回转盘砂型铸造工艺设计及模拟优化分析
2021-12-29杨武红刘小海王永红
杨武红,丁 旭,刘小海,王永红
(1.贵州大学机械工程学院,贵州 贵阳 550025;2.贵阳险峰机床有限责任公司,贵州 贵阳 550025)
回转盘是钻床主轴上的关键零部件,需具有较高的精度和一定的硬度。根据零件的使用用途和零件的结构特征,燕尾导滑面及大平面不能有任何的铸造缺陷。回转盘通常采用砂型重力铸造生产,铸件材料为HT250,HT250 具有高的强度、良好的耐磨性、较好的减振性以及较优的铸造性能[1]。本文结合了相关企业的倾斜浇注生产经验[2],综合本零件结构特征和不断的模拟与优化,确定了浇注位置、分型面、内浇道、浇冒口和冷铁的位置,最终设计出了铸件的最佳砂型铸造工艺方案。本方案可为相关铸件的生产提供技术参考。
1 结构分析
回转盘三维零件图如图1 所示,零件的外形轮廓尺寸为1 040 mm×375 mm×158 mm,零件整体结构相对对称,内部为多肋板半开放多孔结构;最大壁厚处为30 mm,最小壁厚处为10 mm,最小孔直径为6 mm,属于薄壁中型复杂件。此外,对铸件的燕尾导滑面及螺孔面质量要求较高。由于内部有多处筋板和多个孔位结构,使得造芯成为该铸件的难点。
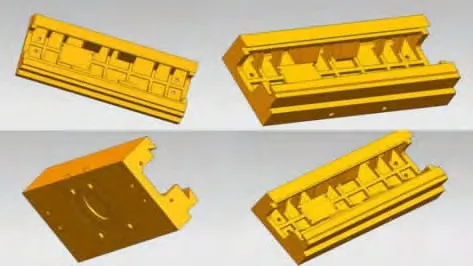
图1 回转盘三维零件图
2 铸造工艺设计
2.1 铸造工艺分析
回转盘材质为HT250,属于小批量生产的中型复杂铸件,对燕尾导滑面和螺孔面有高的质量要求。由于呋喃树脂自硬砂造型得到的铸件尺寸精度高、表面光洁和组织致密等优点,因此选择呋喃树脂自硬砂作为砂型和砂芯的造型材料,使用醇基涂料,手工造型及造芯。该铸件最大公称尺寸为1 040 mm,因此铸件尺寸公差选择CT11;铸造质量公差等级选取MT10;铸件的重量公差为±4%;回转盘尺寸一般,凝固时收缩率不大于其自由收缩率,且考虑到受阻,取收缩率0.9%;根据单件小批量生产原则,本设计中考虑到造型工作效率,所有螺纹孔均不铸出,采取后期钻削加工,长平面燕尾槽后期切削完成。
2.2 浇注位置选择及分型面的确定
浇注位置如图2 所示,燕尾导滑面朝下、大平面朝上浇注,铸件大面位于上面,薄壁及复杂结构可以充分利用重力加强填充,确保细长燕尾导滑面充填及结晶质量。值得注意的是,夹渣等缺陷会上浮于顶部大平面,则需要增大加工余量以便后期机加工去除。此浇注位置优点在于上箱箱体较薄、轻便,容易合箱及造型,利于砂芯安放固定,也利于保证底部燕尾导滑面充填及结晶质量。由于呋喃树脂砂刚度好,浇注初期砂型强度高,利用铸铁凝固过程的石墨化膨胀以有效消除缩孔、缩松缺陷,实现灰铸铁的少冒口、无冒口铸造,减少工艺复杂度。为保证顶部大平面充填质量,采用倾斜浇注。加工余量等级为F~H,考虑到方便加工,确定各加工量的具体尺寸为:导轨侧面为5 mm,端面为8 mm,倾斜浇注顶部及大平面凸台为10 mm,其余加工表面取5 mm.

