顺丁橡胶增韧等规聚丙烯材料的性能
2021-12-02罗忠林罗发海蔺海川罗发亮
张 奇,罗忠林,罗发海,蔺海川,冒 杰 ,罗发亮
(1. 宁夏大学 省部共建煤炭高效利用与绿色化工国家重点实验室,宁夏 银川 750021;2. 宁夏神州轮胎有限公司,宁夏 石嘴山 753400;3. 宁夏六盘山高级中学,宁夏 银川 750000)
聚丙烯(PP)因在成型工艺、耐水性、耐汽油性和耐化学性方面的优异性能而被广泛应用于制模制品、薄膜或片材[1-3],但由于抗冲击性能较差,特别是在低温或高应变率等极端条件下,PP作为工程热塑性塑料的用途仍然有限。
PP与橡胶共混增韧改性,由于增韧效果优异,近年来不断成为重要的研究课题。Banerjee 等[4]提出橡胶颗粒是开裂终结者,橡胶颗粒可以防止非常大的裂纹的增长,通过产生大量的小裂纹起到增韧效果,而在没有橡胶颗粒的情况下,聚合物只产生少量的大裂纹。一直以来,研究人员多采用乙丙橡胶[5-6]、三元乙丙橡胶[7-8]和丁苯橡胶[9-10]等增韧PP,并且取得了不错的效果。
目前,等规PP(IPP)/顺丁橡胶(BR)合金已经引起了研究者的重视。王力[11]采用动态硫化法改善了PP与BR两相的相容性,橡胶相的交联提高了共混体系橡胶相的弹性和模量,使复合材料的冲击强度和拉伸强度同时提高,比简单共混物的冲击强度提高1倍左右。Sheng等[12]考虑到IPP/BR合金的不相容性,用乙烯基丙烯酸酯(EA)对BR进行接枝改性,发现对合金体系增容后,IPP/BR-EA共混体系的缺口冲击强度明显优于IPP/BR体系。孙辉等[13]研究了PP/BR共混,发现共混体系存在一个最佳共混温度和转速区,可使共混相结构最优。Sun等[14]则系统地研究了不同组分IPP/BR合金的相结构及形态。但目前关于IPP/BR复合材料的结晶性能和抗冲击性能的研究鲜有报道。
本工作将BR与IPP按不同配比熔融共混制备了IPP/BR共混物,并利用DSC,XRD,POM,SEM等方法考察了BR添加量对IPP/BR共混物的结晶性能、光学性能和力学性能的影响。
1 实验部分
1.1 原料与仪器
IPP:牌号1102K,国家能源集团宁夏煤业集团;BR:牌号BR9000,独山子石化分公司;抗氧化剂1010和168:工业级,德国巴斯夫公司。
AK-36型同向双螺杆挤出机:南京科亚化工成套装备有限公司;XH-40型双辊筒开炼机:东莞市锡华检测仪器有限公司;SJZS-10A型微型锥型双螺杆挤出机、SZS-15型微型注射机:武汉瑞鸣塑料机械制造厂;GTM8050S型微机伺服控制电子万能材料试验机:协强仪器制造(上海)有限公司;XJC-25ZD型电子组合式摆锤冲击试验机:承德精密试验机有限公司;ZEISS EVO18型钨丝灯扫描电子显微镜:卡尔蔡司公司;Q20型差示扫描量热仪:TA公司;BX53M型偏光显微镜:OLYMPUS(中国)投资有限公司;D/max 2200 PC X型射线衍射仪:日本理学公司。
1.2 试样制备
将IPP粒料在80 ℃下鼓风干燥8 h,将主抗氧化剂1010和辅抗氧化剂168置于真空干燥箱中在90~100 ℃下进行10~12 h的真空干燥,将BR在50 ℃下以40 r/min的转速在密炼机上密炼20 min后剪碎,在80 ℃下鼓风干燥8 h,在IPP、抗氧化剂1010和168粉末中加入几滴液体石蜡使它们均匀混合,然后加入到同向双螺杆挤出机,期间不断加入剪碎的BR,共混5~7 min,冷却造粒,再将所制得的共混物颗粒加入到微型锥型双螺杆挤出机中熔融后挤出得到相应的共混测试样条。IPP和BR按不同配比制得的共混物记为xIPP/yBR(x,y为质量分数)。
同向双螺杆挤出机10个区以及机头的温度见表1。螺杆转速为100 r/min,微型锥型双螺杆挤出机4个区温度依次是190,185,185,190 ℃,螺杆转速20 r/min。微型注射机制备测试用标准样条,注射机模具温度为30 ℃,注塑头温度为190 ℃,注射时间为2 s,合模具时间27 s。

