脂肪酶催化菜籽油制备甘油二酯的研究
2022-01-08王福超曲可心李铉军
王福超 , 曲可心, 李铉军
(1.延边大学 农学院,吉林 延吉 133002;2.锡林郭勒职业学院,内蒙古 锡林浩特 026000)
人们随着年龄增长,机体的生理功能也逐渐减退,对糖代谢、脂类代谢及酶代谢均有影响[1],因此对食品品质的要求也逐渐提高。甘油二酯是油脂的天然成分,是油脂代谢的中间产物[2],是由2分子脂肪酸分别结合到甘油的2个端羟基上形成的二酯,包括1,3-甘二酯和1,2-甘二酯2种同分异构体[3]。甘油二酯不仅能改善食品风味,延长储存期,而且是功能食品的主要添加剂,能减少体内的脂肪堆积,预防和治疗高血脂及相关疾病[4]。在医药行业中,甘油二酯不仅可以作为药物活性成分的分散介质,还是重要的药物中间体[5-6]。在化工行业中,甘油二酯可作为原料用于脂类、重构脂质和酯蛋白等多种化合物的合成,也可用于工业酶的激活剂和抑制剂等。
菜籽油为我国居民目前使用的主要油脂之一[7],约占我国食用植物油消费量的35%[8],菜籽油主要成分为甘油三酯 (约98%) , 同时还含有游离脂肪酸及植物甾醇、多酚、生育酚、胡萝卜素等营养元素[9]。然而,菜籽油在储存和加工过程中,其不饱和脂肪酸油酸、亚油酸容易氧化,既不利于菜籽油的储存和加工,又破坏了其脂肪酸组成,且氧化产物可能对人体产生有害影响。若能将甘油二酯与菜籽油的优点相结合,生产出既具有甘油二酯功能特性又保留菜籽油脂肪酸组成(营养价值)的功能性结构化油脂,将有利于菜籽油产品的储存加工及广泛使用,并对中国的功能性健康食用油的开发具有重要的推动作用。
因此,该试验以固定化脂肪酶(Lipozyme TL IM)催化菜籽油酶解反应制备的甘油二酯为研究对象,对脂肪酶添加量、反应温度和反应时间等因素对甘油二酯得率的影响进行单因素研究试验及正交试验的研究,寻找产率优良,环境友好,操作简便的最佳工艺条件,为进一步将甘油二酯应用为食品专用油脂提供参考。
1 材料与方法
1.1 材料与试剂
菜籽油(西王集团);固定化脂肪酶(Lipozyme TL IM,诺维信生物技术有限公司产品);硅胶;固体碘;甘油;正己烷;乙醚;冰乙酸,试剂均为分析纯。
1.2 仪器与设备
分析天平(JA1003J,上海雷韵试验仪器制造有限公司,上海,中国);水浴恒温振荡器(SHA-c,江苏恒丰仪器厂,金坛,中国);涡旋混合器(SI-0246,上海凡劲仪器设备有限公司,上海,中国);高速离心机(TGL-16C,上海安亭科学仪器厂,上海,中国);核磁共振谱仪(AVANCE III 500MHz,德国)。
1.3 制备工艺
1.3.1 工艺流程
硅胶→烘干→与甘油按一定比例混合(1∶1,w/w)→制备预吸附甘油→预吸附甘油与菜籽油混合(1∶1,mol/mol)→添加酶→恒温振荡器→离心→上层清液(供试样品)。
1.3.2 制备方法
将硅胶先置于100 ℃烘箱中烘干,再与甘油以质量比1∶1均匀混合,得到预吸附甘油。在50 mL离心管中加入5 g菜籽油和1.261 g预吸附甘油(1∶1,mol/mol),加入固定化脂肪酶器加热,放入配置好的样品,反应一定时间后取出,放入离心机中以4 000 r/min的转速离心20 min后,取上清液,即为甘油二酯。取50 μL上清液用20 mL正己烷稀释,涡旋30 s均匀混合,进行薄层层析分析,以确认甘油二酯的生成,最终计算转化率。
1.4 单因素试验
1.4.1 不同反应时间对甘油二酯得率的影响
在恒温振荡器转数(80 r/min)恒定,反应温度为60 ℃,脂肪酶添加量为菜籽油质量的2%的条件下,研究反应时间为4、6、8、10、12 h时,对甘油二酯得率的影响。
1.4.2 不同酶添加量对甘油二酯得率的影响
在恒温振荡器转数恒定,反应温度为60 ℃,反应时间为8 h的条件下,研究脂肪酶添加量为菜籽油质量的2%、4%、6%、8%和10%时,对甘油二酯得率的影响。
