基于光信号的电火花线切割数据采集系统研究*
2021-11-23刘长红杨兴鑫陈荣东彭绍湖刘晓初张永俊
刘长红,杨兴鑫,陈荣东,彭绍湖,刘晓初,张永俊
(1.广东工业大学机电工程学院,广州 510006;2.广州大学机械与电气工程学院,广州 510006;3.广州大学电子与通信工程学院,广州 510006;4.广州市非传统制造技术及装备重点实验室,广州 510006)
0 引言
大型环状零件(如轮胎模具)分块切割目前采用普通线切割单槽顺序切割或多机环绕切割,前者应力分布不均、易变形且加工效率低,后者成本高、占地面积大,多槽同步电火花线切割新工艺的提出有望解决这一难题。张永俊等[1]发明了多工位同步加工电火花线切割机床,用于环形零件的分块切割,实现了加工效率的大幅提升,但各工位之间电信号相互干扰[2],还要进一步解决多工位同步切割的解耦控制问题,并已着手开展工位加工状态的预测建模研究[3]。
为了进一步提高加工质量和加工效率,国内外学者采用各种方法来研究放电规律,研究加工性能随放电参数的变化情况[4]。根据放电效果的差异,可将脉冲分为空载脉冲、正常脉冲及非正常脉冲[5],其中非正常脉冲包括过渡电弧、稳定电弧及短路脉冲[6]。伍俊等[7]开发了基于数字电路的电火花线切割放电间隙检测模块,为智能加工控制系统提供了良好的基础。官乐乐等[8]设计了一种基于Zynq平台的电火花放电状态检测与伺服控制系统,解决间隙放电状态检测可能受到加工过程中各种噪声的干扰问题。胡波等[9]基于极间阻抗变化的特性,设计出微细电火花放电状态检测系统,识别出极间放电状态,并根据加工控制策略输出差分控制的信号。王彤等[10]利用PNN神经网络作为检测系统的程序基础,结合前期研究的电压电流信号,进行编程学习和训练得到合格的算法。Maradia U等[11]用高速摄像头获取成型电火花加工的火花图像,对火花图像和电信号给出了简单对比,但未对数据做进一步的分析,没有揭示其内在联系和规律。Gurupavan H R等[12]也开始利用机器视觉系统来获取电极加工状态。本文研发了一种基于光信号的电火花线切割数据采集系统,实现火花图像与波形数据同步采集和处理,为建立利用火花图像特征预测放电状态的模型提供数据支撑,从而为多槽电火花线切割中解耦控制问题提出解决方案。