表1 同向双螺杆挤出机各区段加热温度Table 1 Heating temperature of the extruder sections
1.3 性能测试
DSC分析:将试样剪成4~6 mg小片置于铝坩埚中,以20 ℃/min的速率由20 ℃升至200 ℃,在200 ℃下保温5 min,然后以10 ℃/min的速率降至20 ℃,再以10 ℃/min的速率从20 ℃升至200 ℃,利用DSC结果计算结晶度[15]。
采用X射线衍射仪对试样进行晶型分析:扫描速率为1(°)/min,测试电压40 kV、电流40 mA, Cu靶,陶 瓷X光 管,2.2 kW,λ=0.154 2 nm,2θ=5°~55°。
将冲击测试后未刻蚀的样条断面干燥8 h后,贴在导电胶上,进行喷金处理两次,每次20 s,采用钨丝灯扫描电子显微镜观测表面形貌,测试电压为10 kV,放大倍数为1 000倍。利用偏光显微镜观察体系的晶体形貌。
冲击韧性测试按GB/T 1843—2008[16]规定的方法进行,注塑试样为80 mm×10 mm×4 mm、缺口深度为2 mm的标准长条型样条。拉伸性能测试按GB/T 1040—2006[17]规定的方法进行,注塑试样为80 mm×10 mm×4 mm标准哑铃型样条,拉伸速率为20 mm/min。不同配比的试样分别进行10次平行试验,取10次测试结果的平均值。
2 结果与讨论
2.1 DSC表征结果
IPP聚集态结构分为非结晶区和结晶区。结晶度降低,晶体含量减少,结晶区域增大。通常无定形橡胶的加入会使复合材料结晶度下降。图1为IPP/BR共混物的DSC曲线,相应的结晶峰温度和结晶度见表2。由图1a结晶曲线可知,在IPP/BR二元共混体系中,添加5%(w)BR的IPP/BR共混物的结晶温度相比纯IPP提高了4.55℃,说明BR对IPP结晶温度有一定的影响,但此后,随BR含量的增加,共混物的结晶温度呈下降的趋势,这是因为BR是无定形的,过多的BR增加了IPP的无定形区域比例,使复合材料结晶度有所降低。由图1b熔融曲线可知,IPP/BR共混物与IPP熔融峰温度变化不大,表明BR的加入对复合材料的加工温度影响不大,且当BR含量为5%(w)时,共混物的熔融峰温度最高为165.39 ℃。此后,随着BR含量增加,共混物的熔融峰温度呈下降趋势。

图1 IPP/BR共混物的DSC曲线Fig.1 DSC curves of isotactic polypropylene(IPP)/butadiene rubber(BR) blend.

表2 IPP/BR的结晶温度及结晶度Table 2 Crystallization temperature(θc) and crystallinity(Xc)of IPP/BR
2.2 XRD表征结果
图2为试样的XRD谱图。PP属于半结晶树脂,由于加工条件不同或成核剂类型不同,结晶形态存在α、β、γ、δ和拟六方这5种晶系[18-19]。其中,α型为最常规、热稳定性能最优的晶型,由熔体自然冷却的均相结晶主要为α和β型[20]。如图2所示,各曲线在2θ=14.2°,17.0°,18.6°,21.8°处均存在衍射峰,分别对应IPP的α单斜晶系的(110),(040),(130),(131)晶面衍射峰[21];在2θ=16.3°处出现强度很低的衍射峰,对应β晶型的(300)晶面衍射峰。从IPP/BR共混物衍射谱图可以看出,衍射峰位置没有变化,说明BR未对IPP的晶型产生影响。
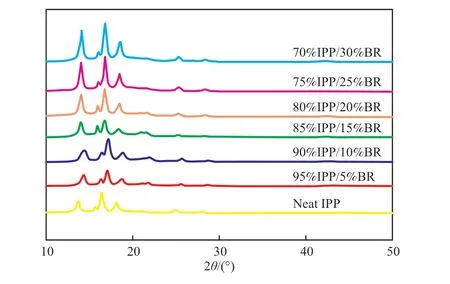
图2 试样的XRD谱图Fig.2 XRD patterns of samples.
2.3 POM表征结果
图3为试样的POM照片。如图3所示,纯IPP在140 ℃下结晶30 min后生成了较为完整的球晶,且有明显的黑十字消光现象。对于IPP/BR共混物,随着BR含量增加,黑十字消光现象减弱,球晶完整性降低,这与DSC表征结果一致。

