变结构叠层针刺碳纤维预制体力学性能研究
2021-12-19胡健明梁运兴
胡健明,梁运兴,李 鹏,张 诚
(江苏天鸟高新技术股份有限公司,江苏 宜兴 214205)
C/C复合材料凭借优异的性能成为一种高性能新型材料,被广泛应用于航空航天领域。制备C/C复合材料的化学气相渗透(Chemical Vapor Infiltration,CVI)工艺是目前国内外的研究热点之一。碳纤维预制体是C/C复合材料的增强骨架,不仅决定了C/C复合材料的结构和形状,而且会影响基体炭的制备和最终复合材料的性能[1]。
叠层针刺工艺主要以短纤维网胎、连续长纤维基布为原材料,通过刺针往复运动,将短纤维由平面方向迁移至垂直方向,并通过叠层累加,形成具有层间连接结构的三维预制体[2],见图1。
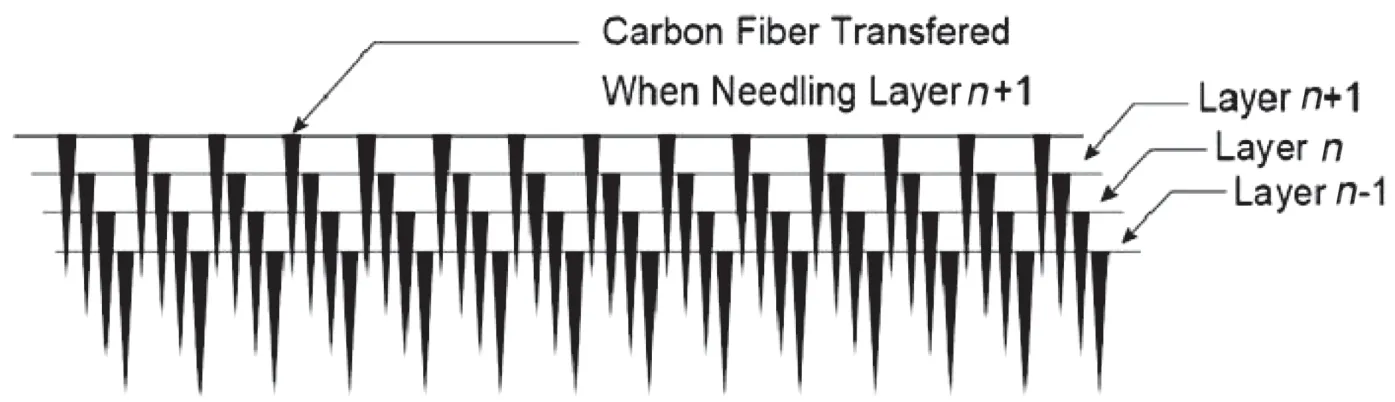
图1 针刺预制体制备过程示意
由于针刺预制体结构中分布有短纤维网胎,叠层针刺碳纤维预制体各向同性好,垂直方向导热和层间性能也较好,是理想的C/C复合材料增强体[3]。传统的均匀结构针刺碳纤维预制体经CVI沉积过程制备C/C复合材料时,容易产生瓶颈效应,后期致密化速度慢,预制体表面沉积较快,易形成闭孔,需要在沉积一定时间后通过机加工消除这种缺陷,导致制备周期长、成本高。随后,变结构(或称“三明治”型预制体结构)在底层和顶层设计低体积密度层,预制体表面孔隙率增大使CVI致密化过程表面状态良好,可继续增密,同时缩短了CVI生产周期,降低了生产成本[4]。但是,变结构针刺碳纤维预制体性能研究未见报道。因此,本研究探索了变结构和均匀结构针刺碳纤维预制体的平面和Z向力学性能,为针刺成型工艺技术的设计与优化、C/C复合材料的设计与应用提供参考和依据。
1 试验
1.1 试样制备
将T700-12K碳纤维裁切为5~9 cm的短纤维,后经干法成网工艺制得均匀的碳纤维网胎。
采用HTS-12K碳纤维无纬布,按0°/90°铺层与一层网胎针刺复合,逐层连续针刺,制得厚度为13.0 mm、体积密度为0.53 g/cm3的均匀结构无纬布网胎针刺预制体,如图2所示。
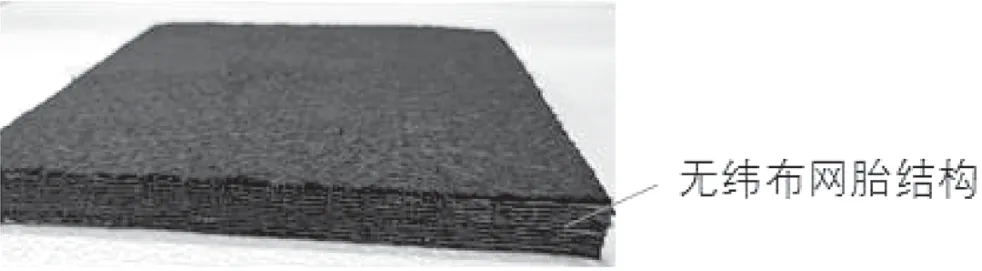
图2 均匀结构针刺预制体
将预制体底层采用全网胎针刺结构,逐层连续针刺,针刺复合制得底层厚度为1.5 mm、体积密度为0.20 g/cm3的变结构针刺预制体。中间层采用HTS-12K碳纤维无纬布按0°/90°铺层与一层网胎复合,逐层连续针刺,中间层厚度为10.0 mm、体积密度为0.61 g/cm3。顶层与底层同为全网胎结构,厚度为1.5 mm、体积密度为0.20 g/cm3,最终制得底层和顶层为全网胎结构、中间层为无纬布网胎结构的变结构针刺预制体,见图3。变结构针刺预制体整体体积密度为0.52 g/cm3。
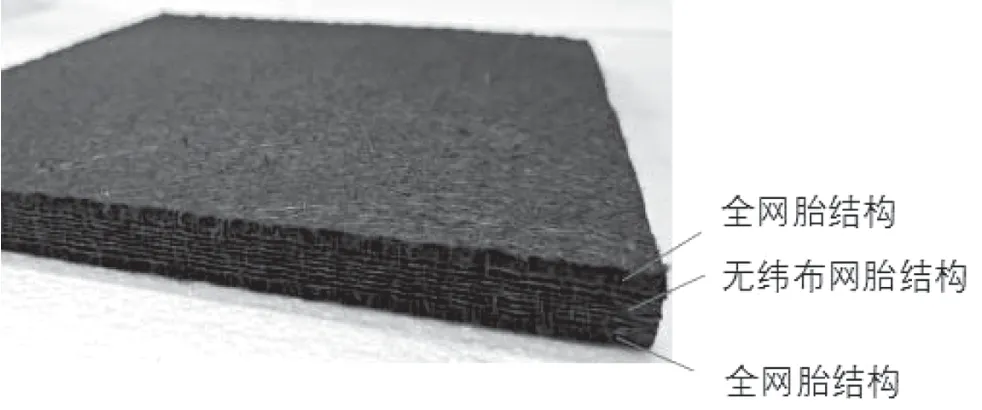
图3 变结构针刺预制体
均匀结构和变结构预制体的长纤维占有率和体积密度见表1。

