机械密封影响因素分析及展望
2021-12-31丁雪兴王竞墨王世鹏杨小成严如奇
丁雪兴,王竞墨,王世鹏,杨小成,严如奇
(兰州理工大学石油化工学院,甘肃兰州730000)
1 机械密封简介
机械密封是过程装备重要组成部分,隶属于基础零部件领域,是通用机械密封设备中的重要基础件。机械密封又称端面密封,是由至少一对垂直于旋转轴线的端面在流体压力、补偿机构弹力的作用及辅助密封元件配合下保持贴合并相对滑动构成的防止流体泄漏的装置[1]。图1、2 分别为机械密封结构示意图和实物。机械密封的工作原理是在密封面上开设微米级的动压槽并产生局部动压来实现两个密封面的非接触运转,从而进行密封。流体薄膜的薄化会形成流体动力效应。适当厚度的流体膜可以提高润滑性能和密封性能。根据其零部件相对运动是否接触,机械密封可分为接触式和非接触式两种:①接触式机械密封,是一种依靠弹性元件对静、动环端面密封的预紧和介质压力与弹性元件压力的压紧而达到密封的轴端密封装置。②非接触式机械密封,密封面间使用润滑剂将其隔开,实现全流体润滑密封。二者对比如表1 所示。机械密封在离心泵、离心机、反应釜和压缩机等旋转机械中应用广泛。目前机械密封已替代填料密封应用于各种工业领域,如机械、化工、石油化工、航空航天等过程工业的机械装备。与其他密封方式相比,机械密封有着密封性能好、使用寿命长、运行稳定性高等优点。

表1 接触式与非接触式机械密封不同点Table 1 Differences between contact and non⁃contact mechanical seals

图1 机械密封结构示意图Fig.1 Mechanical seal struture diagram
纵观我国机械密封发展,虽起步较晚,但发展较快,20 世纪50 年代末,甘肃兰州炼油厂研制泵用机械密封配件应用于进口离心泵上。1975 年,机械工业部首次制定了《泵用机械密封标准》,GB/T 14211—2019《机械密封试验方法》规定了机械密封试验标准,并参考国际美、日、德先进技术不断完善。国外机械密封标准[2]API 682—2014 对机械密封形式、材料选择等做了较为详细的规定,是对石油、石化和天然气工业设计与使用的重要指导。国内机械密封发展到现在已超过50 年,常规密封技术和产品已能满足市场需要(以中低端产品为主),前沿密封技术和密封产品研发也有了长足进步,但密封技术的理论、核心加工工艺、材料研发等方面仍需突破。人们对于机械密封提出了更高的要求[3],可靠性高、泄漏量小、使用寿命长、功率消耗少成为了普遍要求[4]。《中国通用机械行业“十四五”发展规划(2021-2025)》指出,行业发展将重点围绕“高效节能技术、减振与降噪技术、先进工艺与智能制造、新材料开发与应用、智能控制技术”展开深入研究。

图2 机械密封实物装配Fig.2 Physical assembly drawing of mechanical seal
机械密封技术和产品面临系统化、高端化、智能化的发展需求[5]。机械密封技术的发展推动了现代密封应用领域的进步,降低了机器设备使用和维护成本,取得了很好的经济效益。目前,我国机械密封行业发展在理论研究、产品设计、重大难点突破上都取得了一定的成果。
2 机械密封性能影响因素
机械密封件投入使用后的性能、效果是由物理参数反映。对于机械密封性能的判定,取决于以下几个影响因素:
