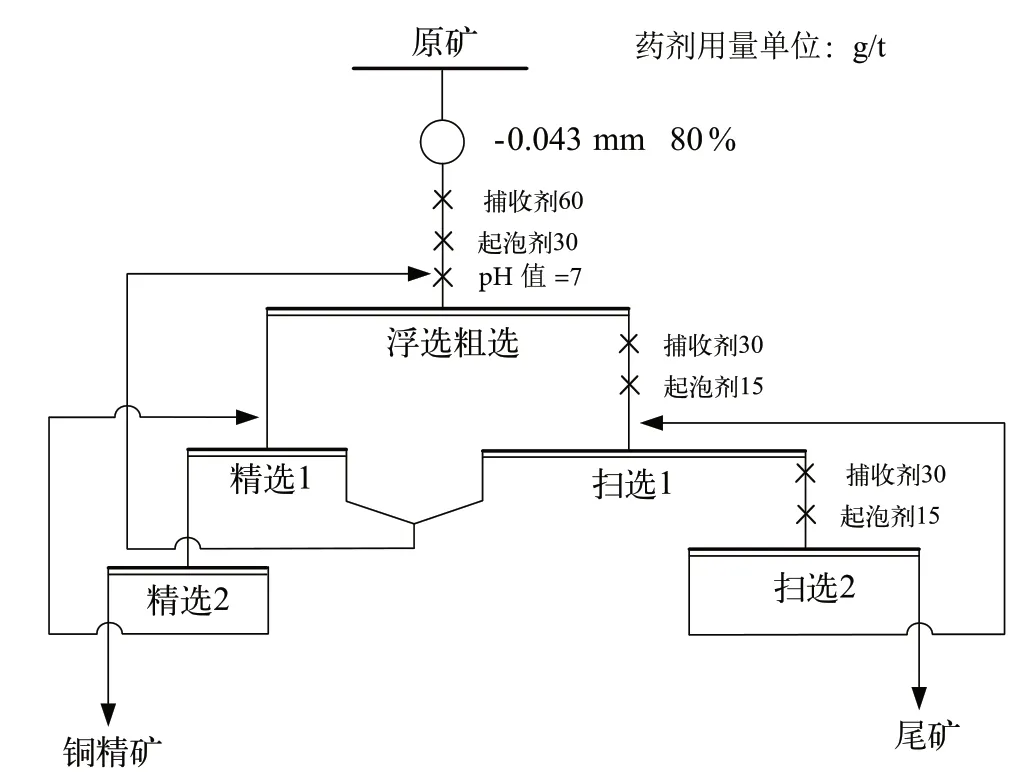
图4 铜渣浮选闭路实验流程Fig .4 Closed-circuit test procedure of copper slag flotation
由表5可以看出,铜渣经闭路浮选实验后,最终获得精矿铜品位为24.94%,回收率为95.52%,尾矿中铜品位为0.23%,铜损失率为4.48%。
4 结论
(1)该铜渣中铜含量为4.78%,是主要的有价回收元素。铜主要以硫化铜形式存在,占有率为71.76%;金属铜占有率为23.01%
(2)通过磨矿细度、矿浆pH值、捕收剂用量等条件实验,确定了磨矿条件和药剂制度,进行了“一粗两精两扫”的闭路实验,获得精矿铜品位为24.94%,回收率为95.52%的浮选指标,实现了铜渣中铜资源的有效回收。