废旧PET回收料的流变性能研究
2021-12-23马俊滨邢玉静郭熙桃严玉蓉
马俊滨,邢玉静, 郭熙桃,严玉蓉,
(1 广东秋盛资源股份有限公司,广东 普宁 515300;2华南理工大学材料科学与工程学院,广东 广州 510640)
PET,全称聚对苯二甲酸乙二醇酯,因其具备优异的综合性能,在日常生活的各方面均有广泛应用,尤其是在包装与纺织领域(纤维、薄膜、饮料瓶等),使用后的PET产品大多被作为塑料垃圾处理。PET的全球产量在7×107t以上,2019年仅我国纺织加工化纤总量便有4700万吨,但废弃后的回用率仅有14%,废旧化纤纺织品储量约4亿吨[1],且无法自然降解。因此,PET材料的回收再利用得到众多研究关注[1-5]。相比于化学回收的工艺流程与设备投入,物理回收具有流程简易、成本低的特点,受限于物理回收二次加工的特点,回收得到的原料需要经过造粒处理才可以使用。
本研究以回收处理得到的废瓶(R-PET-H)与废纺织物(R-PET-L)为原料(2种回收造粒料),以温度为变量,研究回收料(R-PET)的流变性能,以期为R-PET的改性加工提供参考。
1 实验部分
回收造粒料指将回收处理得到的废瓶片或废纺织物泡料经干燥后通过螺杆挤出造粒,期间不添加任何其他物质。由回收造粒料的制备过程可知,其本质是在未加入添加剂的状态下经过2次挤出得到的粒料,由废瓶片经挤出所得粒料其粘度相比于由废纺织物泡料挤出所得粒料高,如前分别以R-PET-H与R-PET-L表示。
1.1 实验原料
R-PET-H,[η]=0.66 dL/g,广东秋盛资源股份有限公司;R-PET-L,[η]=0.60 dL/g,广东秋盛资源股份有限公司。
1.2 测试与表征
1.2.1 毛细管流变测试
毛细管流变仪:RHEOGRAPH 20(德国Göttfert), 模长径比L/D =30/1,料筒直径15mm;在265、270、275、280 ℃这4个设定温度下测试,测试过程中剪切速率γ.的取值范围为100~1000 s-1,样品加入料筒中预热5min后开始测试[6]。
1.2.2 转矩流变测试
转矩流变仪:RTOI-55/20(广州市普同实验分析仪器有限公司)。转矩流变测试[7]分别在270、275、280、285、290 ℃的温度下进行,在腔室中加入R-PET-H / R-PET-L(50:50)共混料,转速50r/min,测试时间10min。
2 结果与讨论
2.1 毛细管流变
对实验所得的剪切粘度η与剪切速率γ.的对数作图并拟合,得到如图1所示的lgη~lgγ.关系,分别比较同一温度下R-PET-H与R-PET-L回收料对剪切速率的敏感度。显然,在265、270、275、280 ℃这4个温度下,随剪切速率的增加,均是R-PET-H的粘度值下降更快,其拟合曲线斜率的绝对值更大,即在265~280 ℃的温度范围内,相比于R-PET-L,R-PET-H在加工时对剪切速率更敏感。
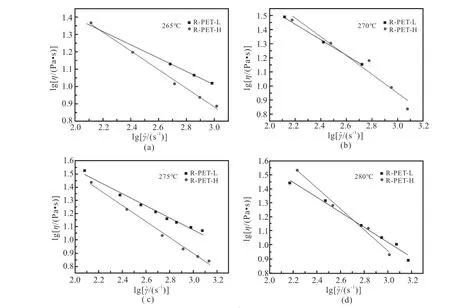
图1 R-PET-H与R-PET-L在不同温度下的lgη~lgγ.关系图Fig.1 lgη as a function of lgγ.for R-PET-H and R-PET-L at different temperatures