1 系统方案设计
基于光信号的电火花线切割数据采集系统主要包括机床硬件与控制模块、数据采集模块及上位机控制程序模块等。系统设计方案如图1所示。其中,机床硬件与控制模块通过自行设计的STM32开发板控制脉冲电源、变频器、水泵、丝筒等机床电器等;数据采集模块由高速摄像头通过时钟线与NI数据采集卡,实现多数据的同步采集功能;上位机控制程序模块通过LabVIEW开发的程序与界面,实现机床的实时控制、采集数据的保存、回放及分析处理功能。
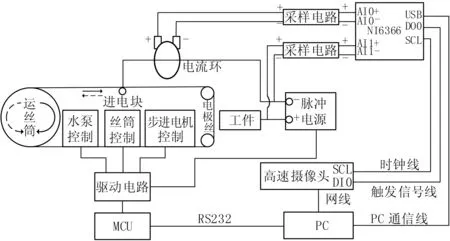
图1 系统设计方案
2 系统搭建
2.1 机床硬件与控制模块
为了实现采集数据时对机床的实时控制功能,通过自主设计机床控制电路板,实现水泵、脉冲电源、丝筒及变频器的控制,电路板实物图如图2所示。机床控制模块通过数据线实时地调整工件与工具电极的放电间隙,采集得到不同放电状态的电流、电压及电火花图像,机床控制模块的上位机界面如图3所示。
图2 控制电路板

图3 机床控制模块上位机界面
2.2 数据采集模块
综合考虑采集设备的采样频率、分辨率及响应速度等因素,本系统的数据采集模块选用数据采集卡型号为NI6366,其具有8路同步模拟输入,2 MS/s采样频率,16位分辨率等;选用的高速摄像机型号为Hispec,当分辨率为512×512像素时,其帧率可达5 000 F/s,从而实现电信号与电火花光信号图像的采集。
为了实现加工时电信号及电火花光信号图像的同步采集,使高速摄像头与数据采集卡共用同一时钟源,以保证两者始终处在同一时钟周期。高速摄像头采取电平触发方式,与NI数据采集卡的数字输出端口相连。当NI数据采集卡接收到上位机控制程序的采集命令时,开始数据采集,并同步触发高速摄像头采集图像信号,从而实现电信号与电火花图像的同步采集。
