阿特拉斯空压机组远程自动控制功能系统安全性提升的实现
2022-01-14牟万勤
牟万勤
(甘肃酒钢集团宏兴钢铁股份有限公司,甘肃 嘉峪关 735100)
1 系统介绍
酒钢七空压站各有三套阿特拉斯空压机作为公辅系统为各工序提供压缩空气,机组的可靠性较高。用户通过控制器上的液晶面板,可以监视空压机的各项运行参数,并完成启动、停机、加载、卸载等操作。阿特拉斯空压组控制系统网络如图1 所示。
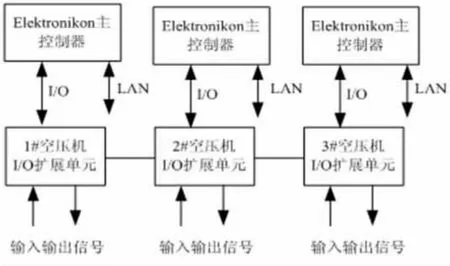
图1 阿特拉斯空压组控制系统网络
监控系统网络由Elektronikon 智能控制器、连接电缆组成。
2 改造方案的确定与问题解决方法
2.1 问题的提出
七空压站最初设计时由于前期设计与沟通问题,导致空压机控制没有纳入到PLC 控制系统里,用户只能通过控制器上的液晶面板来监视空压机的各项重要参数,并通过现场机旁对空压机进行启动、停机、加载、卸载等操作。在人员进行优化后,岗位人员缺少,增加了运行人员的工作量,空压机机组运行的安全性也得不到保障。以上原因的客观存在,使得空压机独立运行,无法进行远程上位机的监控操作,更无法根据压缩空气总管压力完成自动启停、加卸、载过程,从而大大降低了工厂的自动化水平,劳动生产率很低。
2.2 问题的分析及解决思路
要想实现空压机远程集中监视与控制,如果通过重新敷设电缆将空压机各参数接入PLC 系统,工期长且成本较高。经过分析研究认为,空压机的运行参数可以考虑采用已有的CAN 接口进行联网后,经协议转换器Combox-S 输出端RS 485 接口接入PLC,AB 系列PLC 也提供相应接口模板支持,技术比较成熟;而空压机及附属设备的控制通过干接点接入PLC 来完成,这样的结构配置可以将现场的所有数据先全部送入PLC 系统,最后通过PLC 处理器集中进行采集,最终实现远距离、多套监控系统监控。但是AB 系列PLC 的接口模板价格昂贵,其参数配置复杂,运行维护不便。
最后经过技术咨询和论证,认为直接采用施耐德公司以太网网关Link150 和阿特拉斯协议转换器Combox-S 将RS 485 转换为以太网通讯,最终将空压机运行参数送入上位机,空压机的控制和附属设备控制则通过PLC 控制系统和上位机来实现。此方案比第一种方案更适应于现场的检修维护,避免了因控制系统故障造成空压机运行参数无法监视问题。
空压机智能控制器自带CAN 接口,所有和第三方设备进行通讯的工作,均由支持CAN 总线的网关完成。我们将1~3 号空压机依次并接后,3 号控制器出线接入网关,这样3 台控制器和网关组成了一个CAN 总线网络。如果将来还有扩展,那么扩展的控制器可以继续往这条总线上接。网关上CAN 接口还可作为管理口,对总线上各设备的通讯参数进行设定,包括波特率、数据位、停止位、校验方式等。作为通讯媒介,CAN 总线和第三方设备进行通讯,通讯协议为Modbus,必须选择阿特拉斯提供Combox-S 模块,架起通讯桥梁。
以太网网关Link 150 是一种可在以太网(Modbus TCP/IP)和Modbus 串行线路设备之间提供连接,从而使Modbus TCP/IP 客户端能够访问串行从站设备信息的设备,它还允许串行主站设备访问来自于以太网网络上所分布的从站设备的信息。现场通讯方式由RS 485 转换为以太网后,与AB 系列ControlLogix 5000 PLC 控制系统通讯一起接入交换机,最终可实现远距离、多套监控系统监控。改造后系统网络如图2 所示。

