石粉对3D打印白水泥基材料流变性能与力学性能的影响
2022-01-12徐嘉宾赵智慧陈明旭芦令超
徐嘉宾 赵智慧 陈明旭 芦令超
(济南大学 山东省建筑材料制备与测试技术重点实验室,山东 济南 250022)
0 前言
3D打印技术作为快速成型领域的一种新兴的、绿色的增材制造技术,是基于数学模型,将材料通过逐层累加来制备三维实体结构[1-2]。3D打印技术以其构建速度快、减少劳动力、降低能源消耗和对复杂结构的精确控制等优点被广泛应用于许多领域[3-4]。目前,3D打印技术已在金属材料、先进陶瓷、高分子材料等领域取得了长足的发展。然而,3D打印建筑的研究才刚刚开始[5]。建筑3D打印是基于数字化模型将胶凝材料通过层层叠加的方式来建立三维结构[6]。3D打印建筑材料的基本要求是:良好的打印性能,保证浆体能够连续挤出;良好的建造性能,抵抗结构变形;足够的力学性能,抵抗打印造成的内部缺陷[7-8]。而这些要求都与浆体的流变性能相关。
有学者已经对3D打印水泥基材料的流变性能进行了大量研究。Alghamdi等[9]研究了3D打印碱激发粉煤灰的外加剂对浆体的挤出流变性能的影响,发现碱激活剂的存在可以改善浆体层间的粘附性能。Zhang等[10]通过流变性能来研究3D打印胶凝材料的结构,并提出3D打印浆体的可挤出性能和可建造性与屈服应力之间的相关性。Ketel等[11]提出了一种打印指数,通过测量流变性能的变化来确保3D打印结构的几何精度。新近的研究报道了3D打印水泥基浆体的两种屈服应力(静态和动态)会影响挤出性能和3D结构[12-13]。目前,有学者提出粘弹性能在3D打印水泥基材料结构控制方面的作用,但是还很少有学者通过研究惰性材料对3D打印水泥基材料粘弹性能的影响来改善3D打印结构。
石粉的颗粒大小和化学活性可以影响水泥的水化性能,有研究表明,石粉可以与水泥中的C3A发生反应,且改善水泥基材料的力学性能[14]。同时,石粉的白度能够达到白水泥基材料的要求,不影响装饰效果。因此,为了探究石粉对3D打印结构和力学性能的影响,本文通过使用0~3%石粉取代胶凝材料研究3D打印白水泥基材料的动态、静态屈服性能和粘弹性能,并通过调控其流变性来改善3D结构和力学性能。
1 试验
1.1 原材料和试样制备
