基于增材制造技术的踝关节撕裂骨折损伤定制化支具设计*
2021-11-23李楠,高飞,张佳
李 楠,高 飞,张 佳
(1.东莞理工学院教育学院(师范学院),广东东莞 523808;2.中山大学附属东华医院,广东东莞 523110;3.中国人民解放军总医院,北京 100853)
0 引言
增材制造(Additive Manufacturing,AM)俗称3D打印,是基于离散-堆积原理,由零件三维数据驱动,将专用金属材料、非金属材料以及医用生物材料,按照挤压、烧结、熔融、光固化和喷射等方式逐层堆积,制造出实体物品的技术[1-3]。
目前增材制造技术在康复支具上的应用越来越广泛。增材制造技术可以制造出贴合度好、重量轻和透气性好的个性化定制支具,给患者带来良好的康复体验,提高临床治疗效果。踝关节是人体非常容易受伤的关节,因为其在人的运动过程中承受了非常大的负荷,多见于男性青壮年。踝关节损伤通常需要石膏或夹板固定受伤部位,固定周期长达一个月。石膏固定透气性差且笨重,不方便患者行动;夹板固定贴合度较差,紧易程度不易调节,容易造成二次损伤。这两种固定方式的舒适性都较差,容易引发各种并发症,如皮肤病、骨骼关节受伤甚至畸形。本课题主要研究基于增材制造技术制作的定制化支具在踝关节撕裂骨折损伤中的应用效果,并与传统支具做了康复效果和力学性能的对比分析。
1 3D打印个性化支具的定制
1.1 3D打印技术的对比
增材制造技术可以制造任意复杂形状的物体,结合逆向建模技术,可设计制造功能性、舒适性及安全性较高的新型医疗器械产品,特别在个性化定制康复支具领域中具有明显优势。目前用于支具增材制造的技术主要有三种:立体光刻成型(Stereo Lithography Appearance,SLA)、熔融沉积成型(Fused Deposition Modeling,FDM)、多射流熔融(Multi Jet Fusion,MJF),如图1所示。

