一种热敏材料生产废水预处理实验研究
2021-12-09朱志广马雨飞
郭 姣,朱志广,赵 亮,马雨飞,刘 欢
(乐凯医疗科技有限公司 河北 保定 071054)
1 引言
一种热敏材料生产过程中的涂布液损耗、废弃的原材料、清洗废水等混合到一起形成生产废水,通过配方分析可知废水中含有聚乙烯醇(PVA)、热敏显色剂、染料、表面活性剂及其他助剂等,该废水成分复杂,有机物浓度高,化学需氧量(COD)高达到20 000~30 000 mg/L,处理难度大。
热敏材料生产过程中PVA用量大,所以废水中PVA 含量较高,而PVA具有较好的水溶性、化学性质极其稳定、可生化性差,使用一般生物处理的去除效果极不理想,属于典型的难生化降解有机物[1]。随着热敏材料产量的增加,大量的生产废水排入公司的生化处理系统,使水体产生大量泡沫,而且破坏了好氧微生物的活性,导致公司的水处理系统处理能力下降,所以在废水处理时要首先去除水中的大部分的PVA。
另外,废水中的显色剂为含有苯环结构的有机物,难以被微生物降解,使废水的可生化性较低。其他一些助剂,粒径多在1μm左右,具有很好的悬浮性和分散性,使废水的处理难度加大。
国内外学者对含有PVA工业废水的处理做了大量的研究,含PVA废水大多成分复杂,处理方法大致可划分为物化法、生物法及组合工艺。物化法主要有化学凝结法、絮凝法、膜分离法和高级氧化法等。单独物化工艺虽然处理效果较好,但成本相对较高,而且还会带来污泥、膜等二次污染问题。生物法主要通过活性污泥利用微生物的新陈代谢作用来降解PVA[1-2],主要有PVA降解菌生物降解法、厌氧法、好氧法、水解酸化法等。单独生化工艺最大优点是运行费用低,但是处理周期长,处理效果容易受到水质波动的影响,并且随着越来越严格的排放标准实行,单独生化工艺处理后的废水很难达到排放标准。现有的工程通常会根据水质特点将两种或多种工艺联用,先用物化法预处理,降低后续处理工序的负荷[3-4]。
本文通过实验比较了热敏材料生产废水使用不同预处理方法的处理效果,并摸索了药品投加量对絮凝沉降效果的影响,为后续处理工艺减轻压力。
2 实验材料及方法
2.1 实验材料
2.1.1 实验废水
使用实验室的热敏材料涂布液模拟废水,摸索实验方案;其他实验废水取自乐凯医疗涂布车间污水处理工段调节池废水。
2.1.2 实验试剂
淀粉、Na2SO4、硼砂、Na2CO3、NaOH(使用时配制成8%的水溶液)、聚合氯化铝(PAC,使用时配制成浓度为100 g/L的水溶液)、阳离子聚丙烯酰胺(PAM,使用时配制成浓度为1 g/L的水溶液)。
2.2 实验仪器
PG-S型电子天平;IKARW 20可调速搅拌;Mettler Toledo pH计;
5B-6C(V10)多参数水质测定仪(连华科技)。
2.3 实验方法
