冷轧连退机组张力控制与应用
2021-12-09孙晓梅
孙晓梅
(唐山钢铁集团高强汽车板有限公司 河北 唐山 063000)
1 引言
冷轧连退机组生产线自动化程度高,在生产过程中,由于张力的存在,所以保证了带钢在连续运转过程中不跑偏,张力控制对生产线起着至关重要的作用。张力数据的调整与设置是生产中重要的数据,一般张力数据采用脉络调整,依靠入口开卷机、出口卷曲机、生产线张力辊组、出入口活套建立完成[1]。
2 连退机组主要设备组成及主要工艺流程
连退机组生产线按工艺流程大致包括以下内容:开卷机、焊机、入口活套、清洗段、连退炉、平整机、拉矫机,耐指纹机、圆盘剪、涂油机、分切剪、卷曲机。在整条生产线上还分布着8组张力辊组,其构成见图1。

图1 连退线主要设备
冷轧连退生产线开卷机按照一定的速度控制要求,将两卷带钢的带头与带尾焊接在一起。整条生产线张力控制,通过8组张力辊完成。同时,参与张力控制的还包括出口和入口、活套检查站、平整机[2]。在该连退生产线前期进行清洗处理,分为碱清洗、电解清洗和热水漂洗,对冷轧带钢的表面清洗与净化。带钢经过入口活套进入,连退炉,对带钢完成热处理,改变了带钢内部的晶格结构,从而完成对带钢硬度的处理,退火后的带钢经过出口活套和平整理,对整个带钢表面的质量进行深加工处理,然后经过圆盘点修正边部完成最后的产品。
3 连退机组张力控制分析
3.1 PLC系统张力闭环控制流程分析
根据生产带钢的品种、宽度、厚度不同权限的张力参数要不断地进行优化。二级系统给一级PLC控制系统下发张力设定值,这个控制系统为闭环控制,主要控制参数通过一级自动化控制系统实现数据调整与设置。根据张力信号的反馈内容,将张力计反馈的内容,通过变频器电机进行数据流调整,流程图见图2。

图2 张力闭环控制数据流
转矩反馈方式:一级PLC控制系统通过以太网接收的二级系统所下发的张力设定值进行变频器调整电机的转速,二级系统中的所有张力设定值都来自对生产现场的实际设定。一级PLC控制系统,当接收到指令信号时,将张力分布于开卷机张力辊组货套、卷曲机、平整机等电机的转矩,在PLC控制转换器下进行转换[3]。
PLC控制系统的通信控制方式,主要通过调整电机转速完成电机与变频器之间的信息沟通,同时变频器根据电机模拟数据进行矢量闭环控制,并将所有的转矩数值反馈给一级PLC,经过运算与设定的张力值进行比较,对现场的张力设定值不断进行调整[4]。根据生产实践来看,目前张力设置,通过对生产现场的数据布线反馈电流信号,再将这些信号源反馈给PLC控制中心进行数据分析,实现闭环控制调整,所有的控制都是依靠张力辊组、开卷机、卷取机、活套的电机完成。生产过程中带钢速度及补偿控制参数见表1。
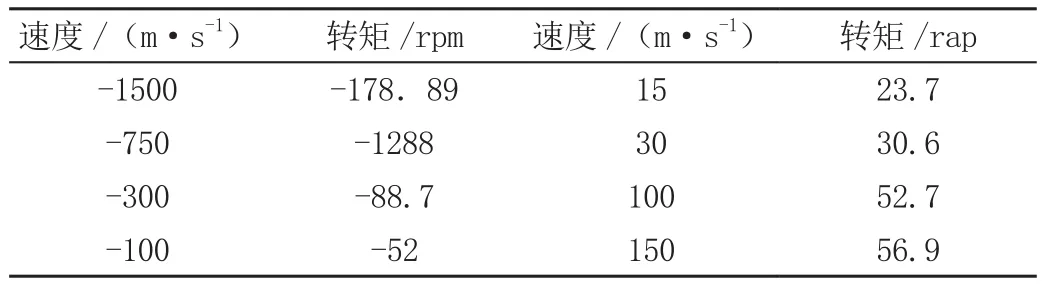
表1 补偿值预测表
3.2 变频器中张力控制流程分析
我单位所使用的变频器张力控制,全部采用西门子S120系列变频器,西门子变频器控制模型主要由速度斜坡发生器、速度PID调节器(ASR)、电流PID调节器(ACR)、速度限幅(n_lim)、转矩限幅(T_lim)、电流反馈(I_fbk)和速度反馈(n_fbk)等环节组成,见图3。