图1 3D打印技术
SLA技术是用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面,这样层层叠加构成一个三维实体[4]。FDM技术是将丝状的热熔性材料加热融化,同时三维喷头在计算机的控制下,根据截面轮廓信息,将材料选择性地涂敷在工作台上,快速冷却后形成一层截面。一层成型完成后,机器工作台下降一个高度(即分层厚度)再成型下一层,直至形成整个实体造型[5]。MJF技术是先铺一层粉末,然后喷射熔剂,与此同时还会喷射一种精细剂,以保证打印对象边缘的精细度,然后再在上面施加一次热源。这一层就算完成了。以此类推,直到3D对象完成[6]。根据不同3D打印技术的原理,对FDM、SLA和MJF成形工艺的优缺点及一些相关参数进行对比,如表1~2所示。
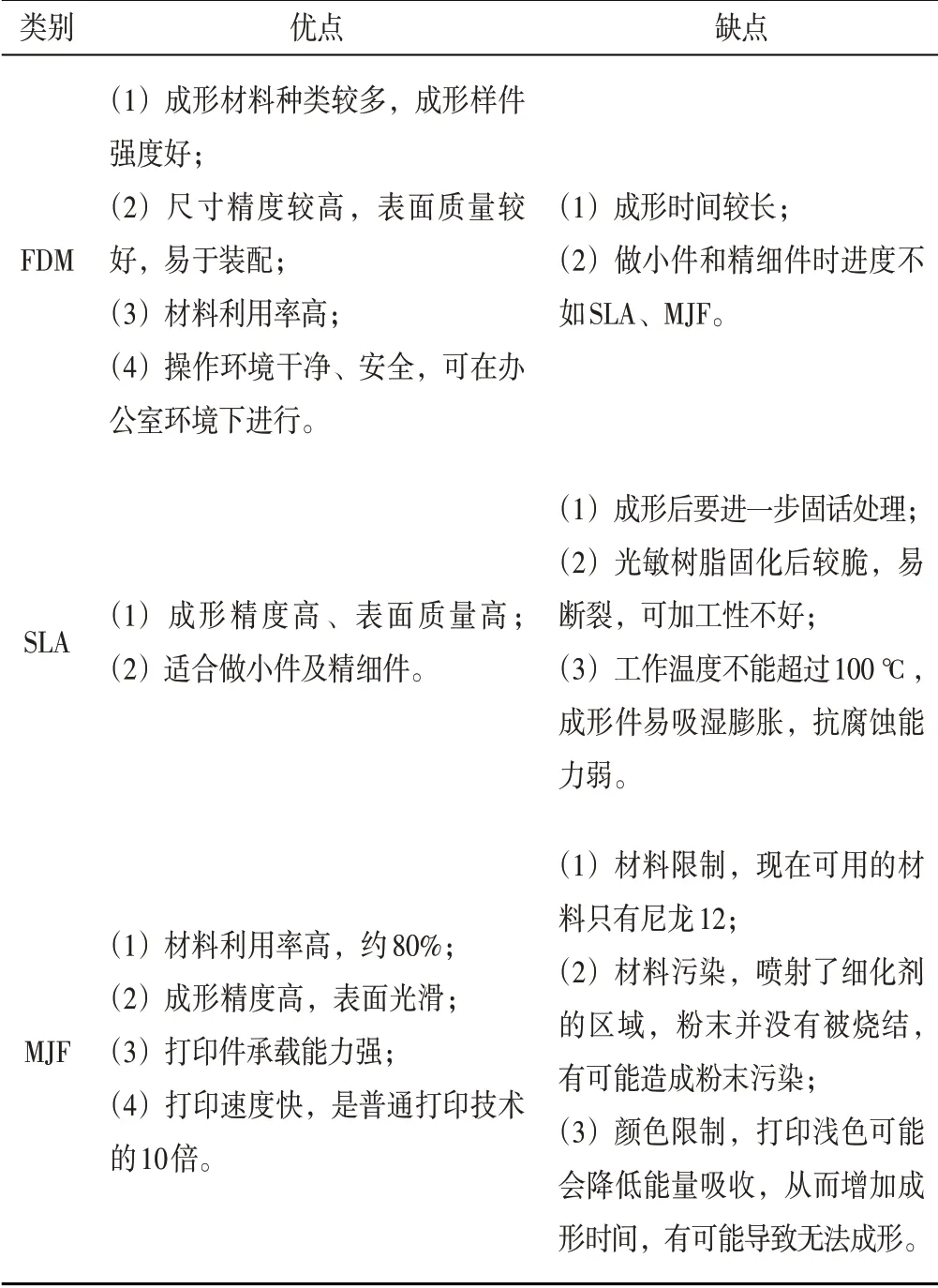
表1 不同打印工艺优缺点对比
1.2 3D打印个性化支具的应用
支具又称矫形器,是一种以减轻四肢、脊柱、骨骼肌系统的功能障碍为目的的体外支撑装置。支具使运动创伤手术后康复成为可能,不仅可以增强肌力,还可以促进关节润滑液循环,软骨代谢,缩短治疗、康复时间,防止并发症,在运动损伤患者中的应用广泛[9-11]。由于传统制造工艺的康复支具在贴合度、舒适性、透气性、灵活性、轻量化方面表现较差,而3D打印技术可以弥补这以不足。因为3D打印技术最大的特点就是个性化定制,可以根据人体工学的原理设计出更符合人体特性的康复支具。
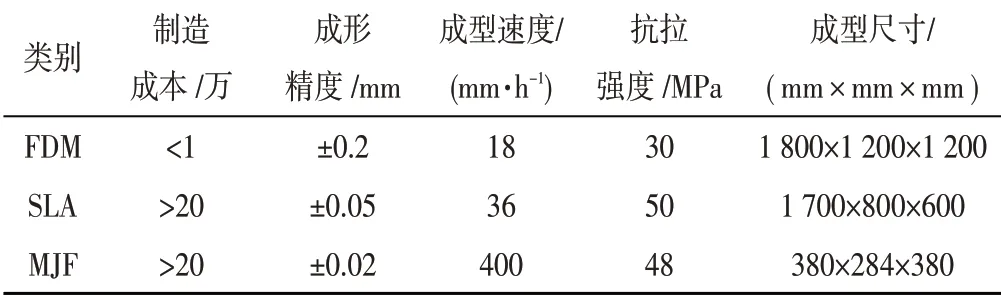
表2 不同打印工艺对比[7,8]
