吸烟焊枪在药芯焊丝CO2气保焊中的作用
2022-01-04刘宏宇张佳杰王路玮
黄 勇, 刘宏宇, 毛 宇, 张佳杰, 王路玮
(1. 兰州理工大学 省部共建有色金属先进加工与再利用国家重点实验室, 甘肃 兰州 730050; 2. 济南诺斯焊接辅具有限公司, 山东 济南 250000)
焊接在现代制造业中得到广泛应用,尤其对于熔化极气体保护焊,每天都有大量工人利用它进行操作生产.由于焊接区温度很高,焊丝端部、熔滴和熔池表面会受热产生金属蒸气,经氧化冷凝后形成一次粒子.一次粒子通过碰撞凝聚融合成为链状或网状的二次粒子,从而形成焊接烟尘[1-2].焊接烟尘的扩散方式为湍流扩散,表现为连续且孤立的烟团不断转动向上和向周围扩散,整体呈现出喇叭口的形状[3].焊接烟尘的扩散必然会对周围空间产生污染,从而会对没有采取防护措施的施焊人员以及其他人员的身体健康造成危害.
根据焊接工艺和材料的不同,焊接烟尘可能包含铁、锰、铬、镍、锌、铝、镉、铜、铅和锡等元素.其中,碳钢烟尘主要含有铁和锰元素,而不锈钢的则还包括铬和镍等元素.锰是一种神经毒素,会引起锰中毒,铬和镍是致癌物质,会引起肺癌等疾病[4-6].此外,锌、铜、镉、锡等元素,特别是氧化锌,会引起以体温骤升和血液白细胞数量增加为主要表现症状的电焊烟热病.长期吸入焊接烟尘,还将会引起肺部组织纤维化,导致尘肺等职业病.因此,为了保护环境和维护工人健康,必须采取相应的防护措施.
吸烟焊枪是一种新型的焊接烟尘治理措施,将吸烟系统与传统焊枪一体化,吸烟口均布于焊枪枪体外围,除能完成正常的焊接工作,还能同步吸走焊接过程产生的烟尘,从源头上阻止其向周围空间的扩散.相比于固定工位的吸风罩,吸烟焊枪所需要风量更小,可降低能耗,节约成本.尤其重要的是,吸烟焊枪随焊接过程同步移动同步吸尘,可进行多位置多场所工作,特别适用于自动化和智能化焊接[7].而药芯焊丝CO2气体保护焊由于生产效率高、适焊材料广、综合成本低等优点,应用越来越广.但相比于采用实心焊丝,其电弧具有更高能量密度,焊接烟尘发生量大、毒性高[8],因此有效降低其烟尘对环境和人体健康的危害就显得尤为重要.虽然针对吸烟焊枪的研究已涉及相关焊枪结构设计、吸烟效率测试和对焊接过程和质量的影响等内容,但所针对的焊接方法主要是实心焊丝气保焊,针对药芯焊丝的相关研究则报道较少[9].
本文采用吸烟焊枪进行药芯焊丝CO2气保焊,通过与未吸烟时对比,研究吸烟焊枪的吸烟行为及其对焊接过程和焊接质量的影响,重点分析吸烟功率和焊枪倾角等典型工艺因素的影响规律,这将促进吸烟焊枪的研究和应用,为我国焊接烟尘治理提供更多途径.
1 试验方法
焊接母材采用厚度为8 mm的碳素结构钢Q235,焊丝采用直径为1.2 mm的CO2气保焊用药芯焊丝CWL E711(相当于GB/T 10045-2001中的E501T-1),焊丝横截面为O型对接形式,其熔敷金属的化学成分为w(C)=0.04%,w(Mn)=1.27%,w(Si)=0.61%,w(S)=0.015%,w(P)=0.010%,Fe为余量.
