3D打印混凝土工作性及可建造性测试与评价方法
2022-01-12杨钱荣赵宗志刘巧玲李晶
杨钱荣 赵宗志 刘巧玲 李晶
(1 同济大学 材料科学与工程学院,上海 201804;2 同济大学 机械与能源工程学院,上海 201804)
0 前言
3D打印建筑技术是近年来兴起的一种智能化建造技术,与一般的3D打印技术不同,3D打印建筑技术使用的打印材料为水泥基材料,不需要加热或熔融,经泵送、挤出后就可逐层堆叠形成实体构件或建筑物[1-2]。与传统的施工建造方式相比,3D打印建筑技术不需要支撑模板,可快速打印建筑物,缩短施工时间,并大幅降低建筑工人的工作量和施工成本;由于自动化和智能化程度较高,可根据设定的工作指令精确打印建筑物,还可降低材料的损耗和建筑废弃物的排放[3-5]。
由于3D打印混凝土技术不同于传统的混凝土施工建造方式,对打印混凝土的性能提出了更高要求[6],如打印混凝土几乎没有坍落度但仍具有可泵性,此外,3D打印混凝土的材料组分和工作性能也发生了巨大变化[7],这必然要求制定相应的性能测试和表征方法。然而,目前用于测试和表征普通建筑材料工作性能的方法,如表征建筑砂浆和混凝土工作性能的坍落度、扩展度、流动度、分层度、可泵性等,并不适用于表征3D打印建筑材料的工作性能[8]。
对于3D打印混凝土的工作性和可建造性,目前国内外没有明确的定义。作者认为3D打印混凝土的工作性指3D打印混凝土在固定的泵送驱动力下,通过打印挤出装置能够被连续均匀挤出的能力。这不仅要求打印混凝土具有良好的可挤出性,还要求挤出打印条的宽度、厚度均匀且连续。具体地,可以从挤出性能、可操作时间、出料连续性等方面对3D打印混凝土的工作性进行表征。3D打印混凝土的可建造性指打印条挤出后具有良好的稳定性,不产生明显变形和滑移,且能够产生足够的强度以支撑粘结在其上的打印层不变形、不坍塌,层与层之间形成良好衔接的能力。具体地,可以从打印混凝土的塑性变形性能(打印一致性)、堆积性能以及层间的衔接性能等方面对3D打印混凝土的可建造性能进行表征。
本文在参考国内外关于3D打印混凝土工作性和可建造性测试与评价方法的基础上,结合3D打印混凝土的实践经验,提出关于3D打印混凝土的工作性能、可建造性能以及流变性能的测试与评价方法,以期为3D打印混凝土的制备和性能评价提供参考。
1 国内外关于3D打印混凝土工作性和可建造性的测试方法
英国拉夫堡大学的T.T.Le等[2]研究认为可挤出性与可建造性是新拌3D打印建筑材料最重要的性能,而打印材料的施工性能与可操作时间与其密切相关。在该研究中,采用打印机打印宽度为9mm、长度为300mm且总长为4500mm的线条,以发生堵塞或断裂与否来表征3D打印混凝土的可挤出性,可建造性是基于可挤出性试验,以打印堆积的层高来衡量。
美国南加州大学的Ali Kazemian等[8-9]提出了以打印质量、形状稳定性、可打印时间等来定性表征新拌打印材料的工作性能,其中,打印质量包括打印层表面质量(表面完整、没有开裂、无缺陷等)、打印层的一致性与尺寸连续性;打印材料的形状稳定性检测主要通过打印层沉降测试和圆柱稳定性测试这两种不同的测试方法来表征;可打印时间指在考虑工作性能随时间延续,打印材料仍能从喷头挤出的时间范围,以可打印性极限时间与堵塞发生时间来表征。
Arnaud Perrot等[10]模拟了3D打印建造过程中在逐层叠加打印层的垂直应力作用下第一层打印层发生的塑性变形过程,试验中将模拟第一层打印层的高35mm、直径60mm的圆柱体试样置于两个平行板之间,在其上每隔一定时间(模拟建造速率)增加1.5N的载荷,记录打印材料发生的位移和应力随时间的变化,以试样表面产生的裂纹和上板发生的位移作为试样的塑性变形指标。结果表明,第一层打印层的塑性变形与材料的屈服应力有关,打印建造过程中后续打印层产生的垂直应力应不超过底层的极限应力。
由于3D打印建筑不需要模板支撑,因此传统的混凝土材料不可直接用于3D打印建筑施工,为了保证打印层的变形程度在合理范围内,经挤出后的打印层应具有合适的强度支撑后续打印层,所以,打印材料的触变性对打印材料的可建造性能至关重要[7]。李宗津等[11]对基于挤出法施工的纤维增强水泥基材料的研究表明,挤出过程能否顺利进行不仅与挤出装置有关,更主要的是取决于纤维增强半固态水泥砂浆的流变性能,而用于大流动性的新拌水泥基材料的传统流变性测试方法并不适用于以挤出法施工具有高粘度的半固态水泥净浆或砂浆[12]。通常用以评价混凝土工作性能的坍落度法和维勃稠度法,测试范围较为单一,得到的数据难以具体描述3D打印混凝土的特性[13]。
3D打印混凝土的制备是实现3D打印建造过程的关键技术之一[14],3D打印混凝土性能的优劣决定着整个建造技术的成败,而建立起相应的表征方法和评价体系是3D打印建筑技术应用与发展的工作基础。
2 3D打印混凝土工作性和可建造性测试与评价方法探讨
3D打印混凝土工作性和可建造性的测试方法应简单可靠,能有效地模拟或准确反映出打印材料的实际工作性能。基于对3D打印混凝土工作性能的研究,本文提出以下关于3D打印混凝土工作性能、可建造性能及流变性能的测试方法。
2.1 挤出性能
3D打印混凝土必须具有良好的泵送挤出性能,挤出性能是实现打印堆积过程的前提。3D打印建筑材料挤出性能的测试方法可参照专利“3D打印建筑砂浆工作性测试装置及应用”[15]。测试装置的注射筒端部示意图如图1,为开口倒圆锥体,注射口直径为d1,挤出筒内径为d2,注射筒体长度为L,其中d1为5mm,d2为45mm,L为180mm。测试时,将该挤出装置内壁用丙酮等溶液清洗干净并干燥,用小刮刀将拌好的3D打印混凝土填入挤出筒内,将推杆对齐挤出筒的0刻度线,并垂直扶正,在推杆上加5000g的铁块,采用秒表记时,记录此过程中推杆下降高度h所用的时间t(s),即为挤出时间。

