探索提高钳工手工加工效率的途径
2022-01-06郭建英
郭建英
摘要: 钳工是一种操作性很强的工作,大部分都是手工操作,同时钳工也是一种劳动强度很大的工种,加工效率不高。本文将从三个方面介绍提高钳工手工加工效率的途径。
Abstract: Fitter is a kind of work with strong operability, most of which are manual operation, and fitter is also a kind of work with great labor intensity, processing efficiency is not high. This paper will introduce the ways to improve the efficiency of fitter manual processing from three aspects.
关键词: 夹具设计;加工效率;钳工
Key words: fixture design;machining efficiency;fitter
中图分类号:TG5 文献标识码:A 文章编号:1674-957X(2022)01-0094-03
0 引言
钳工是一种操作性很强的工作,大部分都是手工操作,同时钳工也是一种劳动强度很大的工种,加工效率不高。目前我们机械工具车间钳工涉及的工作主要有制孔、内孔攻丝、划线等。本文将从三个方面以典型零件为引子逐一介绍提高钳工手工加工效率的途径。
1 制孔(典型零件:圆柱销类)
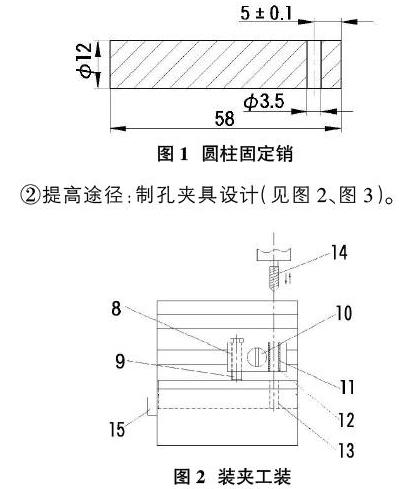
①在圆柱销的销体上一般设置有一个或二个固定孔,用于插接开口销,以实现销体的定位,该固定孔是钳工在台钻上钻出的,因为在圆柱体上钻孔,钻头容易打滑,加工效率低下。(见图1)
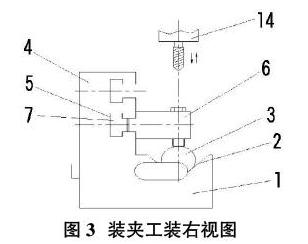
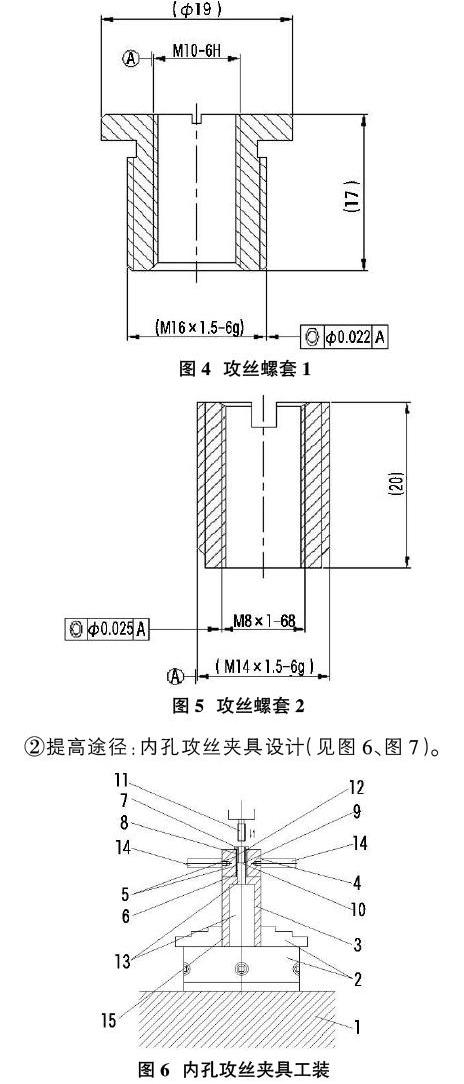
②提高途径:制孔夹具设计(见图2、图3)。
③夹具技术方案。
L形加工台1,在L形加工台1的水平工作台上设置有V形槽2,在V形槽2中放置有小型圆柱销3,在L形加工台1的立板4上设置有T形滑槽5,T形滑槽5与V形槽2是彼此平行设置的,滑动悬壁块6的尾端设置有T形插接头7,滑动悬壁块6是通过其尾端设置的T形插接头7活动插接在T形滑槽5中的,在滑动悬壁块6的中部一端设置有顶丝螺纹通孔8,在顶丝螺纹通孔8中螺接有顶丝9,顶丝9的下端顶接在小型圆柱销3的销体上,在滑动悬壁块6的中部另一端设置有导向孔11,在导向孔11中设置有高硬度耐磨导向套12,在导向孔11正上方设置有钻床钻头14,在导向孔11正下方设置有预加工销体固定孔13,滑动悬壁块6上顶丝螺纹通孔8和导向孔11的中心要与V形槽2的中心对齐。在水平工作台上设置的V形槽2的一端设置有可旋转工件挡板15;在滑动悬壁块6上设置有固定螺钉10,固定螺钉10将滑动悬壁块6与L形加工台1的立板4固定连接在一起。
④夹具实施方式。