2.3 上位机控制程序模块
在PC端的上位机控制程序模块,通过RS232协议与STM32开发板进行串口通讯,结合驱动电路,增大其驱动能力,实现机床的水泵、脉冲电源、丝筒及变频器的实时控制。当机床加工时,经过电流环及采样电路,NI6366数据采集卡实时采集电压与电流数据,并通过高速USB传送数据至上位机程序。同步地,高速摄像头实时高速地采集电火花图像,并通过TCP/IP协议将数据传输至上位机,实现上位机的数据的采集功能。
基于上述工作原理,该控制程序模块包含机床控制、数据采集与保存及数据分析3个部分,如图4所示。
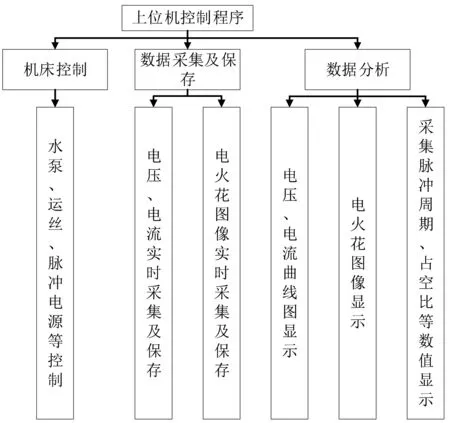
图4 上位机控制程序结构
对于电流及电压信号的采集,通过LabVIEW软件编程,上位机控制程序将NI数据采集卡采集电信号数据存放至tdms文件中,其核心程序如图5所示。对于电火花图像的采集,通过高速摄像头厂家提供的Hispec软件,将实时采集的电火花图像以jpg文件格式按顺序依次存放至指定文件夹。
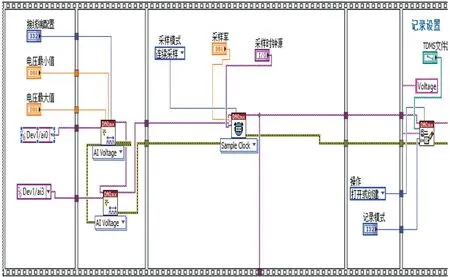
图5 电信号采集核心程序
上位机采集数据处理及分析界面如图6所示,其可分为输入区、控制区及显示区。界面上侧为输入区,其输入存放的采集文件路径。界面的右下侧为控制区,其通过点击不同的按钮实现不同采集数据帧的切换,其中包含数据帧自动播放模式、手动向前或向后播放模式。界面的中间及左下角部分为当前数据的显示,包括电流与电压波形图、电火花光信号图像、采集脉冲的周期、脉宽与占空比的数值等。

图6 上位机采集数据处理及分析界面
3 系统性能测试
为了测试本系统的性能,通过硬件与控制模块,实时控制机床中电极丝与工件的放电间隙,获取不同的放电状态。然后通过数据采集及保存模块,实时采集不同放电状态的电信号及电火花光信号图像,并保存至采集文件中。最后通数据分析模块,读取并回放保存的数据并进行分析。其中采集得到空载脉冲、正常脉冲及非正常脉冲的电信号及电火花光信号图像的数据如图7~9所示。