1.4.3 不同反应温度对甘油二酯得率的影响
在恒温振荡器转数恒定,反应时间为8 h,脂肪酶添加量为菜籽油质量的2%的条件下,研究反应温度为45、50、55、60和65 ℃时,对甘油二酯得率的影响。
1.5 正交试验
通过单因素试验可以确定适宜的脂肪酶添加量、反应温度和反应时间,由此以脂肪酶添加量、反应温度和反应时间为考察因素,分别选取3个水平,以菜籽油甘油二酯为考察指标进行L9(34)正交试验。因素水平见表1。
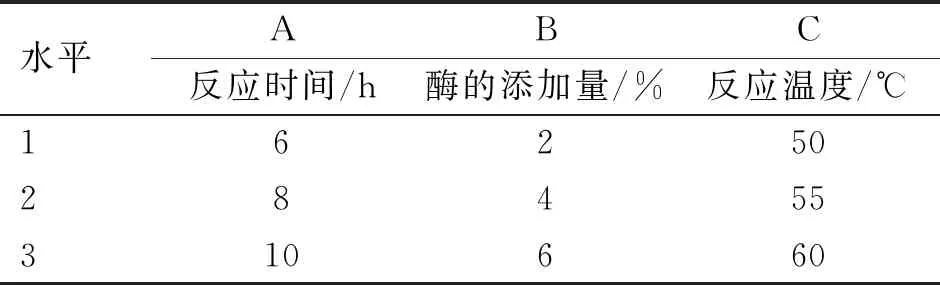
表1 因素水平表
1.6 核磁共振分析
准确称量反应产物溶于1 mL的氘代氯仿(CDCl3-d)中,以TMS为内标,混合摇晃至完全溶解后,通过0.45 mm有机相滤膜,转移至5 mm核磁管中,制成待测样品,备用。待测样品中1,3-甘油二酯的摩尔含量以内标四甲基硅烷(TMS)计算而来,其计算公式为:
式中,W1,3-DAG为产物中1,3-甘油二酯的摩尔含量,As 1,3-DAG为试样特征峰1,3-DAG的峰面积,As 1,2-DAG为试样特征峰1,2-DAG的峰面积,As TAG为试样特征峰TAG的峰面积,As MAG为试样特征峰MAG的峰面积,As FFA为试样特征峰FFA的峰面积。
1.7 数据统计和分析
所有试验数据均以独立试验的均值来表示,平行试验次数至少3次。使用统计分析软件SPSS Statistics 23.0对实验数据进行单因素方差分析,检验各组数据的显著性,显著性水平选择0.05。
2 结果与分析
2.1 反应时间对甘油二酯得率的影响
由图1可以看出,反应时间为8与10 h时,甘油二酯得率显著高于其余各组,均具有显著差异(P<0.05)。当反应时间为8 h时,得率最高,而8 h过后产率开始下降,可能是因为随着反应时间的延长,酶解反应已经开始向负反应方向进行,使得率降低,也可能是随着反应时间的延长,发生酰基转移进一步生成甘油三酯等副产物,1,3-DAG的得率从而降低。所以,从提高得率的角度考虑选取较优的反应时间为8 h。
2.2 脂肪酶添加量对甘油二酯得率的影响
由图2可知,脂肪酶添加量为2%与4%,添加量8%与10%之间均无显著性差异(P>0.05),添加2%、4%分别与6%、8%和10%之间均存在显著性差异(P<0.05),当添加量为2%和4%时,得率较高。可以看出随着脂肪酶添加量的增加含甘油二酯层的上清液的得率降低,这可能是因为脂肪酶添加量为2%和4%时,酶与底物络合物的浓度比较高,所以甘油二酯的得率较高,随着脂肪酶添加量的增加,反而呈现下降趋势,可能是脂肪酶与底物的结合率已经达到饱和,而且过量的酶有可能导致增加反应过程中的传质阻力。孙景繁等[10]人利用固载脂肪酶催化酯交换反应最佳反应条件为醇油物质的量比为6∶1,固载酶2%(油重),反应时间为2 h,反应温度为50 ℃,蓖麻油的转化率最高为92.44%。故从经济效益考虑单因素结果,较优的脂肪酶添加量为2%。
2.3 反应温度对甘油二酯得率的影响
由图3可以看出,反应温度为45和65 ℃之间有显著差异(P<0.05),反应温度为50、55和60 ℃ 3个温度之间均无显著性差异(P>0.05),50、55和60 ℃得率显著高于其余各组(P<0.05),且反应温度为55 ℃时得率最高。
反应温度为45~55 ℃时的产率不断增加,反应温度为60~65 ℃时呈下降趋势。这可能是因为反应温度在低于50 ℃时脂肪酶还没有完全活化,但酶解化反应中正反应速率大于逆反应速率,反应整体趋向正向反应,当温度超过50 ℃时,随着温度的升高,酶活增大,所以得率上升趋势变大,当温度为55~65 ℃时,得率处于稳定甚至下降,这可能是因为此时正反应速率与逆反应速率相同,甚至逆反应速率大于正反应速率,此时得率将基本不再变化,甚至降低。所以选取较优的反应温度为55 ℃。