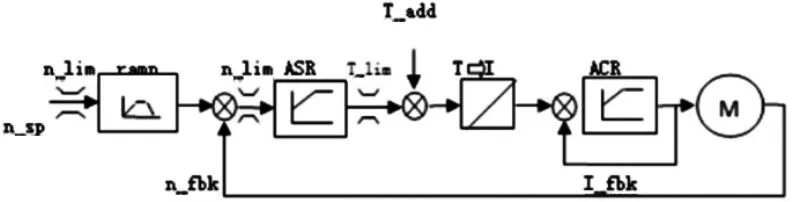
图3 西门子变频器交流调速控制模型
在连续退火机组生产过程中,电机组传动变频器始终按照闭环控制模式进行数据调整,从而完成了整个对生产线的张力控制。在生产过程中第一速度实际值应低于设定速度,第二通过控制转矩线幅来实现。带钢在出口和入口,通过开卷机与卷曲机和对应的张力辊形成张力设置由于整条生产线的主力速度,由张力轨的主力速度轨控制,所以为了保证各段张力均匀,PLC系统通过对两个机器设备的变频器转接线幅控制来完成最终的变频器运行[5]。
在连续退火机组中,张力辊组一般都由两个辊组成,包括了主动辊和张力辊。张力辊的速度控制依靠闭环控制系统完成调节,这就造成了张力辊组的控制方式与开卷机、卷取机和活套的控制方式不同。在生产实际运行中,张力辊与速度辊相比,PLC对于张力稳的调节积分环节不实时进行,这样的自动化控制方式就保证了整个带钢在生产过程中,变频器与电机速度相互匹配调整,保证了整个生产线带钢的智力值设定。
4 PLC与变频器之间的通信
我单位所使用的连退机组全套自动化控制系统为西门子S7400PLC,与之匹配的变频器为西门子S120,这样的控制系统保证了整个生产运行的稳定性和连续性。控制系统与变频传动系统之间通过Profibus-DP二代协议,这一系统具有较强的干扰能力,同时也可以实现远距离传输,对于连退生产线而言,机组运行距离较长,适用于这样的信号传输系统[6]。
Profibus-DP二代协议所采用的控制方式是总线型拓扑结构,在一个PLC总线连接上可以分布多个传动子站,这一控制方式整体布局见图4。这样的布局实现了各个子系统之间的互不干扰,非常适用于冶金冷轧生产系统。
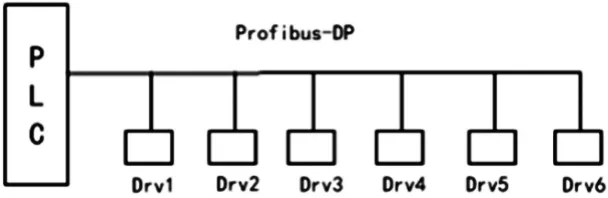
图4 Profibus-DP网络拓扑示意图
整个控制系统当中,PLC在程序中以数据DB块的格式进行数据编码,并且随着生产运行的不断调整,所有的格式、所有数据编码的指令定位在每个DB块的数据模型中均赋予了明确的意义[7]。变频器接收和发出的所有的指令信号都通过PLC调整为相应的字符状态。同时,整个PLC控制系统接收到的也为控制字符,例如速度给定转矩限制、启动停车、应急停车降速等,通过对字和定义的编程实现了对最终整个生产线的控制与调整,通过这些控制以调整完成了最终生产线的张力控制权限,所有的指令速度控制也是通过这一套自动化控制系统来实现的[8]。
5 结语
在冷轧带钢生产过程中,需要对各种参数进行严格控制。所有参数的控制精度直接影响着最终的产品质量与尺寸精度,并且在生产过程中各类参数会存在很大的不确定性,尤其是张力控制这一数据模型,控制通过自动化设备完成具有规律性,是冷轧带钢生产的基础参数[9]。通过对冷轧连退生产线机组的张力控制分析,说明了在整个连退生产过程中,张力与转矩之间的设定值相互关系明确了。PLC控制系统在张力闭环控制流程中的作用,对于张力这一抽象概念,通过参数实际的分解,更加深入地了解了整个控制系统的工作过程。对于自动化程度较高的冷轧生产线而言,对张力实现了最终的控制,也就完成了对整个生产线的速度控制。