图2 燕尾导滑面朝下、大平面朝上浇注
将分型面选于铸件的最大截面处,方便起模,简化造型及模板结构和制造,利于保证铸件尺寸精度,同时方便下芯和合箱。
2.3 浇注系统的设计
根据生产经验以及结合本设计的零件结构特征,如图3 所示,将内浇道设置在铸件一端底部外侧表面处,充填阻力小,充填也较平稳;铸型合箱后,使铸型的一端抬起一定的高度,利用金属液的自重压力原理,进行倾斜浇注,如图4 所示,此时铁液在型腔内形成一个压力梯度,倾斜最高处浇注满铁液时达到最大值[4]。此种压力对于最大限度地减少铸铁件的疏松起到决定性的作用,同时可使铁液同时凝固,减少产生热裂倾向。将浇注系统设于外侧表面的待加工端面处,既方便浇注系统的去除,也可保证铸件的外观质量。采用底注式充填阻力小而平稳,流道较短,便于造型。
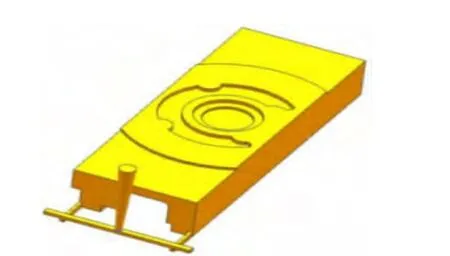
图3 底部浇注
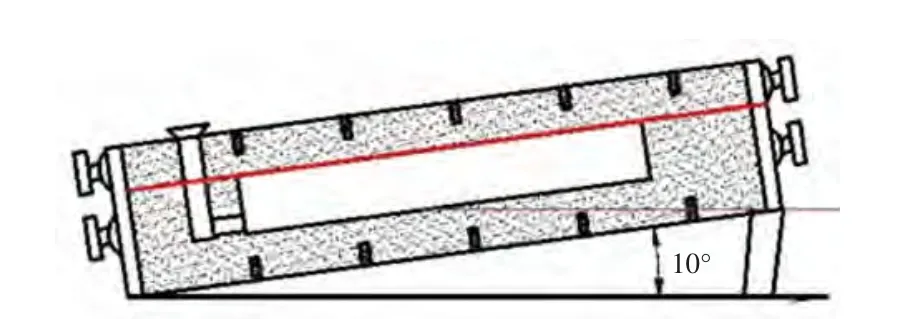
图4 倾斜浇注
3 数值模拟与优化
3.1 底注式倾斜浇注系统数值模拟
采用Anycasting 进行数值与模拟分析[5],模拟结果如图5 和图6 所示。从底注式倾斜浇注系统方案来看,此方案与设想中倾斜浇注充填效果一样,整个充型过程较为平稳,没有发现金属液的飞溅、卷气现象,总体充型效果良好。从凝固顺序来看,铸件在壁厚处出现热节,因此需要对底注式倾斜浇注系统方案进行进一步的优化。
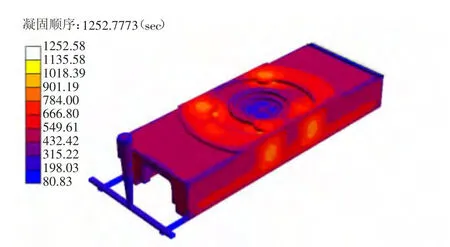
图5 凝固顺序模拟