药芯焊丝CO2气保焊试验采用唐山松下的YD-500GR3型号全数字IGBT控制MIG/MAG焊接电源,焊枪采用济南诺斯焊接辅具有限公司的吸烟焊枪7XE.该焊枪通过软管与高强吸烟系统Clear O2相连,如图1所示,有0-10挡吸烟功率可供调节,以此得到不同的吸烟强度.焊接过程中,采用相机+滤光片记录烟尘扩散形态,采用OLYMPUS公司的i-SPEED 3高速摄像机拍摄熔滴过渡 过程,拍摄快门速度为15 000 fps.焊接位置为平焊,焊接电流为220 A,焊接电压为26 V,保护气体流量为20 L/min,焊枪移动速度为300 mm/min,焊枪喷嘴到工件距离为20 mm.在焊枪与母材垂直施焊的条件下,分别完成吸烟功率为0、5、7、10挡的焊接操作.吸烟功率为5挡、7挡和10挡时对应于风速计测得的吸烟口垂下方10 mm处的气体流速分别为6.8、7.9、9.3 m/s,0挡时吸烟功能没有开启,相当于普通CO2气保焊过程. 然后,设定吸烟功率为7挡,通过调整焊枪倾角为60°和75°进行焊接,研究焊枪倾角的影响.焊接完成后,通过对比焊缝表面成形和分析焊接缺陷X射线探伤结果,评估吸烟对焊接质量的影响.X射线探伤按照标准NB/T03.2-2015进行:X射线探伤机型号为XXG-3005,焦点尺寸3 mm×3 mm,焦距600 mm,管电压180 kV;胶片为爱克发C7,尺寸为300 mm×80 mm,底片黑度为2.0~4.5.
图1 吸烟焊枪与烟吸系统
2 试验结果与分析
2.1 吸烟功率的影响
2.1.1烟尘扩散形态吸烟功率为0挡时,即没有开启吸烟,大量焊接烟尘以湍流形式向周围环境扩散.这与肖诗祥等[3]针对焊条电弧焊建立的烟尘扩散模型基本相符,随着距离发尘源正上方距离的增加,烟尘分布区域逐渐增大,浓度和速度逐渐降低.当进行吸烟时,由于高强吸尘系统达到几千帕负压的作用,焊接烟尘呈锥形被吸入焊枪吸烟口,明显减少了向周围环境的扩散.并且随着吸烟功率增加,吸尘系统负压增强,焊接烟尘流向吸烟口的速度增大,气流挺度增强,扩散区域明显减小,烟尘更加集中地被焊枪吸走,吸烟效果优异.尤其是大功率吸烟(7挡和10挡)时,几乎未见烟尘飘散到周围空间中.Norrish等人对几款带有吸烟套筒的GMAW焊枪进行CFD模拟研究,发现吸烟速率小时,吸烟效率低;吸烟速率太大时,会破坏保护气体对熔池金属的保护,对焊接质量不利;在一定范围内,吸烟速率与保护气体速率的比值越大,吸烟效率越高[10],这也与本文的试验结果相一致.
不同吸烟功率下烟尘的扩散形态如图2所示.

图2 不同吸烟功率下烟尘的扩散形态
2.1.2焊接电流电压
不同吸烟功率下焊接电流和焊接电压的变化情况见表1.通过焊接电流和焊接电压的方差结果可以看出,吸烟会使焊接电流的波动略有增加,而焊接电压比较平稳,无明显波动;对焊接电流和电压的平均值的比较可以看出,吸烟时的焊接电流相比于未吸烟时略有降低,这是由于吸烟时的高速气流会对电弧产生冷却作用,根据最小电压原理,电弧发生收缩,从而导致焊接电流略有下降,焊接电压稍有增加.在吸烟的情况下,吸烟功率为7挡时的电流方差较大且大于10挡时的电流方差,可能由于焊接过程中受到外界空气的干扰,电流波动较大,从而使得电流平均值较小.