3D打印技术以其在个性化定制和快速制造方面的优势,在运动创伤康复支具领域迅速发展,国内外已有不少学者研究了3D打印支具的应用,如图2所示。阿依古丽等[12]通过将数字医学、CAD、逆向工程、3D打印技术相结合,研究了手指屈肌腱损伤定制化支具的设计和制备方法。Kim等[13]采用FDM打印技术为腕关节疼痛患者制造了一种TPU材质的个性化手腕支具,其中腕关节略有背屈。对比夹板支具,打印的手腕支具具有更好的灵活性,患者手指可以自由运动,而且能够获得接近的治疗效果。Chen等[14]采用SLA及PBF技术为桡骨远端骨折患者制造了手臂支具。该支具为骨折的前臂提供周向支撑,防止外部撞击造成的伤害。刘非等[15]采用FDM打印技术为踝关节骨折患者定制了PLA材质的小腿支具。PLA材料无毒害,生物相容性好,不易断裂破损。相对于传统石膏支具,3D打印的个性化支具贴合度更高,镂空的网格结构不仅透气好,而且轻便,方便更换药[16-18]。Redaelli等[19]采用FDM打印技术为脊椎侧弯患者定制了聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯(Polyethylene terephthalate glycol-modified,PETG)材质的背托。与热成型支具相比,3D打印支具支撑感得到改善,舒适性无明显差异,并且在成本方面也非常具有竞争力。

图2 3D打印个性化支具
支具的应用对于运动创伤的治疗与术后康复具有极其重要的意义,随着现代康复医学的发展,人们对支具的贴合性、透气性、舒适性的要求日益提高[20-22]。而3D打印可以实现任意复杂结构的成型,可为患者提供更符合人体特性的康复支具。随着技术的进步,设计软件功能越来越强大,可打印材料的种类越来越多,材料性能越来越好,结合新颖的结构设计,3D打印支具在未来完全有可能取代传统支具[23]。