白水泥(P.W-1 42.5,Aalborg)的化学成分和基本性能如表1和表2所示。采用羟丙基甲基纤维素醚(HPMC,60Pa·s)、膨润土和减水剂(WRA,减水率35%)调控白水泥浆体的粘度和屈服应力,提高白水泥的可建堆积和可挤出性;采用磷酸三丁酯(TP,C12H27O4P)降低水泥浆体中外加剂引入的气泡;使用硫代硫酸钠(ST,Na2S2O3)提高水泥基材料的早期强度;掺入石粉来调控3D打印水泥基浆体的流变性能和力学性能,其粒度分析和微观形态如图1所示。
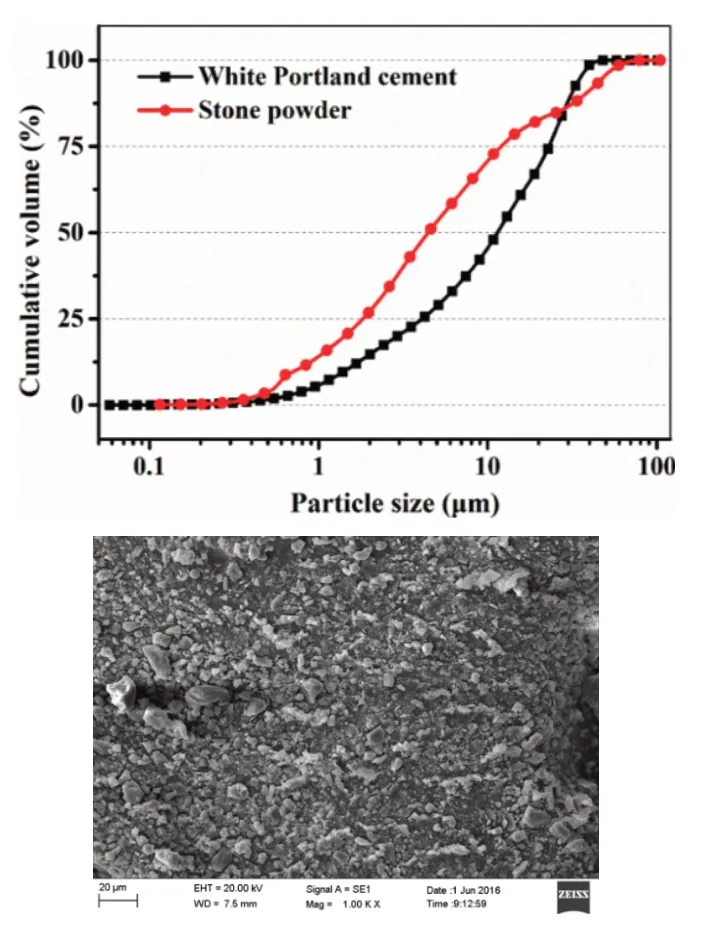
图1 白水泥和石粉粒径分布及石粉的形貌分析Fig.1 Particle size distribution of white cement and stone powder,and the micrograph of stone powder

表1 白水泥及石粉的化学成分分析(wt.%)Tab.1 Chemical composition of white cement and stone powder

表2 白水泥的基本性能Tab.2 Basic behaviors of white cement
3D打印材料制备步骤如下:
1)将减水剂、消泡剂滴入水中,与白水泥混合得到浆体A;2)将纤维素醚、石粉和膨润土加入料浆A中搅拌均匀,得到浆体B;3)将浆体B置于3D打印机中,按照既定程序进行打印;4)将前一步骤得到的3D打印浆体置于温度20℃、湿度90%的养护箱中养护3~7天。
1.2 测试方法
1.2.1 流变性能
利用旋转流变仪(Mars 40,赛默飞)和平板测试系统测试3D打印白水泥基材料的流变参数。静态与动态屈服性能的研究采用两个剪切速率控制方案,而粘弹性的研究则采用形变和频率扫描两种控制方式。所有的静态与动态屈服性能测试中,白水泥浆体均在100s-1预先剪切2min,然后静止5min。动态屈服性能测试:首先在恒剪切速率为100s-1的条件下,对水泥浆体进行120s的剪切试验,之后剪切速率被移除,最后在不同剪切速率下对水泥浆体进行270s的测定,剪切速率变化范围为0~150s-1,通过下行曲线并采用Modified Bingham模型来计算动态屈服性能参数,计算公式见式(1)。静态屈服性能测试:在恒剪切速率为0.1s-1的条件下,对水泥浆体进行60s的剪切试验。粘弹性:两个平板之间的厚度为1mm,形变扫描范围为0~20%,而频率扫描范围为0~100Hz。