表1 不同吸烟功率下的焊接电流电压变化
2.1.3熔滴过渡行为
不同吸烟功率下的熔滴过渡行为如图3所示.吸烟功率为0挡时,即没有开启吸烟,熔滴过渡为大滴排斥过渡,如图3a所示.试验条件下,熔滴过渡时间为32 ms,其中熔滴长大时间为28 ms,熔滴飞渡时间为4 ms.由于采用O型对接形式的药芯焊丝,焊丝外层钢皮电流密度大,熔滴在外层钢皮上长大,并沿着钢皮进行不规则高速转动,最后偏离焊丝轴线过渡到熔池.同时,焊丝中心的药芯也发生熔化,由于焊丝中心温度低和药芯熔点高,中心药芯熔化速度较外层钢皮熔化慢,且粘度高,在中心形成渣柱进行过渡.由于钢皮内的高电流密度,熔滴过热和蒸发严重,同时大滴排斥过渡对熔滴、渣柱以及电弧形成极大扰动,使得焊接过程中形成大量烟尘,呈团絮状向周围空间扩散,造成严重污染.
图3b为吸烟功率为7挡时的典型熔滴过渡过程,仍然呈现为大滴排斥过渡.与未吸烟时相比,熔滴过渡过程未见明显变化,只是过渡频率稍有增加.值得注意的是,吸烟虽然对熔滴过程未产生明显影响,但明显改变了焊接区域蒸气和烟尘的流动行为,如图中30 ms时可以看见焊接烟尘被有效吸走的轨迹.
图3 不同吸烟功率下的熔滴过渡行为
2.1.4焊缝表面成形和焊接缺陷
焊接完成后的焊缝形貌如图4所示,四挡吸烟功率下焊缝均成形良好,未发现任何缺陷,对焊缝表面成形没有影响.不同吸烟功率下焊缝的X射线探伤结果如图5所示,吸烟功率为0挡、5挡、7挡和10挡时,所有焊缝均未发现气孔、夹渣和裂纹等缺陷,吸烟对焊缝质量没有明显影响.如前所述,吸烟虽然影响了保护气体和焊接烟尘流动,但以上档位吸烟功率未破坏保护气体和焊接熔渣对熔池金属的保护,所以可以得到表面成形良好和无缺陷的焊缝.
图4 吸烟功率对焊缝表面成形的影响
图5 吸烟功率对焊接缺陷的影响
2.2 焊枪倾角的影响
2.2.1烟尘扩散形态
吸烟功率保持7档不变,焊枪倾角变化时焊接烟尘的扩散形态如图6所示.焊枪倾角为60°和75°时,大量焊接烟尘都沿着焊枪轴线方向被吸入焊枪,大幅减少了向周围环境的扩散.被吸入烟尘的整体扩散形态类似于锥形,偶尔有个别烟团未被吸烟焊枪吸入,扩散到空气中,如图6a所示.而当焊枪垂直于母材时,如图2c,几乎未见焊接烟尘飘散到周围空间.由此可见,焊枪倾斜时吸烟口相对于发尘源的位置发生变化,而距离焊枪前端较远处的部分烟尘的扩散路径仍然向上,并未经过吸烟焊枪,这有别于焊枪垂直于母材时的情况,其吸烟口的负压对这部分烟尘扩散行为的影响降低,使得吸烟焊枪的吸烟效率有所下降.
2.2.2熔滴过渡行为
焊枪倾角为75°时的熔滴过渡行为如图7所示,熔滴过渡形式依然为大滴排斥过渡,相比于焊枪垂直于母材时,熔滴过渡频率没有明显变化.此外,能清晰地看出烟尘扩散轨迹,26 ms时产生了一焊接烟团,该烟团随着周围气体的环流逐渐向上扩大并分散,最终流向焊枪吸烟口.由于焊枪倾斜于熔池表面,部分焊接烟尘在电弧等离子流的作用下,向前向上扩散,逐渐远离焊枪,少量没能返回并吸入焊枪吸烟口.