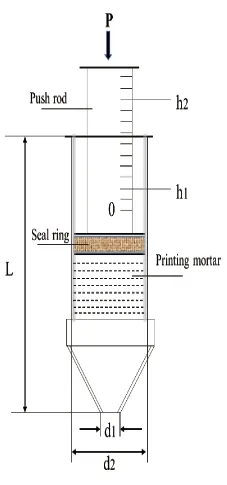
图1 挤出性能测试装置端部示意图Fig.1 Schematic diagram of the end of extrudability test device
实践发现,这种方法对于评价屈服应力较小,且易于挤出的3D打印建筑材料的挤出性能是合适的,但对于屈服应力较大、需要经机械外力搅拌才能泵送挤出的打印材料来说,不能有效评价实际挤出性能的好坏。因此,为了更真实有效地模拟打印材料泵送挤出的状况,在此基础上进行了优化,使用输送泵作为挤出动力装置,挤出性能测试装置由挤出装置、输料管、支架和输送泵组成。测试前,先将输送泵料斗及输料管道通水润湿1min,待水从管道中完全排尽后,将搅拌好的打印建筑材料装入泵送料斗中,启动搅拌泵,通过调节泵送机转速控制泵送压力(输送泵转速固定为80r/min),待打印材料从挤出装置端部被挤出后,用秒表记时90s,记录此过程中挤出材料的净重m,精确至1g,用以表征打印材料的挤出性能,即打印材料挤出性能的好坏与单位时间内挤出的材料的质量相关。
2.2 可操作时间
3D打印混凝土的可操作时间指打印材料的可泵性、工作性能以及可建造性能满足打印堆积的性能要求所能持续的最长时间[16]。尽管凝结时间的测试在实践中方便、快捷,但却不能有效表征3D打印混凝土的实际可操作时间,这是由于在实践中,当打印材料处于初凝状态时往往不能被挤出,甚至未到初凝时打印材料就无法被挤出。因此,打印材料的可操作时间应以打印材料的挤出状态来表征,根据作者实践经验,一般当打印材料单位时间内的挤出质量小于新拌打印材料初始挤出质量的50%时,打印材料即达到最大可操作时间,超过该时间继续泵送挤出打印材料则易发生堵管风险。
2.3 出料连续性
3D打印混凝土的出料连续性是实现打印堆积过程的关键。出料连续性指打印过程中,打印材料经泵送挤出后可持续、稳定挤出,打印条不间断。测试时,可以固定打印机的泵送出料速度、输料管内径与长度以及打印喷头内径,在保证打印材料稳定供应的前提下,以3D打印混凝土经泵送能够连续挤出的最大长度(精确到1cm)来表征出料连续性。
2.4 打印尺寸一致性
3D打印混凝土打印尺寸一致性指3D打印混凝土以同一泵送出料速度、同一打印速度进行打印时,连续打印条的宽度变化。当同一配比材料的打印条沿构件长度方向的宽度变化过大时,说明打印条的打印尺寸不一致,如图2所示,这不仅影响打印墙体的外观质量,甚至影响打印结构的稳定性。由于打印过程中打印材料的凝结硬化,挤出性能下降,随时间延长,打印条的宽度变化出现一定的波动属于正常现象,但应控制在合理的变化范围内。Ali Kazemian等[8]认为实际打印出的打印层的宽度在打印层设定宽度10%的误差范围内是可接受的。