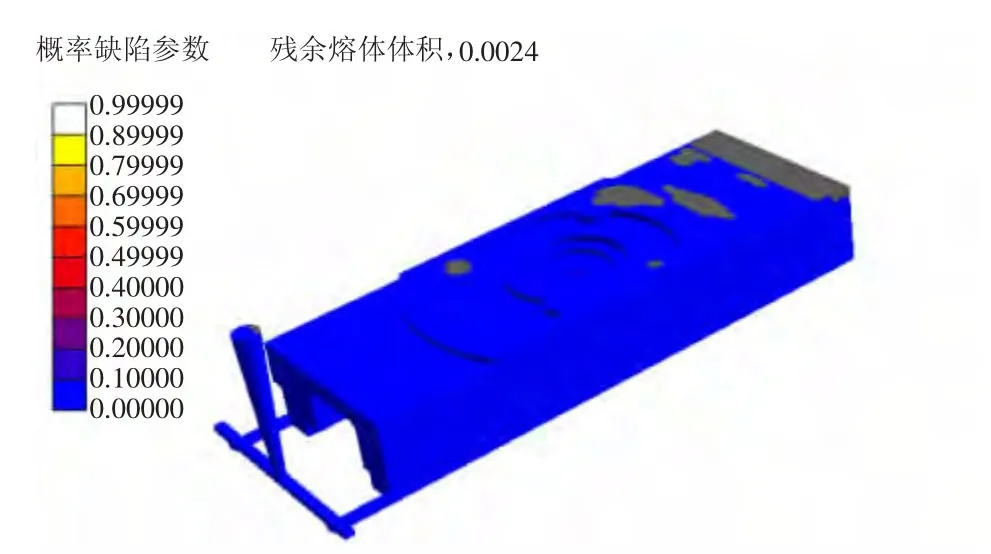
图6 概率缺陷参数模拟
3.2 底注式倾斜浇注系统工艺优化
由图6 可知,此方案产生缺陷主要集中于浇注位置最高处,工艺优化主要分为两个方面:第一是通过开设冒口,消除铸件收缩缺陷;第二是通过控制浇注时铸件在型腔中的凝固顺序,来实现关键部位先行凝固从而得到补缩,消除关键部位的缺陷。该回转盘是铸铁件,在图5 和图6 中可看到,金属液在铸件底部和靠近浇注系统腔内凝固比较慢,为使铸件能够从上到下顺序凝固,设计优化方案为:
1)将底注式倾斜浇注系统改为阶梯式倾斜浇注系统,如图7 所示。阶梯浇注充填顺序是直浇道落下的液体金属先从底部进入型腔,之后随着液面的上升到第二层内浇道的时候,余下金属液就全部从第二层内浇口进入型腔。此时底部内浇道附近导轨部分因为没有新的热的液体金属流入,就先开始冷却结晶,这样就达到底部导轨先结晶,减少了此处过热时间,此处组织性能就更易得到保证;而右边顶部最后结晶的凝固顺序,渣、气体就更易于从右边顶部排出。此外,此阶梯浇注充填阻力小而平稳,流道较短,采用镶块也便于造型,并且浇口切割痕迹在加工面的端面,方便去除;砂芯安放稳固,铸件出品率也高。
2)在铸件右侧最高处设置冒口,考虑到铸件加工完成后机床加工难易程度,以及节约材料等方面考虑,最终决定采用3 个明冒口。根据灰铸铁的成型特性,其体积收缩率不大,冒口主要是用于排出型腔中的气体和收集液流前沿夹渣物或氧化的金属液,因此体积无需过大,优化后的浇注系统如图7所示。
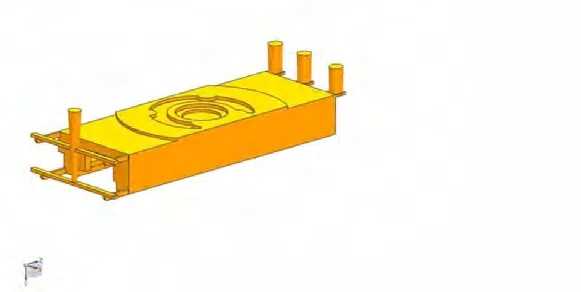