2 踝关节撕裂骨折损伤三维模型重构及支具设计
2.1 踝关节撕裂骨折损伤CT模型重建
在进行3D打印定制化支具前,先要了解患者的损伤部位和内部骨骼的损伤情况。首先将患者拍摄的CT图形导入到三维设计软件Arigin Surgical Tem-plating System(昕健医疗技术有限公司)中,根据患者的CT断面图进行重建,生成病人踝关节处的骨骼三维模型如图3所示。这为后继的支具设计以及支具的优化提供更多的信息,为病人的康复提供更优的辅助条件。

图3 患者踝关节撕裂骨折损伤CT模型重建
2.2 踝关节撕裂骨折损伤三维扫描
为了更精确地判断患者的受伤部位,需要获取患者康复部位的三维模型数据,然后和CT数据进行对比。首先将患者的腿放置于椅子上预留足够的扫描空间,并放置一个枕头垫于患者与椅子接触处增加舒适性,使患者处于正常放松状态下,方便获取更精确的三维数据。采用SHINING 3D公司的EinScan-Pro+手持拍照式三维扫描仪对患者需要支具固定地部位进行全面的三维扫描,如图4所示。扫描过程中患者的脚掌与小腿部位需要尽量放松,脚掌和小腿大致呈120°,操作扫描者扫描距离应稳定维持在距离腿部50 cm左右,操作扫描者需要做到平稳且匀速的进行扫描运动,在扫描缝合处应多次扫描,确保缝合面的正确缝合,然后将扫描获得的数据模型利用扫描软件进行初步的模型处理并保存STL格式,这为支具模型的设计提供了参考,如图5所示。

图4 三维扫描获取患者受伤部位参数
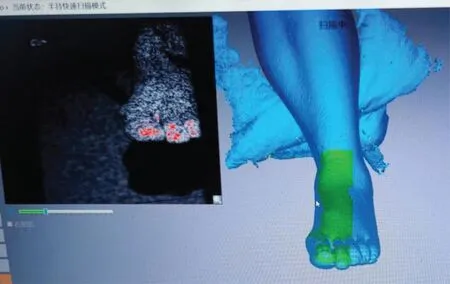
图5 三维扫描患者部位原始参数模型
2.3 CAD支具设计