①密封分类及其槽型:根据槽型位置开在外环或内环可分为非接触式机械密封(槽开在外环)和上游泵送式机械密封(槽开在内环,产生泵送效应),开槽面的不同分为端面和柱面密封(柱面密封还需考虑偏心率)。不同槽型(螺旋槽、人字槽、T 型槽、仿树形槽等)会产生不同的流场压力分布,以及不同的开启力、泄漏量、液膜刚度、泵送率(上游泵送考虑因素)。通过实验和实际应用得出,目前螺旋槽密封效果最好,螺旋槽机械密封模型如图3 所示。目前槽型研究的重点为新型槽型的研发,槽深、槽长、槽坝比的优化等。

图3 螺旋槽机械密封模型Fig.3 Spiral groove mechanical seal model drawing
②压力(载荷):由实验与实际案例得知,压力(载荷)是机械密封的主要影响因素[6]。结合目前高压、高转速下的机械密封工况,机械密封件在进行相对运动时,需要考虑在密封件受挤压变形情况下而使压力增大的影响因素[7],压力来自内部与外部,内部是指内部产生的冲击压力,外部是指环境变化与参数改变。不同材质具有不同的工作压力范围,在组装使用过程中,应熟知压力极限在不同阶段的动态特性和故障机理。
③温度:温度在很大程度上影响机械密封装置的密封性能。由密封介质的剪切力摩擦导致机械密封静环与动环间隙内气膜温度升高,温度过高使密封端面变形,造成运动时密封之间刚度极大的流体膜分布不均匀,从而增加碰磨几率,机械密封装置的稳态密封性能直线下降、表面粗糙度上升[8],解决方式一般有增加散热结构与降低运载时长等。
④密封介质:以液体为密封介质(水)居多,有些密封液体会与反应釜产生腐蚀,或由于液体纯度不高混入杂质(泥沙、酸碱、胶体等),杂质与密封系统产生刮擦[9],进入间隙导致密封系统逐渐磨损,影响密封件相互配合。实验数据表明,杂质中的固体颗粒越硬、越细,棱角越锋利,对密封效果产生的影响越大。同时,在(机械)密封件工作的过程中,由于端面之间的相互摩擦以及旋转部件对液体的旋转和搅拌作用,会产生大量热。如果不及时带走这些热量,密封端面的温度会升高,导致密封逐渐失效。一旦介质中的二次产物、胶体和纤维附着并聚集在机械密封表面,使润滑管道被堵塞,造成机械密封的磨损和损坏,最终导致失效。
⑤摩擦磨损:机械密封实物磨损如图4、5 所示。机械密封运行时端面的贴合状态和摩擦磨损情况是决定机械密封性能的关键因素。在考虑摩擦磨损因素时,忽略影响较小的因素,通常将产生的碎屑假设为规则,不考虑相变、颗粒的布朗力、热辐射等进行数值模拟[10]。目前多采用软件模拟分析传热、变形等现象及表面织构技术。J.X.Liu 等[11]通过有限元分析软件对机械密封的摩擦生热和端面变形问题进行求解,研究机械密封的摩擦磨损情况。汪宗太[12]在考虑端面间隙类型及机械和热变形的基础上,计算了摩擦端面温度场的分布。何涛等[13]利用有限元方法研究了特定工况下(大潜深、低转速)密封面宽度对机械密封性能的影响。高斌超等[14]将有限元与数值迭代相结合,实现了模型的数值求解,研究了密封面热变形规律。杨笑等[15]结合JFO空化条件,建立了混合润滑条件下织构机械密封热弹流润滑(TEHD)的理论分析模型,探究机械密封在稳态下的端面液膜压力、膜温和膜厚分布,结果表明表面织构对端面压力和温度分布影响很大。对于机械密封来说,摩擦磨损带来的影响不可忽略,仍需进行深入研究。
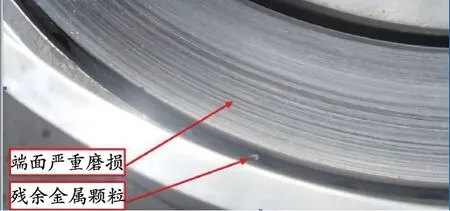
图4 机械密封端面磨损情况Fig.4 Mechanical seal face wear condition

图5 机械密封因摩擦磨损失效Fig.5 Failure of mechanical seal due to friction and wear