其中,τ为剪切应力;τ0为动态屈服应力;μ为塑性粘度;γ为剪切应力。
1.2.2 结构变形
打印过程结束后最大变形率可以用来衡量3D打印水泥基材料的可建造性[14],计算公式如下:

其中,D为结构变形;l0、w0和h0为模型的长、宽和高;l、w和h为打印后的最大长、宽和高。
1.2.3 抗压强度
水泥基材料的抗压强度测试采用万能试验机(美国MTS CDT1305-2),其加载速率为0.3kN/s,样品尺寸20×20×20mm3。
2 结果与讨论
2.1 流变性能
流变性能指在外力作用下材料发生的变形和流动的性能,还能够表示材料在外力作用下的应变和应力之间的定量关系,而这种应力-应变关系与材料自身的性质和内部结构有关,也可能与材料内部质点之间相对运动状态有关[15-16]。对于3D打印水泥基材料,结构变形与挤出前后的流变性能的变化有关。打印前,浆体需要一个低的动态屈服应力或塑性粘度来保证足够的可挤出性,而打印后需要一个较高的静态屈服应力来抵抗重力作用而产生的变形。为了解决这一矛盾,有必要对3D打印材料的流变性能进行调控,使其结构趋于稳定,从而降低3D结构变形。
剪切应力是流变性能的一个基本参数,通过剪切应力可以计算不同的流变参数。图2展示了不同石粉掺量下3D打印白水泥基材料的剪切应力随时间的变化规律。根据测试程序,剪切应力的变化趋势可以分为四个阶段:1)恒定剪切速率下的剪切应力;2)静止时的剪切应力;3)升速下的剪切应力;4)降速下的剪切应力。从图2可以看出,剪切应力随石粉掺量的增加而显著增大,这说明白水泥浆体的颗粒之间的内摩擦增大,这可能是由于石粉颗粒的吸水和提高了早期水化速率引起的。
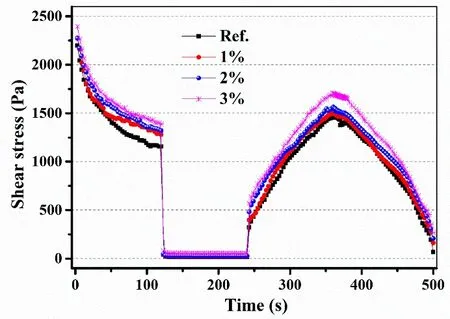
图2 剪切应力随时间的变化曲线Fig.2 Shear stress evolution with time
2.1.1 动态屈服性能