表1 预制体长纤维占有率和体积密度
1.2 性能测试
采用电子万能试验机,按照GJB 1867—1994《整体炭毡试验方法》进行变结构和均匀结构预制体力学性能测试,测试参数见表2。

表2 测试参数
2 结果与分析
2.1 预制体X-Y向性能分析
预制体X-Y向拉伸性能见表3。

表3 预制体X-Y向拉伸性能
从表3可知,变结构预制体X-Y向拉伸强度高于均匀结构。虽然变结构预制体底层和顶层有低密度全网胎结构,但是变结构中间层的长纤维占有率为82%,主要起承力作用,随着预制体长纤维占有率的提升,预制体X-Y向拉伸性能逐渐提升,可见,预制体X-Y向拉伸性能与长纤维占有率成正比。
2.2 预制体Z向性能分析
预制体Z向拉伸性能和T型剥离性能见表4。

表4 预制体Z向拉伸及T型剥离性能
从表4可知,变结构预制体T型剥离强度高于均匀结构预制体,而Z向拉伸强度较低。这是由于T型剥离在试样的中间向两侧拉开测试,变结构中间层为高体积密度区域,无纬布中的长纤维占有率高,网胎中的短纤维经刺针倒刺迁移至垂直的厚度方向,和层与层之间产生连接,长纤维与短纤维相互连接是提高T型剥离强度的关键。变结构预制体Z向拉伸强度低于均匀结构是因为Z向拉伸是在预制体底层和顶层表面做拉伸测试,Z向拉伸拉脱位置在底层或顶层区域,变结构预制体底层和顶层为全网胎结构,体积密度仅为0.20 g/cm3,长纤维占有率为0%。虽然网胎中的短纤维经针刺迁移至厚度方向,但无长纤维相互连接,仅是短纤维相互连接,连接力小于有长纤维的无纬布和网胎结构。均匀结构预制体底层至顶层均为无纬布与网胎结构,长纤维占有率为71%,长纤维与迁移的短纤维连接较紧密,所以变结构预制体的Z向拉伸强度低于均匀结构预制体。
2.3 预制体性能分析
前期研究表明,影响针刺碳纤维预制体力学性能的主要因素有长纤维占有率、体积密度以及针刺工艺参数等。其中,预制体的长纤维占有率可提高预制体X-Y向拉伸强度,同时也可增大预制体的体积密度。在针刺工艺中,针刺密度和针刺深度将直接影响Z向纤维的迁移量,从而影响预制体的综合性能[5],但过大的针刺密度和针刺深度会加重预制体的损伤,降低预制体的性能。
根据不同预制体的X-Y向拉伸强度、Z向拉伸强度、T型剥离强度可知,预制体Z向拉伸性能包括Z向拉伸强度和T型剥离强度,由网胎中迁移的短纤维贡献。由于变结构预制体的底层和顶层均为全网胎结构,中间层为含长纤维的无纬布和网胎结构,仅以Z向拉伸强度判定变结构预制体的Z向拉伸性能是不准确的,需要将Z向拉伸强度和T型剥离强度相结合,判断变结构预制体的Z向力学性能。合理设计针刺预制体内部结构,可优化叠层针刺碳纤维预制体的各项性能。
3 结论及展望
(1)在叠层针刺预制体中,长纤维占有率是影响预制体X-Y向拉伸强度的主要因素。
(2)在叠层针刺过程中,网胎短纤维迁移是影响预制体Z向拉伸性能的关键,变结构预制体Z向拉伸性能应将Z向拉伸强度和T型剥离强度相结合判断。
(3)变结构叠层针刺碳纤维预制体许多方面的研究还有待完善。由于新型复合材料快速发展,渐变结构将成为叠层针刺预制体一个新的发展方向,其结构与性能需进一步研究。