2.4 最佳反应条件的确定
L9(34)试验结果如表2所示。由图表中R值可以看出反应时间、脂肪酶添加量、反应温度对反应产物得率的影响主次顺序为B>C>A,即最主要的影响因素为反应时间,其次是脂肪酶添加量,最后为反应温度,由K值可以确定各因素和水平间最佳组合为A3B1C3,试验最佳结果组合也是A3B1C3,由于D(空列)R值>A列R值,说明试验时间对得率影响差异不大,故从生产效率综合考虑,确定A3B1C3为最佳组合,即反应时间10 h,脂肪酶添加量2%, 反应温度60 ℃,此时得率为57.73%。

表2 L9(34)正交试验结果
2.5 甘油二酯含量的确定
通过查阅文献及对图4进行分析可知,该反应在反应过程中产生甘油三酯和1,3-甘油二酯,甘油三酯特征峰的化学位移为5.34 ppm,峰形为m型,1,3-甘油二酯特征峰化学位移为4.12 ppm,峰形为q型,对甘油二酯的核磁共振氢谱图(1H-NMR)分析可知,产物中1,3-甘油二酯/mol%=3.43/(3.43+1.38)=71.3 mol%,甘油三酯mol%=1.38/(3.43+1.38)=28.7 mol%。
3 讨论
采用菜籽油制备甘油二酯是在油脂领域的一种应用,也是一种新的尝试。将菜籽油通过酶法改性为甘油二酯,既保留了菜籽油本身的营养成分,同时也附带了甘油二酯的一定功效,从而提高了产品的营养性和健康性。该研究采用的催化剂为固定化脂肪酶,与游离酶相比,固定化酶既能保持其高效专一及温和的反应特性,又克服了游离酶的不足之处,呈现出分离回收容易、可多次重复使用、操作连续可控、工艺简便等优点[11]。
近年来,有许多国内外学者对甘油二酯的制备进行了大量的研究。马巧霞等[3]采用脂肪酶甘油解制备甘油二酯马油,通过单因素结合正交试验设计,优选出最佳反应条件为底物比1∶0.5、酶解时间6 h、加酶量400 U/g、酶解温度40 ℃,得到的产物中DAG含量为44.18%。刘四磊[12]研究了无溶剂体系中以富含ARA的微生物油脂为原料,通过酶促酯化反应合成富含ARA的1,3-甘油二酯的工艺。最佳工艺条件为:反应温度57 ℃,反应时间2.7 h,酶添加量7.9%,ARA与甘油的底物摩尔比为2.5∶1,在此最优条件下1,3-甘油二酯在反应产物中DAG和TAG混合物中的相对百分含量为73.5%,这与该研究结果相近。
在现代化的研究过程当中, 核磁共振技术可以应用于食品体系当中的水、脂肪以及糖分等多种领域中[13]。所以利用核磁共振法(Nuclear Magnetic Resonance, NMR)进行甘油二酯的定量测定,相比与其他测定方法,核磁共振仅需要少量样品,且无需分离复杂的混合物,还具有同时测定样品中多种成分含量的优点[14]。该研究中采用脂肪酶甘油解制备甘油二酯菜籽油,通过单因素结合正交试验设计,优选出最佳反应条件为酶解时间10 h、脂肪酶添加量2%、酶解温度60 ℃,得到的产物中甘油二酯含量为71.3 mol%,得率为57.73%。
4 结论
该试验以固定化脂肪酶Lipozyme TL IM催化菜籽油酶解反应制备甘油二酯,对脂肪酶添加量、反应温度和反应时间等因素对甘油二酯得率的影响进行单因素研究试验及正交试验的研究,从而对菜籽油制备甘油二酯工艺进行优化。
1) 根据单因素试验和正交试验得到对甘油二酯得率影响大小顺序为酶的添加量>反应温度>反应时间,最佳制备工艺:反应时间10 h,脂肪酶添加量2%,反应温度60 ℃,此时甘油二酯得率为57.73%。
2) 根据核磁共振氢谱(1H-NMR)分析,该试验制备的甘油二酯中,1,3-甘油二酯的摩尔百分比为71.3 mol%。这表明试验所制备的甘油二酯中,1,3-甘油二酯含量很高,具有良好的营养保健效果,是一种可大规模生产的健康油脂。