浆体流变性能的调控能够确保3D打印结构的建立,当浆体处于静止状态时,屈服应力越大表示浆体越不易流动,而动态屈服应力则与浆体的泵送性能和挤出性能相关。本文采用Modified Bingham模型对剪切应力的下行曲线进行拟合得到动态屈服应力。图3展示了不同石粉掺量下3D打印白水泥浆体的动态屈服性能。由图3可见,采用Modified Bingham模型拟合的R2大于0.9,表示模型拟合好,适用于白水泥基材料。同时,随着石粉掺量的增加(0~3%),塑性粘度变化不大,动态屈服应力由147Pa增至333Pa。这是由于石粉的颗粒尺寸较小,表面润湿,吸附了大量的自由水,石粉的需水量比为92%,使得浆体内部的颗粒之间的内摩擦力增大。而动态屈服应力的增长不利于3D打印浆体的挤出,这可以通过增大挤出压力来解决。
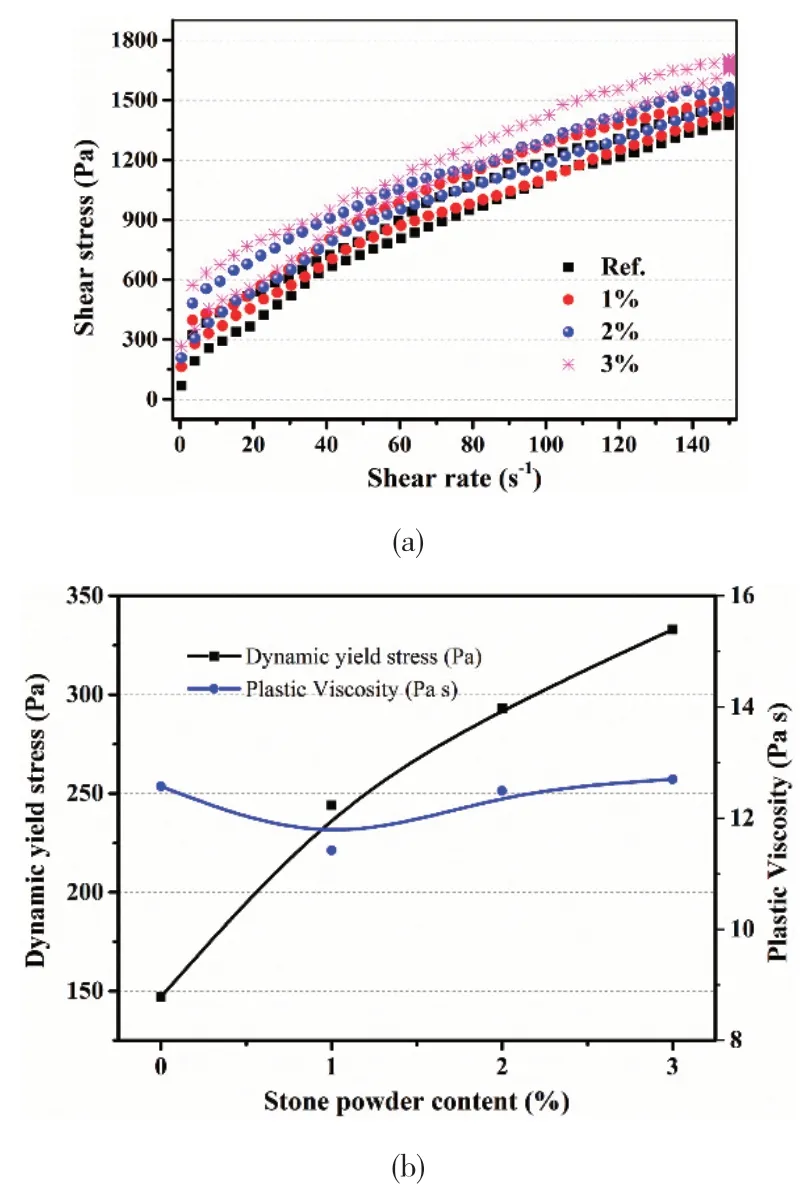
图3 3D打印白水泥浆体的动态屈服性能:(a)剪切下行拟合曲线;(b)不同石粉掺量下的动态屈服应力Fig.3 Dynamic yielding behavior of 3D printing white cement paste:(a) down curves of shear stress;(b) dynamic yield stress with different stone powder content
2.1.2 静态屈服性能
静态屈服应力与3D打印浆体的可建造性能相关。图4展示了不同石粉掺量下3D打印白水泥浆体的静态屈服性能,剪切速率为0.1s-1,通过在线性粘弹区内的剪切应力变化来得到静态屈服应力。如图4所示,剪切应力在低剪切速率下随时间先急剧增加,随后趋于平衡,其峰值可以视为静态屈服应力。随着石粉掺量由0增长到3%,静态屈服应力由455Pa增长到611Pa。这说明石粉的掺入有利于提高3D打印白水泥浆体的可建造性能,可以改善浆体的3D结构。
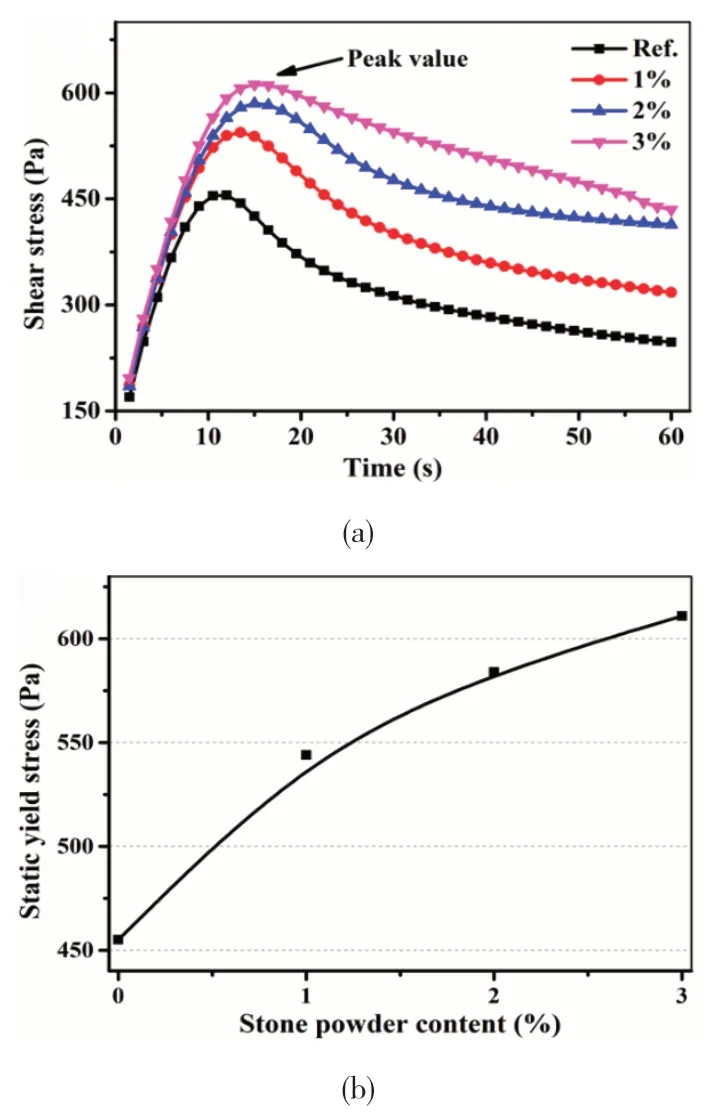
图4 3D打印白水泥浆体的静态屈服性能:(a)剪切应力在0.1s-1下随时间变化;(b)不同石粉掺量下的静态屈服应力Fig.4 Static yielding behavior of 3D printing white cement paste:(a) shear stress changes with time under the shear rate of 0.1s-1;(b) static yield stress with different stone powder content