图3 试样的POM照片Fig.3 POM images of samples.
2.4 BR含量对材料力学性能的影响
BR用量对IPP/BR共混物冲击强度的影响见图4。

图4 BR含量对IPP/BR共混物冲击强度的影响Fig.4 Effect of BR content on the impact performance of the IPP/BR blend.
如图4所示,随着BR含量的增加,IPP/BR共混物的冲击强度不断增大,且当BR含量为25%(w)时,冲击强度最大增至15.58 kJ/m2,与纯IPP的冲击强度(5.11 kJ/m2)相比提高了204.9%,继续添加BR至30%(w)时,冲击强度降至12.26 kJ/m2,这是由于橡胶含量增多后,产生团聚,使橡胶相和基体相IPP产生相分离,IPP的冲击强度未得到进一步提高。BR颗粒的增韧作用为:1)充当应力集中中心,诱发产生大量银纹和剪切带,从而消耗能量,提高冲击强度;2)控制银纹的发展,使银纹终止而不发展成有破坏性的大裂缝。
众所周知,材料的刚韧是平衡的,韧性增强的同时刚性会减弱[22]。由于BR强度低于IPP,且BR的加入使IPP/BR共混物结晶度降低,因此使得混合物强度和模量下降[23]。BR含量对IPP/BR共混物拉伸强度和断裂伸长率的影响见图5。从图5可看出,随BR含量的增加,IPP/BR共混物体系的拉伸强度呈下降趋势,而断裂伸长率呈相反趋势,当BR含量为30%(w)时,IPP/BR共混物体系的拉伸强度和断裂伸长率分别是28.31 MPa和271.97%。

图5 BR含量对IPP/BR共混物拉伸强度(a)和断裂伸长率(b)的影响Fig.5 Effects of BR content on the tensile strength(a) and elongation at break(b) of IPP/BR blends.
2.5 SEM表征结果
聚合物断面的粗糙度是分析材料宏观韧性的重要因素。试样断面的SEM照片见图6。从图6可以看出,纯IPP的冲击断面较为平整,但仍存在少量且不规则的扩展裂纹,表明纯IPP呈典型的脆性断裂方式,裂纹在扩展中遇到的阻力小,裂纹延伸容易,吸收的冲击能量比较少,所以冲击韧性较差。当BR含量为5%(w)时,断裂面出现了少量不规则孔洞,随着BR不断增加,表面孔洞也不断增加,当添加30%(w)BR后,断面非常不平整,并且能够看到许多裂纹,断裂面呈典型的“海岛结构”,形成“海岛结构”的材料会使材料的断裂韧性成倍增加,这与力学性能测试结果相符,说明共混材料呈韧性断裂。另外,裂纹较宽且能看到部分界面分离,说明IPP与BR并不能完全相容,但粗糙的表面证实了BR能够有效增韧IPP。

图6 IPP/BR断面的SEM照片Fig.6 SEM images of IPP/BR cross-section.
3 结论
1)添加5%(w)BR的IPP/BR共混物的结晶峰温度最高,较纯IPP提高了4.55 ℃,但随BR的不断加入,共混物结晶峰温度不断降低,结晶度也不断降低。在BR含量为30%(w)时,IPP/BR的结晶度为33.77%。
2)BR的加入未改变IPP的晶型结构,但使IPP晶体结构出现缺陷,边界轮廓不明显,说明BR对球晶的形成造成破坏,结晶度降低。
3)当BR添加量为25%(w)时,材料的冲击强度最高为15.58 kJ/m2,较IPP增加了204.9%,当继续添加BR至30%(w)时,冲击强度降至12.26 kJ/m2,拉伸强度和断裂伸长率分别为28.31MPa和271.97%。