图2 同一打印条打印尺寸不一致现象Fig.2 Inconsistency of printing size in the same printing f ilament
2.5 塑性变形
3D打印混凝土的塑性变形指混凝土在3D打印过程中经挤压后逐层堆叠时打印层的侧向变形和下垂性。测试方法可参照专利“3D打印建筑砂浆塑性变形性能测试模具及其应用”[17]。本文采用自行设计制造的模具进行3D打印混凝土的抗下垂和抵抗侧向变形的性能测试,如图3所示。用铁板或铝合金制成无气孔且光滑的槽形模具,长度(300±0.2)mm,下端开口,中间150±0.5mm处设置一块同材质分割插板,槽型模具的横截面内部尺寸为宽(30±0.2)mm,深(30±0.2)mm。


图3 下垂度及侧向变形度测试模具Fig.3 Sag (left) and lateral deformation (right) test device
将下垂度模具清洗干净并擦干,平放在桌面上,将搅拌好的打印建筑材料用刮刀填入模具带封头的一侧,沿模具内表面插捣15下,并用直尺刮平打印建筑材料的表面。将模具垂直放置在桌面上,开口端向下,抽出分割插板,用秒表计时,测量90秒内打印建筑材料下垂的距离,精确到毫米。
将下垂度模具清洗干净并擦干,称取模具的重量W0,精确到0.1g。将模具平放在桌面上,将搅拌好的打印建筑材料用刮刀填入模具带封头的一侧,沿模具内表面插捣15下,并用直尺刮平打印建筑材料表面,称取装有打印建筑材料的模具重量W1。将装有打印建筑材料的模具开口向外侧向放置在桌面上,90秒后沿模具侧面切除变形流出的打印建筑材料,称取带打印建筑材料的模具重量W2。按公式(2)计算打印建筑材料的侧向变形度D。

3D打印混凝土的塑性变形可反映打印材料的形状稳定性。若3D打印混凝土的下垂度或侧向变形度太大,甚至能自由流淌,则不利于3D打印的堆积过程,因此,3D打印混凝土应具有一定的抗下垂性(≤20mm)及适宜的侧向变形度(≤5%)。
2.6 堆积性能
3D打印混凝土的堆积性能指打印堆积时在垂直方向上可持续堆积的高度。测试方法可参照专利“一种3D打印建筑砂浆堆积性能测试装置”[18]。打印材料的堆积高度表征其可建造性能。有效堆积高度越高,堆积性能越好。测试装置示意图如图4。