在支具设计前,先对三维扫描数据进行处理。第一步:将扫描数据导入逆向建模软件,对需要进行个性化支架设计区域的三角面片数据进行优化并裁剪分割提取关键部位三角面片的数据,如图6(b)所示。第二步:对提取的模型进行增厚,主要是考虑预留纱布包裹与上药的空间。增厚尺寸视病人目前的康复情况和医生的临床建议确定,普遍的初期增厚是5~7 mm,便于上药和缠纱布,到康复中期和后期可适当降低间隙3~4 mm。第三步:对增厚的支具模型表面进行优化,先将增厚的模型转换为三角面片,然后利用软件对三角面片进行优化。

图6 踝关节撕裂骨折损伤CAD支具设计
优化原理是根据三角面片的空间点确定模型的关键点,优化算法通过连接模型的关键点从而形成模型最初形态的曲线,调整关键的数据和删除噪点位置的三角面片点来优化曲线的形状,采用多三角面片的空间点连接创建曲面片进行优化细分。同时该软件提供坏面自动诊断功能,可实现快速搜索并和析不良三角面片并自动修复,实现对模型的优化。为了实现与CAD通用软件的无缝链接,利用自动曲面优化功能将有多变化量的曲面片进行拟合,拟合后的曲面与普通曲面特征相比,该曲面优化可实现模型表面曲线光洁度的有效控制。
为了增加支具的美观、轻量化和透气性,让患者对镂空部位的形状轮廓自行选择,不再是传统石膏支具单一不透气性形状。病人在医生的建议下选择最多的样式为六边形稳定结构,如图7所示。在选择样式的基础上,对支具模型进行布尔运算和拓扑优化运算,使支具在满足力学性能的前提下尽可能轻量化[24]。
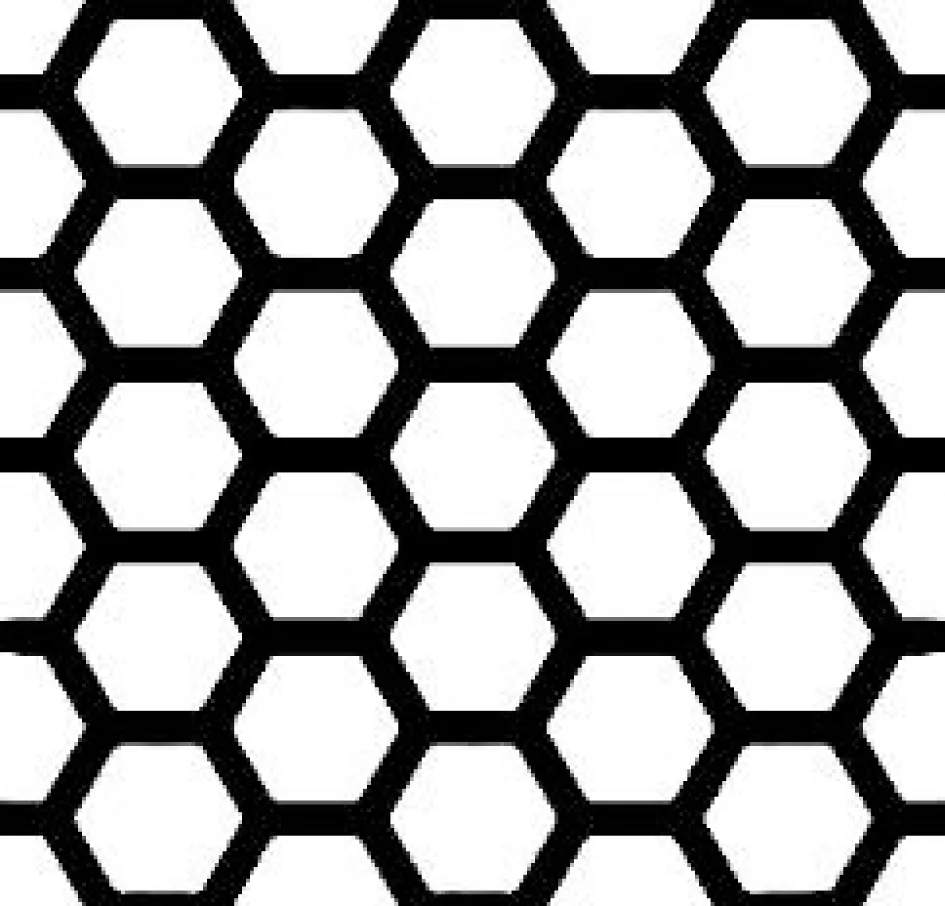
图7 重复的六边形稳定性结构
镂空样式的设计是支具设计过程中相对重要的部分,核心思想是协作设计概念。通过这种协作的方式,能够选择一个符合患者自身审美的个性化定制康复支具,可使患者在佩戴该支具的过程中表现出轻松和不排斥的心理,因此镂空样式在个性化支具设计中起着尤为重要的作用。而且镂空设计在保证支具刚性的同时,也去除了不必要的部分,这大大减轻支具的重量。为了确保皮肤能够自由呼吸,降低皮肤感染细菌的风险,采用了具有生物相容性的材料。