⑥加工与设计:目前机械密封槽型的制造刻画主要依靠激光加工技术。激光加工具有精度高、热变形小、易于切割等特点,但是由于激光技术的限制及槽深、槽型等要求(μm 级别),仍会带来槽型加工误差,例如一般槽深误差仍在1~2 μm,这对于仅有几微米深度的浅槽加工而言是不能忽视的。误差由总体定位误差和加工技术误差两部分构成。贾谦等[16]以动环表面的螺旋槽为研究对象,分析了螺旋槽误差的来源,将误差分为槽半径误差、槽深误差、螺旋角误差和槽台宽比误差4 种,分析了制造误差对开启力、泄漏量、摩擦阻力矩和膜厚的影响,并通过改变与控制设计参数(槽数、转数)进行一定的改良。除此之外,在加工设计中考虑微窝(圆形、椭圆形、三角形、矩形)、微槽和微网格设计以特定图案来改善界面特性[17⁃18]。实验中,比较了微窝、微槽和微网格对摩擦磨损性能的影响[19],结果表明微槽、微窝和微网格的磨损率有效降低(分别降低约18%、37%和57%)。万轶[20]以碳化硅定子式样,采用环对环式高速密封装置,实验表明随着织构面积密度和织构深度的增加,所有织构表面的摩擦系数均低于未织构表面,但摩擦系数的降低往往伴随着泄漏率的增加。综合来看,提高加工设计精度、技术能有效改善密封参数,提升密封性能。
⑦性价比:对于投入到实际应用的密封元件,除本身材料性能的优劣外,对于成本、使用寿命、功率消耗的综合考量也是研究人员、企业所要注意的。目前常见的使用材料为石墨(静环)、碳化硅、铸铁、碳钢等高性价比材料。
⑧主要评价指标参数:对于密封效果除上述内部因素以外,如开启力、液膜刚度等是从外部通过改变参数影响密封效果,一般来说开启力越大,形成的动压效应越好,液膜刚度越大,磨损量越少。
3 机械密封常见问题
3.1 机械密封失效
对于机械密封元件来说,使用平均寿命为2~3年,机械密封失效会降低试件的使用寿命。失效主要原因为动环与静环的挤压磨损故障。结合上节所提到的因素,机械密封失效原因包括化学损坏、热损坏和机械损坏,表现为磨损、腐蚀和过热等。
密封冲洗系统存在的问题及密封腔温度过高是造成机械密封失效的主要原因,应及时进行工件检测(压力、温度、磨损)、维护管理,改善工作环境。主要的问题有:寿命难以预测、突发性失效等,摩擦机械密封的实际磨损情况和端面状态还未得到有效的解释研究。
3.2 液膜空化
液膜是端面间维持一层极薄的液体膜,具有密封的作用,同时具有液膜动压力与静压力,起到平衡压力润滑端面作用。液膜空化指液膜局部气化形成气泡,进一步产生空蚀。液膜空化的产生对液膜压力的载荷、分布及稳定性有较大影响。密封界面间膜厚分布说明密封端面综合变形在径向上不是线性分布[21]。
对于液膜空化的研究:空化现象在一定程度上存在,这是端面张开的重要原因,对减少端面泄漏和摩擦有一定作用。李振涛等[22]基于JFO 空化模型和坐标变换建立其数学模型,并利用有限体积法离散解,表明空化压力的增加可以提高液膜承载力,但增加幅度较小,对摩擦力矩的影响可以忽略。然而,在液膜发生严重气蚀时,会导致流体动力润滑失效和壁面气蚀,影响密封性能和密封材料的使用寿命。孟祥凯等[23]分析了扰动条件下空化对机械密封动力学的影响。刘鸣等[24]基于马尔可夫空化算法求解了考虑空化效应的动载滑动轴承液膜动态特性,证实了空化因子会影响液膜的动态特性。机械密封空化的理论模型和实验研究还很不成熟和完善。为了有效控制气蚀程度,提高密封性能,避免气蚀引起的失效和气蚀,必须深入研究气蚀的影响因素及其相互关系。
3.3 密封检测