将图1拟合曲线斜率绝对值-k列于表1,其中-kH代表R-PET-H的拟合曲线斜率,-kL代表R-PET-L的拟合曲线斜率,Δk即二者的差值。由表1可知:R-PET-H在280℃下对剪切速率变化最敏感,适用于调节螺杆转速改变加工条件,而在265℃时其剪切敏感度明显最低,此时除调节螺杆转速外,也可适当升高温度;R-PET-L则在270℃时具有最高的-kL,同样在265℃下对剪切速率反应较小。因此,对R-PET-H与R-PET-L这2种回收料而言,在未经任何增粘处理情况下,270~275 ℃时加工较为适宜。Δk值可间接反映出2种回收料在相同条件下的流体特性差异,在280℃时R-PET-H与R-PET-L的流体剪切敏感性相差最大,不利于二者的共同加工使用,而在270℃的差异最小,便于调节。

表1 R-PET-H与R-PET-L的lgη~lgγ.拟合曲线斜率与非牛顿指数Table 1 Slope of lgη~lgγ.fitting curves and non-Newtonian exponent of R-PET-H and R-PET-L
此外,利用公式(1)及其变换式(2)中lgη~lgγ.的关系,可以计算得到非牛顿指数n,n是用于区分非牛顿流体与牛顿流体的重要参数[8]。当n=1时,其为牛顿流体;当n>1时,其为膨胀性流体;当n<1时,其为假塑性流体。由表1可看出:R-PET-H与R-PET-L这2种PET回收料均为假塑性流体,且随着温度升高,nH与nL呈现减小的趋势,这体现出材料的非牛顿性随温度升高逐渐增强的趋势,说明在低剪切速率下,即使升高温度也无法有效地改善PET回收料的加工流动性能。

粘流活化能ΔEη是指流动过程中的流动单元克服位垒跃迁所需的最小能量,用于衡量材料的粘度-温度依赖性,反映材料粘度变化的温度敏感性[9]。理论上应通过不同温度下的零剪切粘度的对数值lgη0对1/T作图的斜率得到。由于零剪切粘度不易从实验获得,因此,常以表观剪切粘度代替,计算得到表观粘流活化能,在同一条件下得到的表观粘流活化能仍具有比较性,仍可反映材料粘度的温度依赖性,此时它已不再符合对应的物理意义,存在出现负值的可能性。
图2为R-PET-H与R-PET-L在低剪切速率即100~800 s-1时的lgη与1/T的关系,理论上不同剪切速率下的lgη与1/T存在线性关系,其斜率即为表观粘流活化能,但显然R-PET-H与R-PET-L在低剪切速率下的线性关系不明显。此外,在低剪切速率范围内,随剪切速率升高,回收料R-PET-H与R-PET-L测试不易达到平衡,取到的平衡数据点减少。
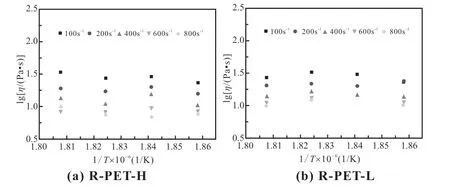
图2 R-PET-H与R-PET-L的lgη~1/T关系图Fig.2 lgη as a function of 1/T for R-PET-H and R-PET-L
就流出状态而言,因R-PET-H与R-PET-L均为未经增粘的回收PET材料,经过2次挤出历史后,分子量下降明显,因此在265~280 ℃内均表现出很好的流动性。
2.2 转矩流变
采用转矩流变仪,研究R-PET-H / R-PET-L共混物(50:50)在不同温度下的流变性能,其结果如图3所示。由图3(a)可见,随着温度的升高,共混物的平衡转矩曲线出现逐层降低的现象,说明共混物的粘度随温度升高而降低,可能伴随有材料的降解。为减少转矩流变仪的测试波动影响,将每20s内的数据取平均值并作图,如图3(b)所示。
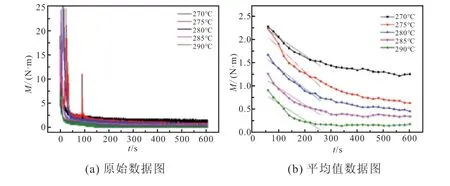