图7 阶梯式倾斜浇注系统及冒口放置位置
3.3 第一次优化数值模拟与分析
由优化方案知,零件的凝固顺序均匀,整体缺陷集中出现在冒口处,有利于保证铸件整体质量。由图8 知在铸件较厚处螺孔附近较大概率出现热节,由此可能产生缺陷,因此在此部位设置冷铁,使得该处金属液受到激冷作用,减少缺陷形成,还可细化该处晶粒尺寸,增加铸件后续加工的螺孔强度。
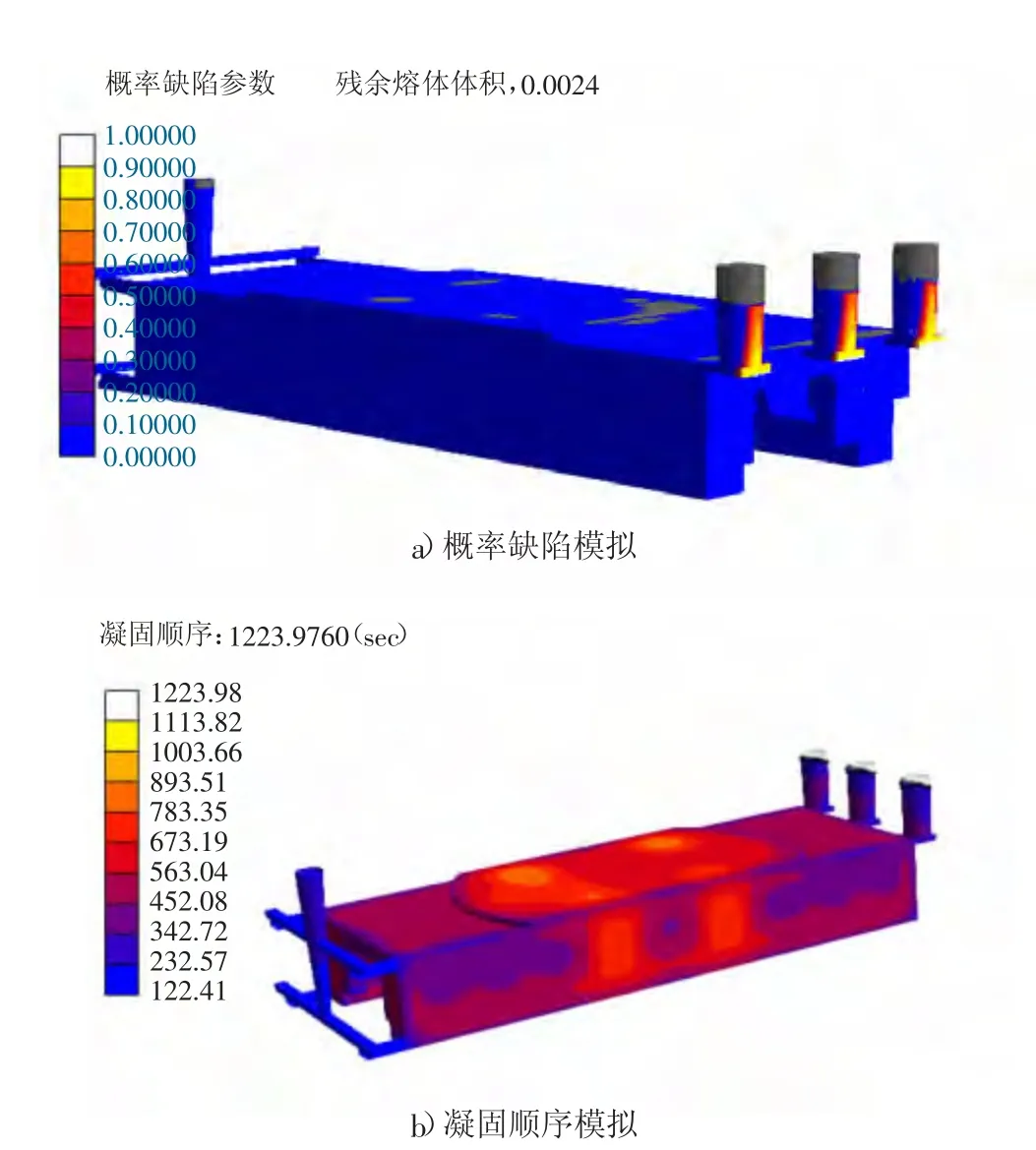
图8 第一次优化方案模拟结果
3.4 第二次优化数值模拟与分析
为了保证顶部热节附近待加工螺孔结晶质量,本次优化采用冷铁作二次优化,冷铁使用铸铁制成,冷铁的放置如图9 所示,此冷铁位置为螺纹孔位置,可提高此处螺纹孔的强度。模拟结果如图10所示,根据模拟结果可知,出现热节情况得到明显的改善,并且铸件表面并无明显缺陷,收缩热节转移至冒口处,满足铸件的质量要求。
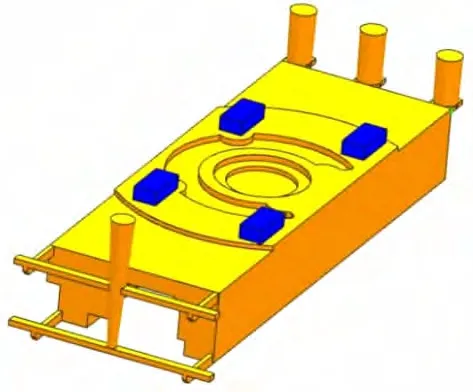
图9 冷铁放置位置示意图
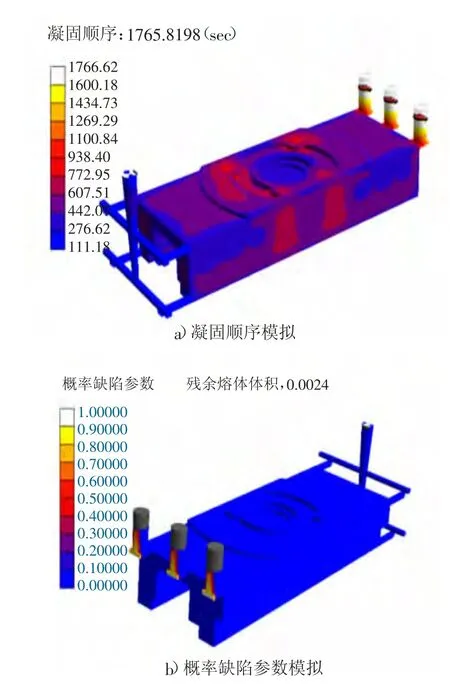
图10 模拟凝固顺序及概率缺陷参数
对三维模型进行称量,铸件质量为174.45 kg,浇注系统质量为85.25 kg,冒口质量为9.8 kg,由铸件工艺出品率公式[6]:
4 砂芯设计
铸件的特点为长方形,综合分析了铸件内外部形状,确定可采用多砂芯镶嵌而成,由于镶嵌小型芯较小,为保证镶嵌小型芯的定位及固定,可使用钢针插接及黏接剂进行型芯拼接固定,防止移位。主砂芯如图11 所示;在图12 中所示阴影区域示例均采用小型芯进行粘接镶嵌而成。