图2 改造后监控系统网络
这样的结构配置可以将现场空压机的所有运行数据先通过RS 485 采集后,由Link 150 转换后全部送入交换机系统,交换机系统将来自PLC 控制系统的数据和Link 150 数据,通过光纤进行远距离传输,最终实现了多台监控系统同时监视与控制。
3 硬件设计与软件编程
3.1 PLC 硬件选型
在控制系统选型时考虑到由于厂区多数控制系统为罗克韦尔公司ControlLogix 系列PLC,在配件储存和维护方面有很大的便利性,控制器具有极强的网络功能,通过强大的网关作用的背板可以连接AB 控制器的所有网络;其尺寸小巧,可带电热插板模块,结合现场环境与维护最终确定选择Control-Logix 5000 1756 系列PLC。硬件选型列表见表1。

表1 硬件选型
3.2 PLC 控制程序编程
七空压站主要控制设备有空压机、水泵、电动阀门、干燥器以及模拟量监测,所有编程使用梯形图和功能块图实现逻辑控制,编程后以上设备都实现自动化控制,压缩空气总管压力调节完成自动启停、加卸、载过程。
4 Link150 与ComBox-S 网络配置
4.1 Link 150 网络配置
在IE 浏览器输入IP 地址进入Link 150 设置页面,对Link 150 进行IP 地址分配,选择分配IPv 4参数集的模式,用IPv 4 或BOOTP 自动获取DHCP参数,其地址与罗克韦尔ControlLogix 5000 PLC 处理器地址必须在同一网段。
在对各空压机设备地址分配时,必须考虑阿特拉斯空压机智能控制器Elektronikon 分配的节点地址保持一致,否则通讯连接时无法正常通讯,配置如图3 所示。

图3 节点地址分配
串行端口配置,原有的阿特拉斯控制器配置波特率19200 bps 修改为9600 bps,通讯稳定性得到提升,以前由于在Combox-S 模块在通讯速率设置过高,造成现场通讯闪断,配置如图4 所示。

图4 通讯速率设置
4.2 ComBox-S 模块配置
由于ComBox-S 模块的参数设置需要厂家专用的应用软件,在采购ComBox-S 模块时已经与厂家沟通,对其相关配置进行下载安装。
5 监控系统IFIX 的组态
上位监控系统IFIX 的组态包括了MBE 通讯协议配置、数据库配置、系统测试等。安装Modicon Modbus I/O Server 通讯协议软件,在IFIX 工作台中添加MBE 通讯协议配置,并进行相关组态与配置。在MBE 组态界面中填写IP 地址(Link 150 网关中设定IP)以及其它参数如图5 所示。

图5 Link 150 网关设置
最后增加IFIX 数据库,在MBE 驱动软件中对各个监控量的地址通道进行一一对应配置,原始地址需要向厂家咨询获取,之后在上位监控画面数据显示、设备操控正常。
6 结束语
由于此次前期改造调试工作在本地进行,在对以太网网关Link 150 与监控系统连接是没有通过交换机,导致Link 150 数据始终无法正常通讯,最后将交换机接入控制网络后通讯恢复正常。
系统通讯方式经过改造后,完整地实现了Rockwell PLC 和Link 150 协议转换器和空压机智能控制器之间的数据交换与控制,通讯稳定可靠。对空压机的控制功能进一步更改与完善,最终实现了空压机系统数据远程监控及控制,另外系统增加了报警功能,如果空压机组出现异常,可以及时发出警报,提醒操作人员进行处理,机组控制的安全性进一步提升。该系统改造方式在空压机参数上传方面绕过了PLC 系统,简化了系统设备,既节约成本,又降低了系统潜在的故障率。
该项目成功实施,实现了空压机的远程监控操作,提高了系统的自动化水平,在类似的采用单台或多台阿特拉斯空压机系统上可以推广使用,经济效益和社会效益非常明显,也为其他的Modbus 通讯提供了范例。