分别取一定量的废水,加入不同的药剂,经充分搅拌混合后静置,目测破乳情况,测试上清液的COD。废水及上清液COD的测试使用连华科技的5B-6C(V10)多参数水质测定仪测定。
3 结果与讨论
3.1 不同预处理方案比较
使用实验室剩余涂布液模拟车间废水,摸索预处理方案。在100 mL 废水中加入不同的药品,根据絮体形成情况、沉降情况、COD的去除率比较几种预处理方案,从中选出一种方案进一步探究影响因素。表1为五种实验方案药品投加情况。
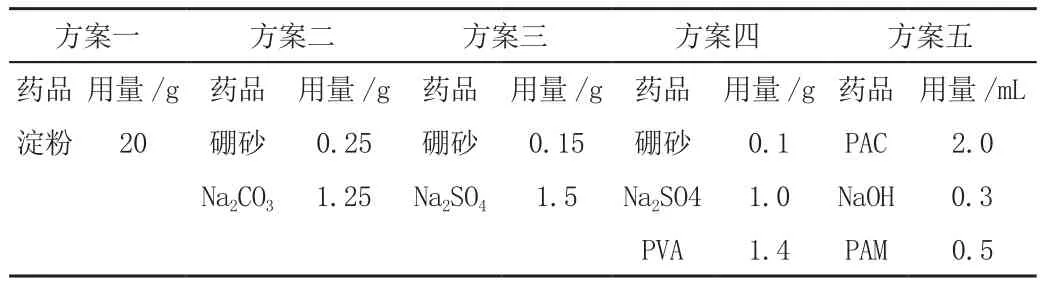
表1 实验方案Table 1 Experimental scheme
由于方案一、二静置12 h后,絮体与上清液难分离,故未测试其上清液的COD。图1为其他三种方案COD去除率比较。
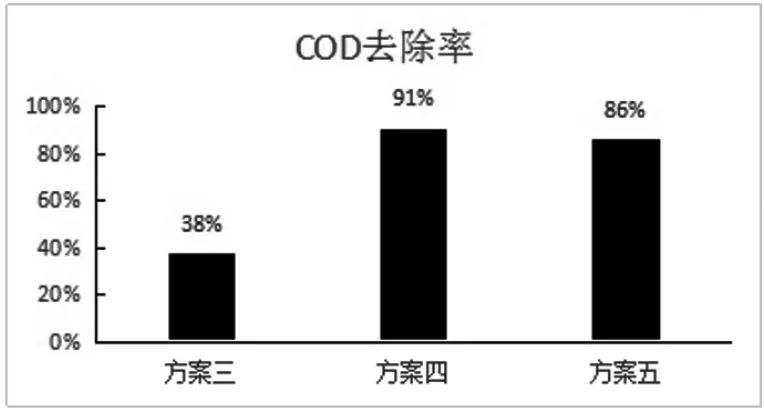
图1 COD去除率比较Fig1. The comparison of COD’s removal rate
方案一采用物理交联的方法,使废水中的PVA发生交联,效果不理想;方案二至方案四采用化学盐析法,使得硼砂与PVA分子发生交联反应,在Na+和SO42-或CO32-的极性作用下,通过其强大的水和能力结合大量的水分子,使得PVA分子脱水从废水中析出[2]。通过实验比较可知,方案四的COD去除率最高,但在实际实验过程中,废水中PVA含量影响处理的效果,且絮体沉降时间长,不利于实际操作。方案五中的PAC、PAM为水处理较常用药品,综合比较处理效果较好。所以采用方案五絮凝沉降法处理车间产生的污水。
3.2 药品投加量对絮凝沉降效果的影响
在废水中加入絮凝剂PAC和助凝剂PAM后,PAC聚合氯化铝水解产生的多核羟基络合物对水中胶体颗粒进行电中和、压缩扩散层、降低专电位和水化膜,使颗粒脱稳,再经过吸附架桥和网捕卷扫作用生成粗絮体而实现水分离[5]。PAM聚丙烯酰胺是优良的助凝剂,它可与水中有机物形成氢键、中和胶体表面电荷,表现出巨大的表面吸附和优良的架桥能力,加入PAM后可使废水中的絮体体积增大,密度增加,沉降速率加快,出水浊度降低。该方法可有效去除热敏材料生产废水中大部分PVA、悬浮物等污染物,但其药品的加入量对絮体的形成和COD的去除效果有很大影响。
实验废水取自乐凯医疗涂布车间污水处理工段调节池废水,废水pH值6.8左右,COD值为29 200 mg/L。设计以下实验方案摸索药品投加量对絮凝效果的影响:取500 mL废水,在搅拌速度250转/分条件下,首先加入PAC溶液,充分混合均匀加入NaOH溶液调pH值,出现絮体后加入PAM溶液,搅拌均匀后停止搅拌,静置30分钟,测试上清液COD。
3.2.1 pH值对絮凝效果的影响