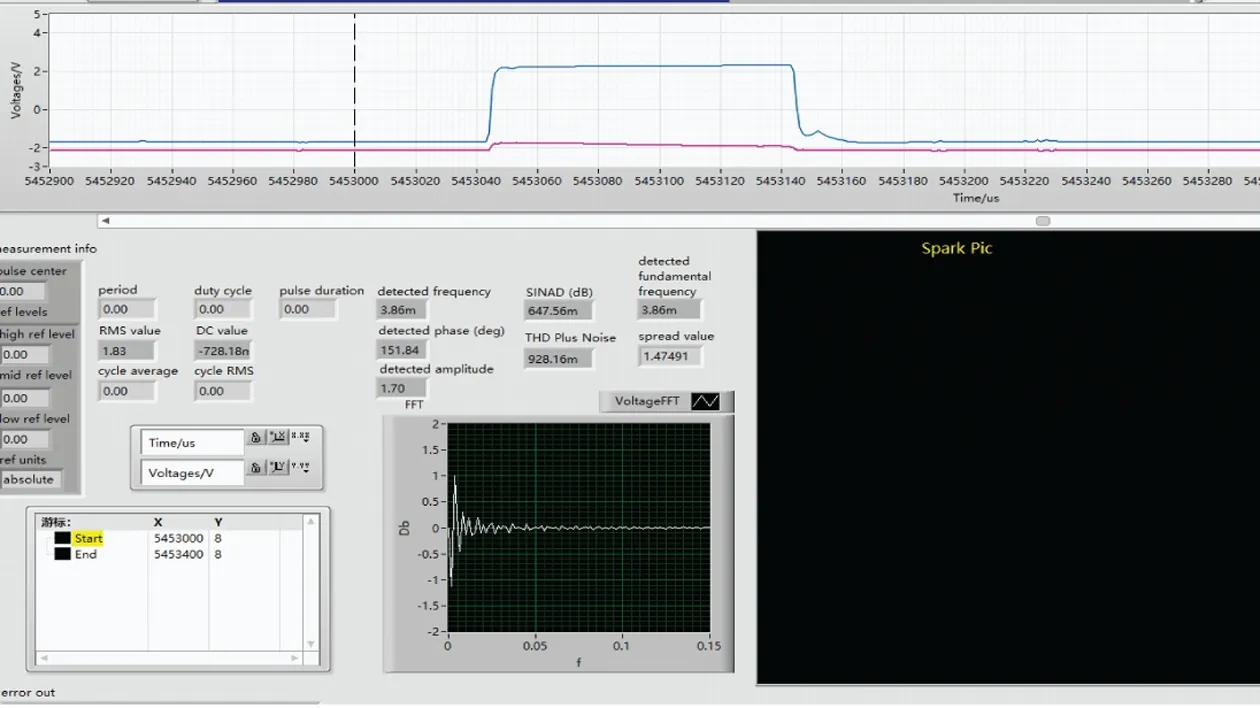
图7 空载脉冲采集数据
通过处理并分析,获取电火花线切割机床加工过程中的不同放电状态的电信号及电火花光信号图像的数据。如图7所示,在一个脉冲周期,其放电电压始终维持在脉冲电源电压,其放电电流接近0,则说明此刻放电状态为空载脉冲。通过观察此刻的电火花图像可知,图像为全黑,对应放电间隙状态为空载。如图8所示,在一个脉冲周期,其放电电压从脉冲电源电压下降至维持电压,放电电流从0上升至维持电流,存在明显的击穿延时特性,说明此时放电状态为正常脉冲放电。图像中的白色亮点即为产生火花,通过程序分析处理,对应放电状态为正常脉冲。如图9所示,在一个脉冲周期中,其放电电压始终保持在维持电压左右,放电电流始终维持在维持电流左右,不存在击穿延时特性,说明此刻放电状态为非正常脉冲放电。该图像中存在耀眼的白色亮点,通过程序分析处理,对应为非正常放电脉冲产生电火花。系统测试结果与设计一致,说明本文所搭建的系统能正常运行,可为后续的利用火花图像特征预测放电状态的模型奠定基础。
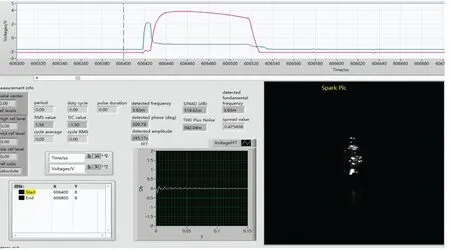
图8 正常脉冲采集数据
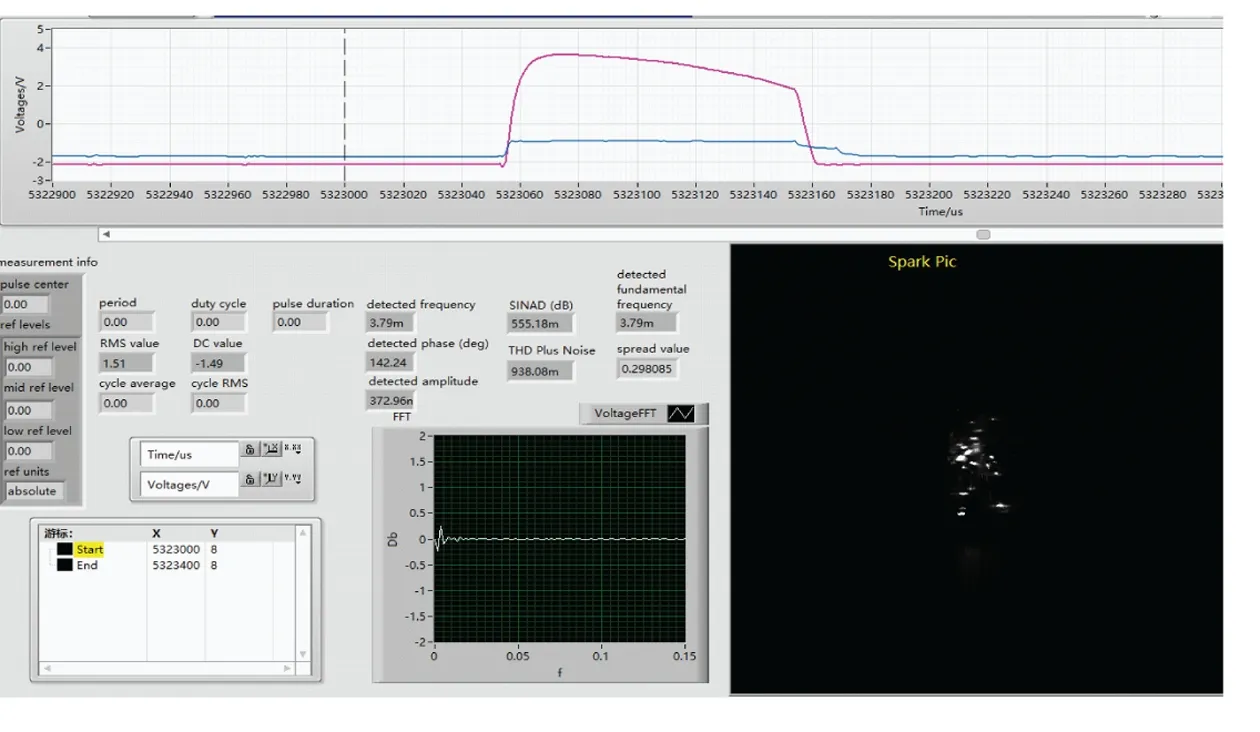
图9 非正常脉冲采集数据
4 结束语
本文研发了一种基于放电火花光信号图像的信息采集方法与控制系统,总结如下。
(1)根据电火花线切割机床加工时的电信号及电火花光信号图像的特点,设计了基于光信号的电火花线切割数据采集系统的总体方案。
(2)基于上述的总体方案,综合考虑采集的要求,对数据采集卡、高速摄像头进行选型,并自行设计基于STM32的开发板实现机床电器控制,搭建了数据采集的硬件平台。
(3)基于LabVIEW软件编程,完成了数据采集平台中电信号与电火花光信号同步采集的功能,并实现了机床的实时控制、采集数据的保存、回放及分析处理功能,为后续建立利用火花图像特征预测放电状态的模型奠定基础。