2.4 3D打印支具工艺选择
对FDM、SLA、MJF工艺的价格优势、制造精度优势、制造时间优势、支具综合性能进行对比,如图8所示。不同3D打印工艺的对比发现,虽然FDM工艺具有更高的价格优势,但该技术制造的支具相对于SLA和MJF制造的支具不具备更高的制造精度优势、制造时间优势和综合性能,综合对比发现MJF和SLA工艺具有较为优越的综合优势。因此选择SLA和MJF两种工艺进行支具制造,如图9所示,并依次让患者进行试穿着给予评价。

图8 支具综合优势对比

图9 不同打印工艺制备的支具
3 结果讨论
3.1 3D打印支具与传统支具临床效果对比
根据临床患者的反馈,相对较舒服的3D打印支具为MJF工艺制造的支具。将3D打印支具与传统支具的康复效果进行对比。
目前较为常见的传统骨折外固定方式主要石膏和夹板外固定。根据临床测试和已发表的研究设计了问卷,由外科医生完成评分(表3)。医生在术后6周检查患者,依据患者的反馈,对问卷中的评估项目(稳固性、血液循环、受压痛感、皮肤瘙痒)作出打分(表4)。在稳固性上3D打印的支具与传统制造的支具没有显著性的差别,而在其他项目的得分3D打印的支具均高于传统制造的支具,最终结果显示:3D打印支具总得分高于传统制造的支具,且有显著性差异(P<0.05)。
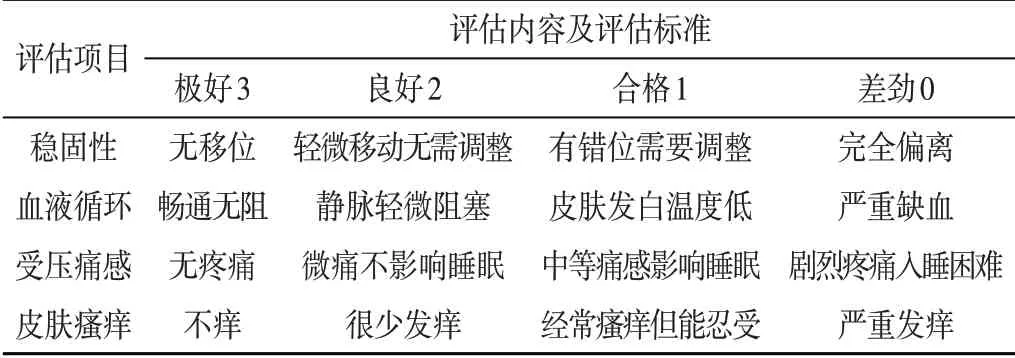
表3 支具临床效果评估项目及标准
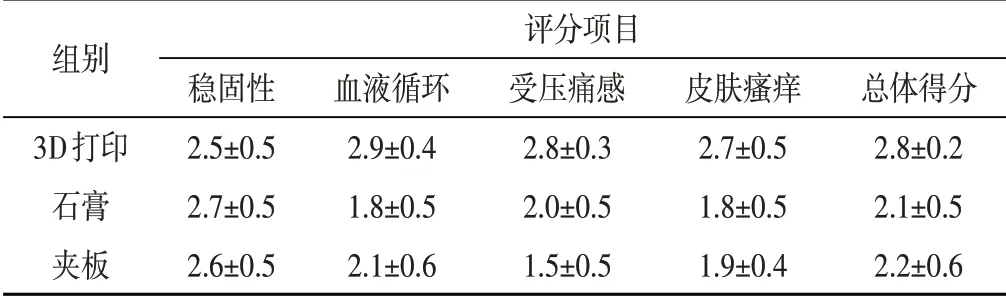
表4 支具临床疗效评估得分结果