PAC溶液用量为15 mL,PAM溶液用量为2.0 mL固定不变,改变NaOH溶液的用量,调整废水pH值。从图3可以看出pH在7.50时废水的COD值最低。废水PH值小于7.00时,絮体较小,沉降速度慢,上清液浑浊;废水pH在7.50~8.00左右,絮体较大,沉降速度快,上清液清澈;pH值继续增加,絮体抱团变大,但上清液变浑浊,COD值也随之升高。

图2 pH值对絮凝效果的影响Fig2. Effects of pH dosage on flocculation efficiency
3.2.2 PAC投加量对絮凝效果的影响
调节废水pH值为7.50左右,PAM用量为2.0 mL,改变PAC的用量,通过图3可以看出,随着PAC用量加大,废水的COD先降低再升高。PAC溶液用量为17.5 mL时破乳效果最好,实验时PAC用量再继续增加会有絮体漂浮现象,PAC过量会使胶体表面吸附过多的凝聚离子,废水中胶体表面电荷电性反转,出现胶体再稳现象,导致絮凝效果开始下降[5]。
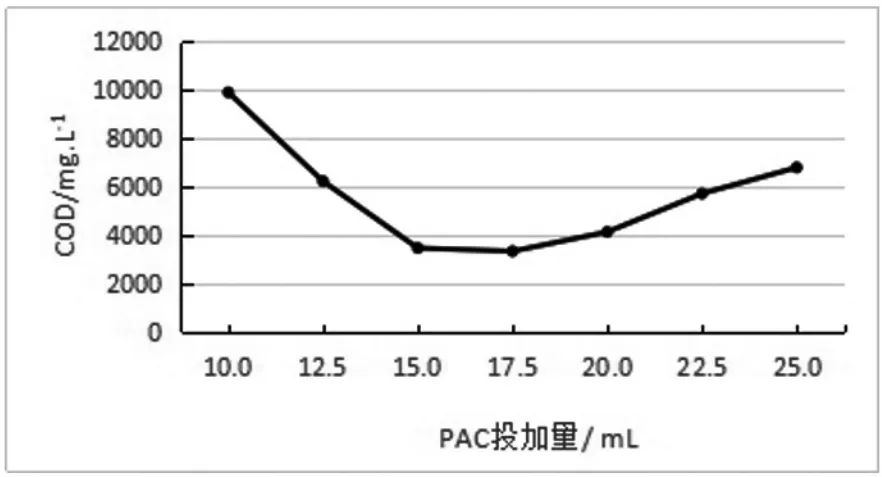
图3 PAC用量对絮凝效果的影响Fig3. Effects of PAC dosage on flocculation efficiency
3.2.3 PAM投加量对絮凝效果的影响
调节废水pH值为7.50左右,PAC用量为17.5 mL,改变PAM溶液的投加量,废水的COD去除效果如图4所示,当PAM用量为2.0 mL时絮凝效果最好,PAM量再增加絮体增大,但上清液的COD上升。PAM投加量过少会降低其与絮状体颗粒碰撞的机会,进而降低絮凝效果;而用量过多则会对出水水质产生负面影响(其本身不易降解),并且还会增加运行费用[6],因此,PAM最佳投加量为2.0 mL。

图4 PAM投加量对絮凝效果的影响Fig4. Effects of PAM dosage on flocculation efficiency
3.2.4 小结
实验结果表明,使用絮凝沉降法处理车间生产废水时,药品NaOH、PAC和PAM的用量过多或过少都会使上清液的COD值升高。最佳的药品投加量为:500 mL废水中投加PAC溶液(100 g/L)17.5 mL,充分混合均匀加入NaOH溶液(8%)调pH值至7.50,出现絮体后加入PAM溶液(1 g/L)2.0 mL,搅拌均匀后停止搅拌,静置30分钟以上,废水的COD去除率可达到88.6%。
4 结论
实验室比较了物理交联法、化学盐析法、絮凝沉降法的废水预处理效果,综合比较采用絮凝沉降法对车间废水进行预处理。摸索了药品投加量对絮凝沉降效果的影响,对该热敏材料生产废水的预处理有一定的指导作用。实验室使用絮凝沉降法对500 mL废水进行预处理时,在PAC溶液投加量17.5 mL,pH值7.50,PAM溶液投加量2.0 mL,沉降时间大于30分钟时预处理效果最好,COD去除率可达88.6%。采用絮凝沉降法对一种热敏材料生产废水进行预处理,为后续进一步进行高级氧化、膜处理或者生物处理等奠定良好的基础。