2.1.3 粘弹性
有新近研究也提出了震荡剪切对3D打印浆体性能的影响,通过振荡剪切方式来评估浆体的结构堆积性。振荡剪切模式通常包括形变、应力、频率和时间扫描。弹性模量(G’)表示材料在变形过程中储存弹性能的能力,粘性模量(G”)表示材料在变形过程中耗散能量的能力。当弹性模量大于粘性模量时,浆体呈现类固体状态。通过形变和应力扫描可以确定浆体线性粘弹区,在此区域内可进行频率和时间扫描来确定浆体的状态和水化特性。图5展示了形变扫描下石粉对3D打印白水泥浆体的粘弹性能的影响,可以看出,在形变扫描为0~20%范围内,随着石粉掺量的增加,粘性和弹性模量增加;同时,当浆体处于线性粘弹区内,其弹性模量基本保持不变,随着石粉掺量的增加,线性粘弹区形变范围增大,弹性模量也增大,这有利于浆体在打印后抵抗变形。
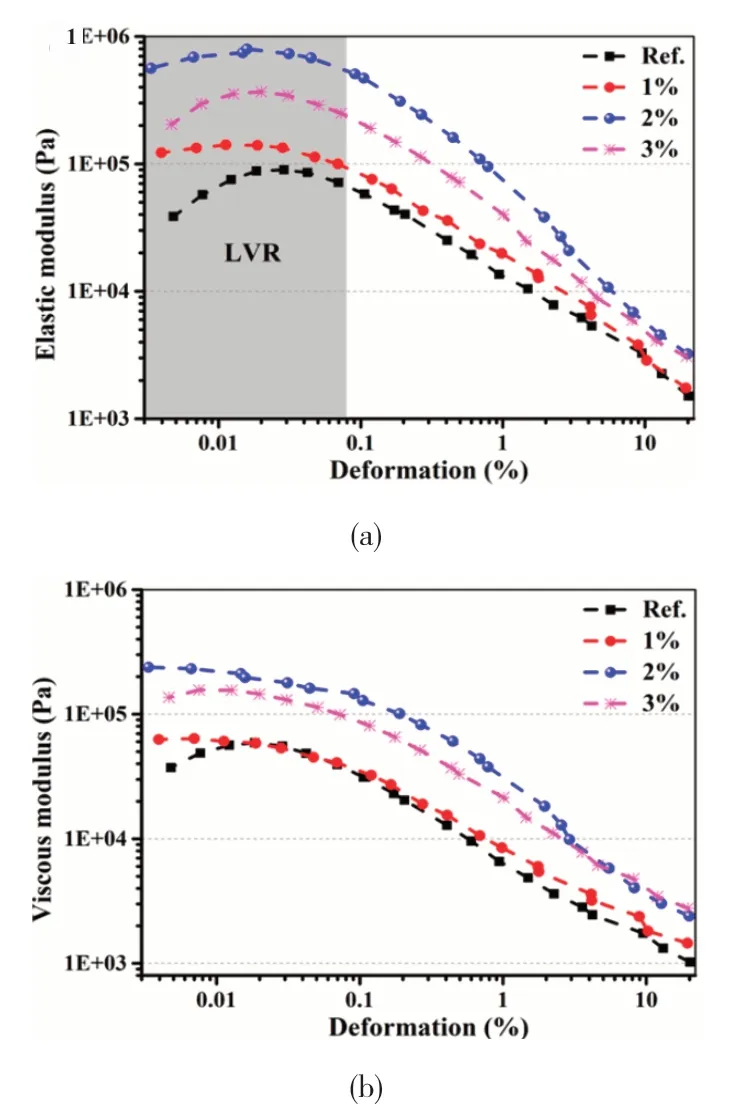
图5 形变模式下3D打印白水泥浆体的粘弹性能:(a)弹性模量;(b)粘性模量Fig.5 Viscoelasticity of 3D printing white cement paste under deformation protocol:(a) elastic modulus;(b) viscous modulus
在线性粘弹区内,从0.1Hz到50 Hz是常用的水泥基材料测试震荡剪切模量的范围。图6展示了频率扫描下石粉对3D打印白水泥浆体的粘弹性能的影响,可以看出,随着频率的增长,弹性与粘性模量急剧增加;同时,随着石粉掺量的增加,粘性和弹性模量也增加,弹性模量远大于粘性模量,这说明石粉的掺入有利于提高浆体的弹性模量,从而改善3D打印结构。

图6 频率扫描下3D打印白水泥浆体的粘弹性能:(a)弹性模量;(b)粘性模量Fig.6 Viscoelasticity of 3D printing white cement paste under frequency protocol:(a) elastic modulus;(b) viscous modulus