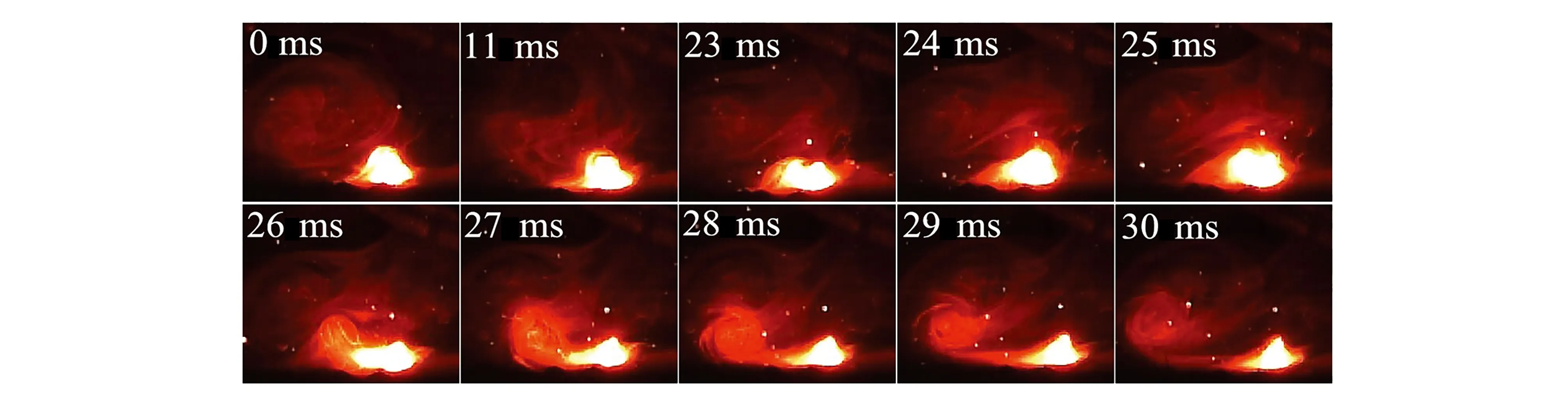
图7 焊枪倾角对熔滴过渡的影响
2.2.3焊缝表面成形和焊接缺陷
焊枪倾角为60°和75°时,焊缝表面形貌如图8所示,焊缝均成形完好,没有明显的表面缺陷.60°和75°焊枪倾角下焊缝的X射线探伤结果如图9所示,所有焊缝均未发现气孔、夹渣和裂纹等缺陷,吸烟对焊缝质量没有明显影响.在以上焊接参数的情况下,吸烟过程并没有破坏保护气体和焊接熔渣对熔池金属的保护作用,从而焊接过程较稳定,得到了表面成形良好和无缺陷的焊缝.

图8 焊枪倾角对焊缝表面成形的影响

图9 焊枪倾角对焊接缺陷的影响
3 结论
1) 采用吸烟焊枪进行药芯焊丝CO2气保焊时,焊接烟尘被有效地吸入吸烟焊枪,被吸入的焊接烟尘整体呈锥形,吸烟效果良好,能从源头上阻止焊接烟尘的扩散. 随着吸烟功率的增加,被吸入的焊接烟尘气流挺度增大,吸烟效果随之增强.
2) 不同吸烟功率情况下,熔滴过渡形式均表现为大滴排斥过渡,吸烟使得熔滴过渡频率稍有增加,焊接电流有所波动.在不同吸烟功率下均能得到表面成形良好和无缺陷的焊缝.
3) 吸烟焊枪倾斜时,熔滴过渡形式依然为大滴排斥过渡.焊枪倾斜对熔滴过渡形式无明显影响,但使得吸烟效率略有降低.当焊枪倾角为60°、75°和90°时,均能得到表面成形良好和无缺陷的焊缝.