为了对骨折有效地进行矫正,支具需要有一定的佩戴压力。设计的3D打印支具扩大了皮肤的接触面积,贴合性良好,在受伤的肢体上具有合适的压力,因此能保证其稳固性但不会给病人带来不适。传统的夹板与石膏支具需要进行手工调节来获得合适的贴合性及矫正压力,加上传统材料的不透气特点,患者皮肤容易受压迫而导致血液循环不畅、局部压力痛感以及皮肤瘙痒等问题。适当的肌肉锻炼对患者骨折部位有一定的康复作用,长期佩戴无法拆卸的支具使得患者肌肉缺乏运动,可能会导致肌肉萎缩。3D打印支具采用了皮带固定,可以进行拆卸和组装,方便患者更换药物及康复锻炼等,给患者带来舒适的康复体验。
3.2 力学性能对比
挑选了不同工艺中适用于支具制造的材料进行力学性能对比,主要包括:石膏绷带、木质夹板、SLA打印树脂、FDM打印PLA、MJF打印PA11材料进行对比(图10)。传统支具一般采用石膏绷带或者木质夹板对骨折肢体进行固定。石膏材料比较便宜,塑形方便,但其本身较脆,综合力学性能较差;木质夹板强度及模量较高,固定性能较好,但刚性太高不具备弹性,对肢体产生较高的局部压力。不同打印工艺可以使用的材料体系也不一样。SLA打印材料主要是丙烯酸酯类及环氧类高分子树脂,成型件具有较高强度,表面光滑且精度较高;FDM可以打印多种热塑性材料,其性能取决于原材料,PLA材料有较高的强度且生物相容性良好;MJF打印的尼龙性能取决于聚酰胺分子单体的链段长度,由ω-氨基十一酸缩聚而得的PA11具有优异的综合性能,强度较高且柔韧性和耐冲击性也有不错的表现。
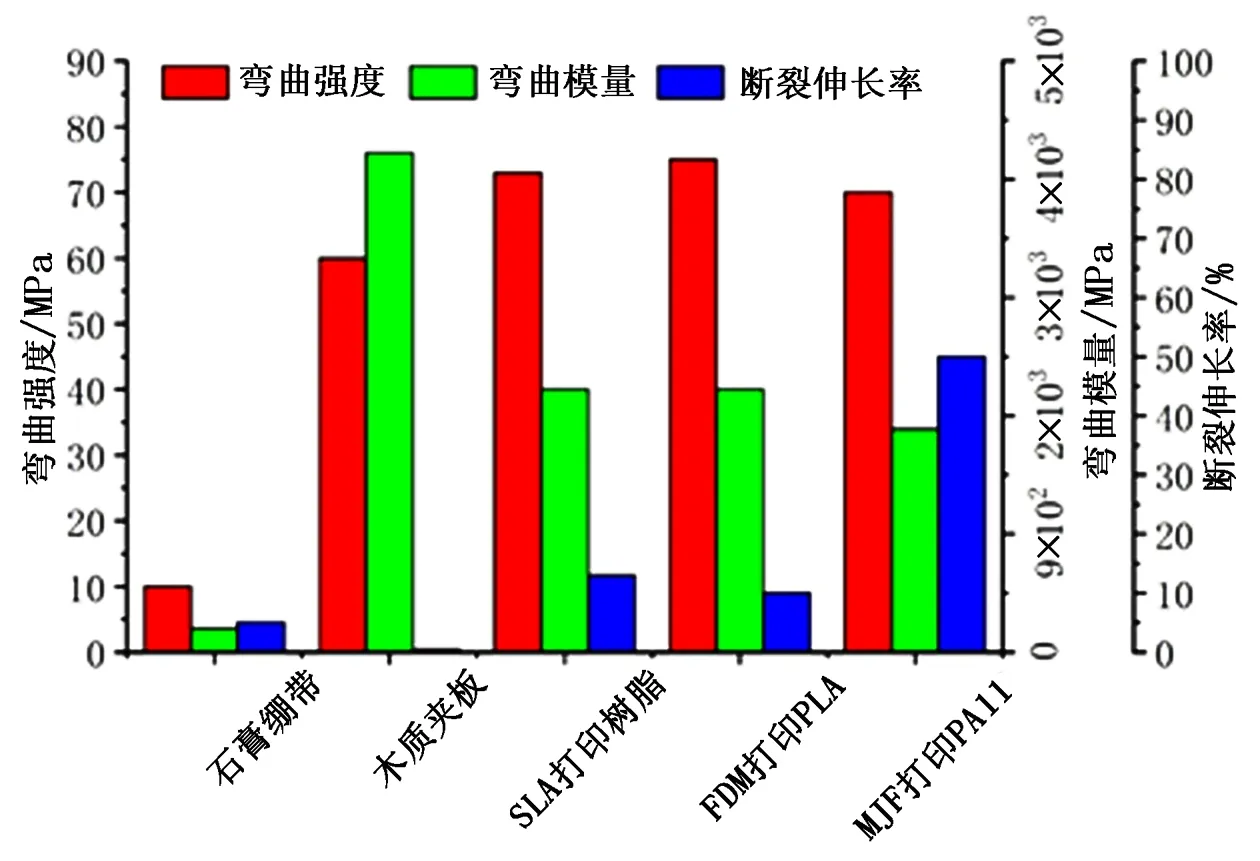
图10 不同工艺材料的性能对比参数