由于机械密封件装配复杂,不能多次拆卸,如何在不影响作业前提下进行密封检测。首先,要明确发生泄漏的几个常见阶段:测试时的泄漏量、运转时的周期性泄漏量、突发情况时的泄漏量。对于密封的检测,主要通过振动信号频谱,从外部检测内部的压力温度变化,在使用前工件运行的参数要在规定值以下,并监测回转体本身偏差在运转中引起的渗漏,有必要了解操作条件、温度、压力等,以及对辅助密封膨胀的具体影响[25]。依据密封介质的形状、状态和工作条件进行选择后,制定相应的操作规程,规定冲洗时间、介质和温度控制范围。试运行过程中,根据试运行效果进行合理的参数调整,在端面间通过气压或循环液进行密封检测;可结合关闭泵的阀门形成封闭腔室进行密封测试。引入有限差分法、有限元、流体力学等方法进行模拟测试[26]。实际检测方法有热电偶测温法(温度)、微型压力传感器(压力)、电容法(间隙)。在正常运行状态下继续观察密封效果和存在的问题,进一步进行调整,充分考虑各种因素,综合分析介质、压力、密封面、密封形式等条件。根据磨损痕迹分析故障原因,并考虑腐蚀、橡胶密封圈失效等因素。
4 机械密封未来发展趋势
4.1 机械密封智能化
机械智能化伴随德国工业4.0、中国制造2025等国内外智能制造的概念成为当今工业机械发展的重要趋势,机械密封智能化作为装备智能化的一部分能有效解决机械密封现有问题,是机械技术与人工智能、信息技术、材料科学等的相互交叉。杨华勇[27]对工程机械的智能化进展及发展趋势做了阐述,认为工程机械的智能化体现在网络化、感知、分析、决策和控制5 个方向[28],并且依次经历4 个发展阶段:面向传感器辅助、分级规划、自动控制、自我学习;面向单一环节自主作业;面向全通用自主作业;面向集群智能化作业。在机械密封领域,智能这一概念主要应用于检测、控制系统、运行情况的及时反馈以及问题的处理。
目前普遍的设计构想是植入监测,将传感器安装在机械密封内部结构而获得传出的电信号、振动信号,进而将密封腔内物理量在外被测量[29⁃30],测量参数包括密封环温度、动静环相对运动、液膜厚度、膜压等。但对于机械密封所面对的端面变形目前仍无有效进展。检测系统本身存在的问题仍需克服,如信号在复杂工况接收反馈持续性、植入系统后对机械密封固有特性的破坏以及智能带来的便利之间的平衡。目前相关工业CT 检测设备已经陆续投入使用。
可以预见,对于机械密封智能未来趋势和发展将会从实验室走向使用生产阶段,不仅可以面对单一问题、复杂问题的处理及潜在危险的预警,还可以成为高度自治、深度交互反馈、具有学习能力的交互系统[31]。
4.2 新型密封形式
机械密封虽然仍作为一种主流密封形式,如同机械密封取代以往密封形式(迷宫、刷式)一样,未来必会出现更高效的密封形式来代替机械密封。机械密封难以从根本上解决摩擦磨损、使用寿命问题。非接触式机械密封指由于流体静压或动压作用,在密封端面间充满一层完整的流体膜而使密封端面彼此分离,不存在硬性固相接触的机械密封。非接触式机械密封按密封面流体膜是静压流体膜或动压流体膜,分为流体静压式或流体动压式机械密封[32]。密封端面可通过流体静压或动压形成力封闭的密封空间,实现可控的泄漏量,达到无磨损或很小的磨损量,为机械密封研究的热点问题[33]。目前非接触密封主要有干气密封、磁流体密封等,对其他密封形式的了解对整体密封行业的发展起到促进作用。
干气密封属于非接触式机械密封,是在机械密封基础上将螺旋槽理论与流体液膜的作用结合起来。干气密封主要研究方向有开槽、流场计算(基于滑移边界)、气膜密封稳定性、特性参数研究等[34]。螺旋槽局部图如图6、7 所示。目前项目组主要研究为螺旋槽干气密封[35⁃37]、超临界二氧化碳干气密封[38]。开槽分类(柱面密封与端面密封),将微尺度流体力学及非线性动力学应用于螺旋槽干气密封内部气体流场中,探寻微尺度下流动的内部因素对干气密封槽型优化[39]。