将小型圆柱销3放置在L形加工台1V形槽2中,再将可旋转工件挡板15旋转到小型圆柱销3一端端面中心位置靠紧,再将滑动悬壁块6的尾端T形插接头7在L形加工台1的立板4上T形滑槽5内滑动到加工位置,滑动悬壁块6上的固定螺钉10将滑动悬壁块6与L形加工台1的立板4固定连接在一起,再将顶丝9的下端穿过滑动悬壁块6的中部一端的顶丝螺纹通孔8,顶接在小型圆柱销3的销体上,最后将钻床钻头14下端穿过滑动悬壁块6的导向孔11内高硬度耐磨导向套12,钻导向孔11正下方的小型圆柱销3上预加工销体固定孔13。
⑤夹具实施效果。
通过有针对性的圆柱销夹具设计,合理有效的加工方法,提高了圆柱销的销体固定孔加工效率5倍以上。
2 内孔攻丝(典型零件:螺套类)
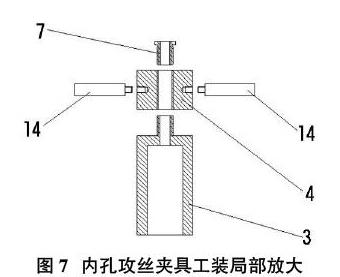
①公司某型产品结构大部分采用铝制材料,产品紧固连接处需不断重复拆装,因铝制材料硬度低,反复使用,易造成螺纹损坏,从而大大减少产品使用寿命,所以产品设计采用螺孔配装钢制螺套的方法来解决。因产品装配要求比较高,设计时对螺套内外螺纹提出严格的同轴度要求(见图4、图5),目前市场上购买螺套螺孔和外螺紋同轴度比较低,远远满足不了产品的使用要求,所以需要专门设计加工制造。钳工工序需完成两种螺套的内孔攻丝。由于螺套同轴度要求高,加工质量波动大,加工效率低下。
②提高途径:内孔攻丝夹具设计(见图6、图7)。
③夹具技术方案。
如图6、图7所示。先将三爪卡盘2固定在机床工作台1上,三爪卡盘2再将支撑筒外圆15夹紧,再将连接筒4通过连接筒内螺纹5与支撑筒外螺纹6连接旋紧,再将工件7通过工件外螺纹8顺时针旋入连接筒内螺纹5,通过工件底面9与支撑筒端面10旋紧,接着螺纹刀具(丝锥)11顺时针加工螺孔12,工件螺孔12加工完成后,逆时针旋松连接筒4,使工件底面9与支撑筒端面10分离,再逆时针将工件7从连接筒4中取出。支撑筒腔体13是为了方便工件7加工时产生的铁屑排泄和容纳,同时也减轻支撑筒3重量。连接筒4安装两个手柄14是为了方便连接筒4的旋入和旋出。工件7旋入连接筒4后,工件7下端面与连接筒4端面留有间隙,工件7旋紧是通过工件底面9与支撑筒端面10起作用的。支撑筒3和连接筒4材料选用调质钢件,保证工艺装置的使用寿命。工艺装置设计时,提高支撑筒3和连接筒4内、外螺纹加工精度(工件要求6级,工艺装置要求5级),减少内、外螺纹中径配合间隙,确保工件7同轴度要求。支撑筒3制造过程中,支撑筒外螺纹6和支撑筒外圆15一次装夹加工成,以保证两者达到设计同轴度要求。
④夹具实施方式。
连接筒4通过连接筒内螺纹5与支撑筒外螺纹6连接旋紧;再将工件7顺时针旋入连接筒内螺纹5中,通过工件底面9与支撑筒端面10旋紧;再将支撑筒外圆15通过固定在机床工作台1上三爪卡盘2夹紧;接着丝锥11顺时针内孔攻丝12;加工完成后,逆时针旋松连接筒4,使工件底面9与支撑筒端面10分离;再逆时针将工件7从连接筒4中取出,完成工件7内孔攻丝加工。
⑤夹具实施效果。
通过针对性的夹具设计,实施后螺套类零件的加工质量达到100%,加工效率提升了3.5倍以上。
3 零件划线(典型零件:加强筋类)
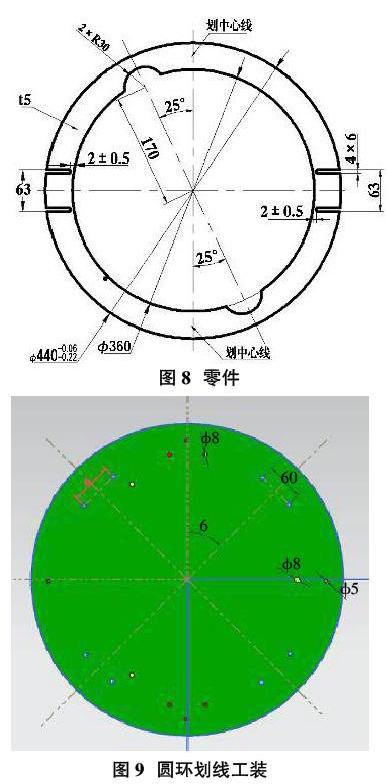
①公司某型产品有多种圆环类加强筋类零件,工艺要求在零件图示位置划十字中心线。因零件外圆尺寸较大,采用分度头装夹,装夹不当会造成加强筋Φ6的长槽处因壁薄而发生变形,划线精度波动大,划线加工效率低下。(见图8)