2.2 变形率
一个较好的浆体3D打印结构要具有较低的结构变形,这取决于3D打印工艺和浆体自身的性能。本研究采用掺入石粉来改善浆体的屈服性能和粘弹性,来保证3D打印浆体的结构稳定性。如图7所示,随着石粉掺量的增加,结构变形由17%降至8%,这表明石粉的掺入能明显降低3D打印结构的变形,改善3D打印质量。
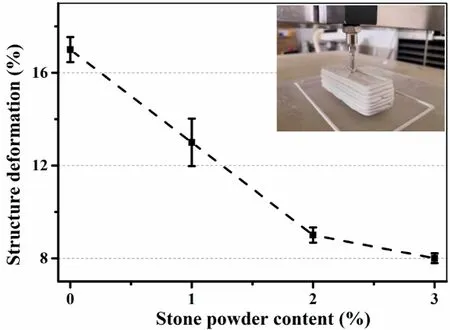
图7 不同石粉掺量下3D打印白水泥基材料的结构变形Fig.7 Structure deformation of 3D printing white cementbased materials with different stone powder content
2.3 力学性能
3D打印水泥基材料的可打印和建造性对其力学性能有显著影响。例如,打印性差会导致样品中残留大量的裂纹,从而导致3D结构由于不连续性挤出而发生变形。图8展示了石粉对3D打印白水泥基材料的3天抗压强度的影响,结果表明,随着石粉掺量的增加,抗压强度从35.2MPa增长到43.7MPa,这表明石粉的掺入有利于3D打印白水泥基材料力学性能的改善,这可能是由于石粉的颗粒尺寸小于白水泥的颗粒尺寸,使得试样的孔隙率降低,从而使力学性能得到了改善,也可能是由于浆体的挤出性能的改善,减少了浆体内部的裂纹。
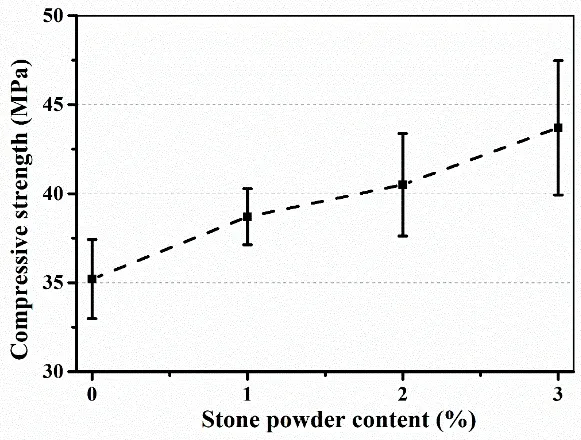
图8 不同石粉掺量下3D打印白水泥基材料的3d抗压强度Fig.8 Compressive strength (3d) of 3D printing white cement-based materials with different stone powder content
3 结论
1)石粉的掺入会提高3D打印白水泥基材料的静态屈服应力,静态屈服应力由455Pa增至611Pa,这说明石粉的掺入有利于提高3D打印白水泥浆体的可建造性能。
2)石粉的掺入会使线性粘弹区范围增大,并显著提高浆体的弹性模量。
3)随着石粉掺量由0增长到3%,3D打印白水泥基材料的变形率由17%降至8%,抗压强度从35.2MPa增长到了43.7MPa。