在对受伤部位进行固定治疗的过程中,不是固定支具的材料力学性能越高越好,有研究表明模量高于2 000 MPa的材料可能会导致皮肤接触不舒适,需要具备一定的柔韧性和耐冲击性,因此MJF打印的PA11非常适合支具制造。通过三维扫描获得患者术后受伤部位的数据,并利用逆向处理技术制成支具的三维数据模型,然后利用三维数据模型来打印支具,具备较高的个性化。随着现阶段增材制造工艺的成熟和市场的普及,该制造方式制造成本大幅度下降并且制造精度大幅度提升,3D打印支具将会逐步取代传统支具。
3.3 综合优势对比
通过调查,对传统石膏支具和夹板支具以及3D打印支具的贴合度、舒适性、透气性、轻量化、灵活性和生物相容性进行客观等级评定(图11)。(1)贴合度:支具与患者皮肤的准确贴合程度,3D打印支具通过三维扫描获取患者患处的模型数据,可见有更优的贴合度;(2)舒适性:患者在佩戴支具期间的舒适程度;(3)透气性:支具对于患者受伤处皮肤的限制程度和空气流通程度;(4)轻量化:支具的重量比;(5)灵活性:患者佩戴支具后影响日常生活及拆卸支具更换用药的程度;(6)生物相容性:支具是否会引起患者不良反应的程度进行判断。由图11可以得出,3D打印支具相对于传统支具有较为明显的优势,是未来支具发展的趋势所在。
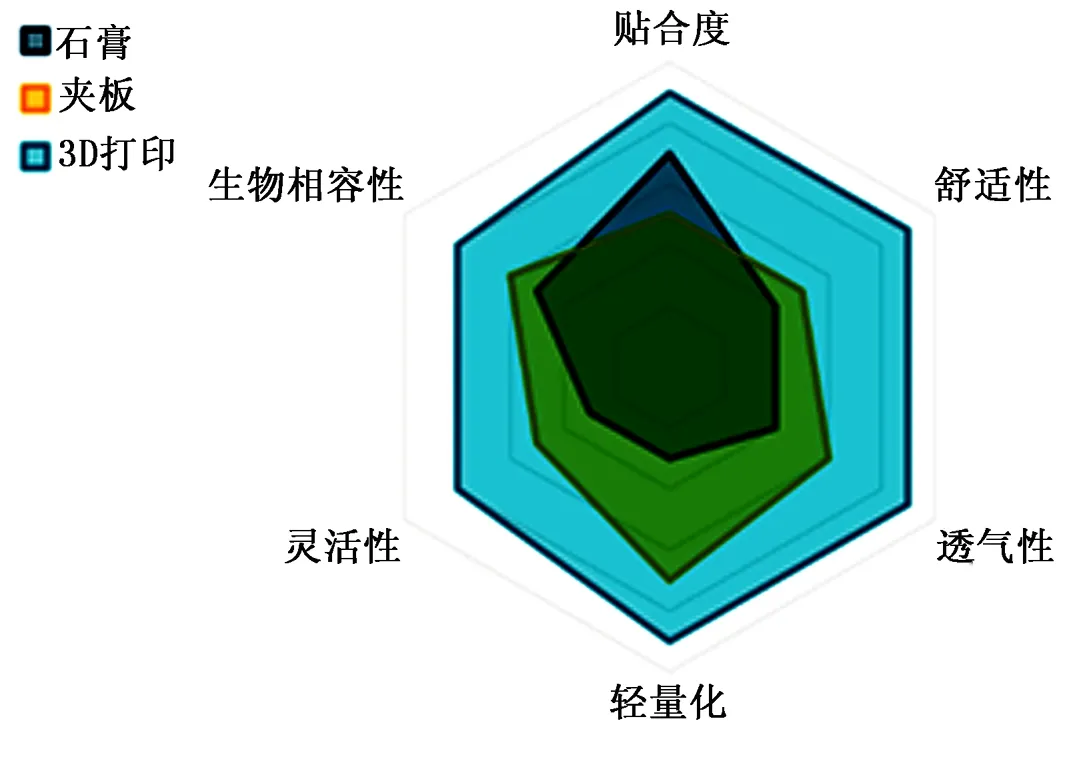
图11 支具综合优势对比
4 结束语
本研究基于增材制造技术、拓扑优化技术和逆向工程相结合的方式,成功研制了踝关节撕裂骨折损伤外固定支具。临床试验证明个性化定制支具在贴合度、透气性的特点,可减少由于传统支具紧贴皮肤导致皮肤无法正常呼吸导致并发症的情况,并且支具在力学性能、灵活性、生物相容性方面都优于传统支具。此外,为了便于更换药物,在保证力学性能的前提下将支具设计成蜂窝网格轻量化结构,同时也降低了支具的重量,减少患者康复部位的负载。本研究踝关节撕裂骨折损伤定制化支具是增材制造支具现代运动创伤外科临床的重要成果,对3D打印定制化医疗、康复器械的发展具有重要意义。