②提高途径:划线夹具设计(见图9)。
③夹具技术方案。
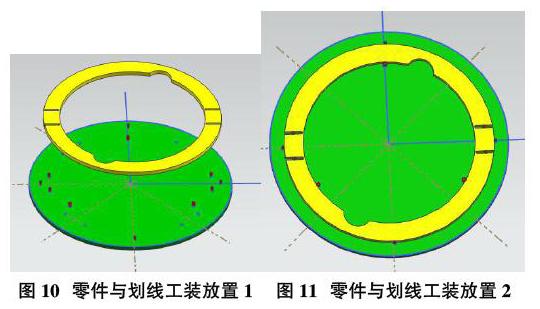
如图10所示,将划线夹具放置在工作台上,将Φ5、Φ8的定位销按夹具设计图纸标注逐一插入所在位置。其中3处Φ8的定位销控制加强筋内圆位置,4处Φ6的定位销确定加强筋四处Φ6的长槽处位置的同时,对产生变形的Φ6的长槽处进行校正。2处Φ5的定位销的侧边确定加强筋X方向的中心线,其余2处Φ5的定位销的侧边确定加强筋Y方向的中心线。
④夹具实施方式。
如图10,图11所示将划线夹具放置在工作台上,将Φ5、Φ8的定位销按夹具设计图纸标注逐一插入所在位置。将加强筋按设计要求放入准确位置,然后转动加强筋,使其Φ6的长槽处与夹具的Φ6孔位置重合,分别插入Φ6的定位销,将平板尺靠緊加强筋X方向2处Φ5的定位销的侧边,用划针在加强筋表面划出X方向中心线,调整平板尺,将平板尺靠紧加强筋Y方向2处Φ5的定位销的侧边,用划针在加强筋表面划出Y方向中心线。
⑤夹具实施效果。
一套划线工装,通过调整定位销不同的所处位置,就可高效完成八种加强筋类零件划线工作。而单件加强筋的划线时间也由六分钟一件降到了一分钟一件。划线加工效率提升了六倍以上。
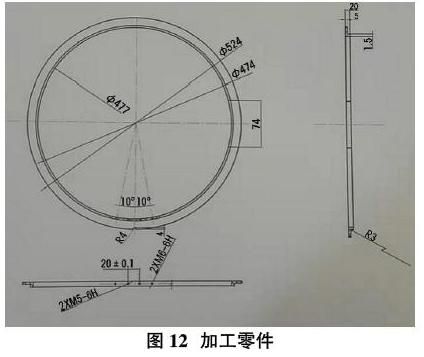
4 零件划线及制孔一体(典型零件:L型类加强筋)(见图12)
①某产品筒体类零件内部需要有T型类加强筋进行对筒体内部强有力的支撑,数量多,工艺要求零件上中心位置划下字中心线,且外圆上10°处制2×M5,2×M6孔,采用惯例的加工方法,采用分度头装夹,划线,在上机床上进行加工从内圆处制孔(外圆制孔钻头长度有限),反复装夹拆卸,基准误差累计,很容易导致制出的零件孔不一致,而且加工效率不高。
②夹具技术方案。
通过设计一个有凹槽的圆盘,在端面上用加工中心对其进行刻线,使其代替分度头作用进行划十字中心线,及带角度孔的位置线,再在圆的外圆面上正确位置处制大于图纸的孔,并在上面镶上钻套,手工从内圆向外制孔,这样装夹、划线、制孔一次完成,误差减少,合格率提高,加工效率提高。
③夹具实施方式。
将一体夹具放置在工作台上,清理干净工装凹槽内的杂质后将零件L圆环入工装夹具中,利用工装端面上的4×M5螺纹孔及4个固定块对零件进行固定零件,用钢板尺及划针线划零件的十字中心线,然后对应孔的位置进行钻孔,制孔完毕后松固定上螺丝,卸掉固定块,取出零件,一个零件就加工完毕。后续钳工攻丝,合格零件就制成了。
④夹具实施效果。
一套划线及制孔工装,通过利用工装上的已经划好的标识使中心线简单操作就可以完成,通过固定位置加工出角度的孔,效果非常好。
5 结束语
以上就是笔者近一年来在实际工作中摸索出的一整套如何通过设计夹具来提高钳工手工加工效率的方法。现在是全民创新的时代,科技创新是第一生产力。而夹具设计无疑是提高钳工手工加工效率最有效的途径之一。
参考文献:
[1]潘建农.钳工工艺学[M].机械工业出版社,1998.
[2]王选逵.钳工机械加工手册[M].机械工业出版社,2007.
[3]徐灏.新编机械设计师手册.机械工业出版社,1995.