最终得到组合砂芯如图13 所示,图示区域为镶嵌小型芯。由主型芯加小方块型芯拼接而成;砂芯两端进行加长,以便于固定在砂型中,避免在浇注过程中,砂芯出现漂浮。为了保证砂芯在制造、运输、装配和浇注过程中不变形、不开裂或折断,芯骨框架采用三根空心薄钢管焊接成品字形,并在管壁上加工出多个孔,作为芯撑及排气通道并减少砂型重量,芯骨结构形状如图14 所示。此方案所需芯盒较少,有利于保证精度。
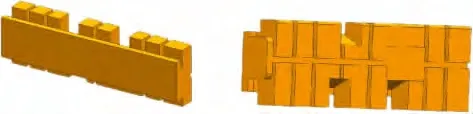
图11 主砂芯
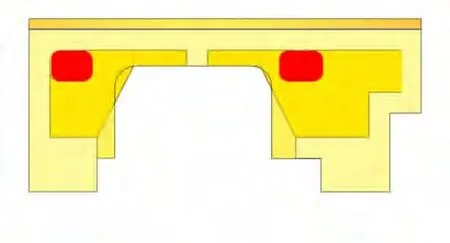
图12 小型芯镶嵌成型
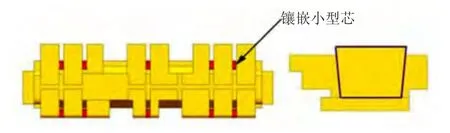
图13 组合砂芯

图14 芯骨结构
4 结论
1)针对单件小批量生产的回转盘采用砂型铸造的铸造方法,得到了一套完整合理的铸造工艺方案,采用树脂砂冷芯盒精密组芯进行造型,得到较高精度的零件;其次为保证砂芯在搬运、合箱及浇注过程中的便捷性、安全性,采用了砂箱及芯骨的设计;
2)内浇道设置于回转盘铸件长度方向一端的侧面底部和顶部表面处,采用阶梯浇注并结合倾斜浇注的方式,易于保证充填平稳及减少底部燕尾导滑处过热;在顶部最高处的加工面处设置冒口,安置冷铁等工艺措施以减少铸件缺陷,有效地保证了燕尾导滑面及大平面重要位置的质量要求;
3)运用Anycasting 模拟仿真软件对其充型过程、凝固过程和收缩缺陷进行模拟分析及方案改进,确定了设计方案的有效性和正确性,铸造出品率高,降低了铸造生产成本,提高了生产效率。