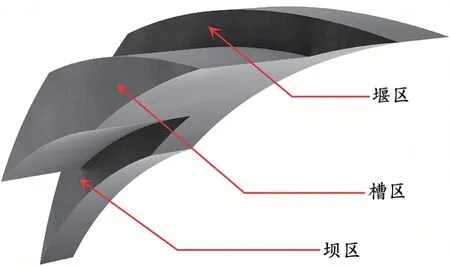
图6 螺旋槽干气密封仿真流体计算域(约放大1 000 倍)Fig.6 Spiral groove dry gas seal simulation fluid computa⁃tional domain (Approximate magnification 1 000 X)
磁流体是磁性纳米颗粒悬浮在载体液体[40]中的胶体悬浮液。使用磁流体的优点是它可以通过外部磁场来控制[41]。磁流体密封的工作原理:将磁流体导入永磁体、极靴和转轴所构成磁路的间隙中,极靴内部通常由几个凹形环状回路构成,磁流体会形成数个类似“O”型圈,被密封介质对磁流体产生压力,磁流体在压差的作用下移动,不均匀磁场对磁流体的作用使磁流体产生对抗压差的磁力而达到压力平衡,密封作用由此实现。磁流体密封结构如图8 所示。

图7 螺旋槽干气密封局部热点Fig.7 Local hot spot diagram of spiral groove dry gas seal

图8 磁流体密封结构Fig.8 Magnetic fluid seal structure drawing
磁性流体密封技术应用是基于磁性流体的旋转轴密封,在对真空度要求较高的机械设备中应用较多,与其他常规密封相比,磁性流体密封的主要优点是结构设计简单、密封性能高。磁性流体密封装置的固体部件之间没有任何接触,因此也没有密封之间的摩擦磨损,且基本无需维护。
4.3 组合密封技术
对于不同类型的密封技术,可以整合发挥其不同的优势,如干气密封与机械密封之间的串联使用,以串联式密封和双端面密封为基础。
磁流体密封与机械密封的新型组合密封[42]的耐压能力高于磁性液体单独密封的密封耐压能力,拓宽了流体动压密封原理的应用范围。将磁性液体密封技术应用于密封液体介质,可以成为解决一些关键技术问题的重要突破口,但现在尚未广泛应用,目前还处在试验阶段。
从组合密封垫圈开始,研究将几种密封方式组合起来发挥各自优势,进而应用于高要求的复杂工况(如深海、航空、航天等),除了防止泄漏外,还能起到多重保险的作用[43]。组合式密封优点为:安全性显著提高;发生损坏时,备用密封会起到阻挡作用;无需大量缓冲气提升压力。
近年来,针对极端工况,使用寿命长的组合密封成为了行业又一研究方向。孙玲等[44]采用端面密封和间隙密封相配合的密封形式的超高压旋转清洗盘,实现200 MPa 超高压力下的可靠密封。韩传军等[45⁃48]对不同形状的组合密封进行了仿真研究,优化组合密封结构。赵乐等[49]设计完成了以直径100 mm 的轴及旋转组合密封圈为对象进行密封性能试验的装置,较好实现了高压力下静态与动态密封性能测试,提高了密封性能,丰富了密封性能的分析方法密封组合技术在实用新型与实际应用上将会更为广泛。
5 结 论
综上所述,近年来国内机械密封技术在理论研究、实际应用中取得了较大的发展。
(1)对于机械密封常见的问题仍是研究者们需要长期关注、解决的问题,如摩擦界面温度分布分形模型、磨损分形模型、湍流模型构建等。对于变工况等理论问题还停留在假设层面,目前研究趋势在于摩擦振动的分形行为研究。在加快推动密封件产业成果产业化,夯实工业发展基础的背景下,自主研发领域将会得到更大的关注。
(2)对极端工况(高温、高压、真空等)条件下的密封性能、常规工况下使用寿命、稳定性等提出了更高的要求。
(3)在机械密封可控层面上,机械密封智能化与密封组合成为未来机械密封的研究重点,为推动机械密封行业进一步发展,应加强相关学科联动。