图3 不同温度下R-PET-H/R-PET-L转矩与时间图Fig.3 Torque as a function of time for R-PET-H/R-PET-L at diff erent temperatures
对图3(b)中的曲线计算一阶导数,可求得-(dM/dt)max获得转矩下降变化最大的时间点t-(dM/dt)max,对图3(b)中的曲线计算二阶导数,可得到对应曲线的平衡时间与平衡转矩,其结果见表2。由表2可见,转矩的下降主要集中在60~260 s,因此,对60~260 s的数据点进行拟合并比较不同温度下对应拟合曲线的斜率k,从而得到不同温度下转矩下降的剧烈程度(如图4所示)。
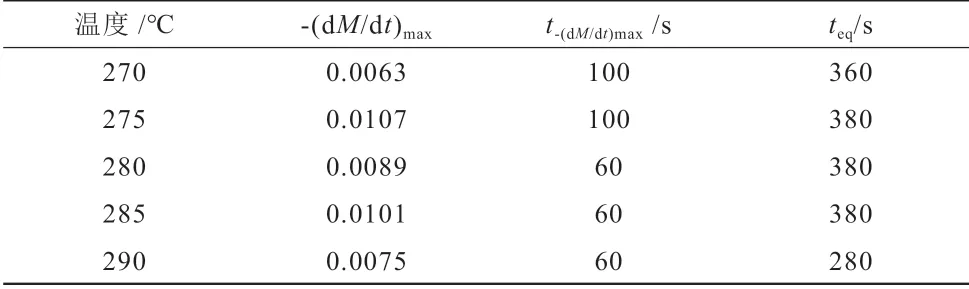
表2 R-PET-H / R-PET-L在不同温度下的转矩平衡数据Table 2 Balance torque of R-PET-H / R-PET-L at different temperatures

图4 平衡转矩及拟合曲线斜率与温度的关系Fig.4 Balance torque as a function of temperature and slope of the fitting curve as a function of the temperature for R-PET-H / R-PET-L
由表2可知:相比之下,共混物在270℃时的-(dM/dt)max最小,在275℃时最大,即在研究温度范围内,270℃下回收料的转矩随时间变化最缓慢,而275℃下转矩随时间变化最迅速。回收料在不同温度下的-(dM/dt)max对应时间点在加料后60~100 s内,即相同温度时回收料在加料后的1~2 min内转矩随时间变化最大。270~285 ℃测试条件下,回收料在360~380 s时转矩达到平衡,而在290℃时,仅在280 s时即达到平衡,且由图4可见其平衡转矩最小,已经低于0.2 N·m,说明该加工温度对于回收料而言可能过高。由图4可知:就平衡转矩而言,在270~275 ℃下降十分明显,275~290 ℃的平衡转矩下降与温度存在线性关系;就拟合斜率而言,在270~275 ℃时拟合斜率具有明显的增加,且在275℃时有最大值,在275℃以上时,斜率降低,转矩的降低趋势减缓。
如上,转矩流变的数据表明:275℃对于R-PET-H / R-PET-L而言是一个分界温度,在275℃及其以上的温度时,材料的粘度过低,不利于加工,这也可以从测试时材料的熔体状态得出。因此,随温度升高,熔体状态明显变稀,即在正常PET加工温度下,以R-PET-H / R-PET-L现有的分子量状态而言,很难甚至无法实现材料的正常加工。
3 结论
(1)转矩流变研究表明,R-PET-H / R-PET-L(50:50)的共混料,在275℃时转矩在60~260 s内迅速下降,在290℃时转矩很快达到平衡且平衡转矩最小,低于0.2 N·m,说明温度过高;275℃是一个分界温度,在其之上,粘度过低,熔体状态明显稀化,不利于加工。
(2)毛细管流变研究表明,同一温度下,R-PET-H的剪切敏感度更强,在280℃时对剪切速率的敏感性最大,同样在280℃下,R-PET-H与R-PET-L对剪切速率的敏感性差距最大,不易于二者的共同加工。
(3)R-PET-H与R-PET-L的非牛顿指数n<1,为假塑性流体,符合剪切变稀,但在低剪切速率下,随温度升高nH与nL则逐渐减小,用于表示粘流活化能的lgη与1/T的线性关系也不明显。因此,低剪切速率下,通过提高温度改善加工流动性的效果十分有限。