图4 3D打印砂浆堆积高度性能测试装置Fig.4 Schematic diagram of 3D printing mortar buildability test device
将自制的挤出装置挤料筒内壁用丙酮等溶液清洗干净并干燥,用小料勺将拌好的打印建筑材料填入挤出装置内部,用直径8mm小铁棒插捣数下,使打印材料填满挤出筒,筒口用湿抹布擦净,使打印材料至少距筒口20mm,并在推杆密封圈上涂抹少量润滑油,插入推杆至零刻度线位置,将挤出筒置于升降支架上,调整好升降机架的挤出高度,使挤出筒口距地面5mm高度,将恒定荷载在竖直方向上压在挤出筒推杆上端部,匀速推动升降支架的推杆直到密封圈的位置,去除荷载,摇动升降支架的摇柄,使挤出筒口上升5mm高度,继续施加荷载,重复前面步骤直至最终堆积试件坍塌,并计算坍塌试件的最终堆积高度(堆积层数n)。在此前提下,重新配料,堆积n-2层。
按照以上操作重新试验,在堆积n-2层后,还需计算堆积构件高度的有效性。先用游标卡尺测量水平方向堆积构件的最突出层的宽度d1及最窄层的宽度d2,分别以其与堆积条理论宽度d的差值与d之比作为横向最大变形和横向最小变形,若两者均在d的15%以内,则视为在有效变形范围内;再测量堆积构件的最小高度h1与最大高度h2,取两者的算术平均值作为实际堆积高度hS,即hS=(h1+h2)/2,将hS与理论堆积高度hL进行对比,其中hL=h0+h(n-3),以作为该堆积构件的竖向变形,若该值小于或等于15%,且横向最大变形和横向最小变形在d的15%以内,则hS有效,否则无效。试验重复打印三次,以三次测试结果的平均值作为该砂浆的有效堆积高度,精确至1mm。
2.7 层间衔接性能
参照专利“3D打印建筑砂浆衔接性能测试方法”[19]测试3D打印建筑砂浆的层间衔接性能,通过测试层状堆积的打印砂浆硬化试件的空隙率表征打印砂浆层与层之间衔接质量的好坏。步骤如下:
1)试件制备。采用3D打印设备分层打印砂浆,打印的单层砂浆长、宽、高分别为L、W和H,尺寸分别为200m、40mm和15mm(L、W和H尺寸可根据打印设备和打印砂浆工作性调整)。按上述尺寸打印3层砂浆,如图5,待砂浆硬化后移入养护室标准养护28d。

图5 3D打印建筑砂浆层与层衔接性能测试试件Fig.5 3D printing mortar specimen for inter-layer bonding performance test
2)干燥质量测定。取出养护至龄期的试件,为了消除边界条件对测试结果的干扰,将试件在长度方向的两端用锯刀各锯除20mm,将加工好的试件放入温度105±5℃的烘箱中烘干,直至试件达到恒重,将试件放入干燥器中自然冷却至室温,称量试样的质量为m1,数据读数精确至0.01g。
3)饱和试样表观质量测定。将饱和试样装入金属丝吊篮内,完全浸入装有水的容器中,容器放在铁架台上,铁架台不与天平底盘接触,再将装有试样的吊篮吊在天平的挂钩上称量,此时试样完全浸入水中不与器壁接触,测得饱和试样的表观质量m2,精确至0.01g。表观质量相当于饱和试样悬挂在液体中的质量。
4)饱和试样质量测定。从浸液中取出试样,用饱和了液体的毛巾擦去试样表面多余的液滴,但不能把气孔中的液体吸出,迅速称量饱和试样在空气中的质量m3,精确至0.01g。
空隙率按公式(3)计算:

式中:q—试样的空隙率,%;m1—试样的干燥质量,g;m2—饱和试样在水中的质量,即表观质量,g;m3—饱和试样在空气中的质量,g。
2.8 流变性能
通过流变试验得到3D打印混凝土的表观粘度、屈服应力以及触变性,可较为准确地评价3D打印混凝土的工作性能变化[20],目前,3D打印混凝土的流变参数可用相应的旋转粘度计测出(见图6)。测试方法如下:将搅拌好的打印材料装入测试容器内,根据所测材料的粘度范围选择合适的转子和测试程序,测试时打印材料的表观粘度、剪切速率、剪切应力等可直接显示在屏幕上;剪切速率由低到高逐步增加,至最高剪切速率后再逐步降低,以所测的两条流变曲线所包围的面积来表示触变性的大小。以宾汉姆流体模型,即τ=τ0+ηγ,对剪切速率和剪切应力进行线性拟合,可得打印砂浆的塑性粘度和屈服应力。

图6 旋转粘度计Fig.6 Rotary viscosimete
3D打印混凝土的流变参数在实践中并不总能方便地测得,相比而言,工作性能的测试更为简单直接,因此,若能建立3D打印混凝土的工作性、可建造性与流变性参数之间的关系,则可为3D打印混凝土的制备以及打印材料性能的测试与评价提供理论依据和技术参考[21]。
3 结语
1)目前,3D打印混凝土技术尚处于研究探索阶段,关于3D打印混凝土材料性能的测试与评价方法有待进一步的探索与完善。
2)本文提出的3D打印混凝土的工作性能、可建造性能、流变性能的测试与评价方法可为3D打印混凝土的制备和性能评定提供参考。
