缓冷工艺对510L 组织性能的影响
2021-11-19于银俊
于银俊
(安阳钢铁股份有限公司)
0 引言
由于客车载客量大,安全性能要求较高,因此对材料的抗疲劳性、装配精度以及性能稳定性的要求也较高。安钢生产的薄规格510L 经过开平、纵剪、焊接制管后用在客车上,客户反应由于薄规格510L 通卷性能波动大,造成制管后钢管在加工使用过程中出现辊弧不一致的现象,影响装配尺寸的精度,给客车加工生产造成很大的困扰,并带来了很大的安全隐患。
卷板在轧制过程以及后续冷却过程中温度不一致,导致卷板的通卷性能出现波动,这是所有钢厂都面临的问题,也是钢厂亟待解决的技术问题。为了解决此问题,笔者通过对比卷曲后缓冷与空冷工艺下热轧卷通卷的组织与性能,分析了造成510L通卷性能稳定性差的原因,创新性地提出了卷曲后通过缓冷工艺均匀热轧卷板的卷头、卷中和卷尾的冷却速率,使510L 的通卷组织更加均匀,进而减少通卷性能的波动,提高通卷性能的稳定性。
1 试验材料和方法
1.1 试验材料
试验生产的材料为安钢的510L,主要工艺流程:铁水预处理脱硫→150 t 转炉冶炼→LF 精炼炉→230 mm 双流板坯连铸→加热炉→高压水除鳞→粗轧→精轧→层流冷却→卷曲→取样检测→包装标识→入库。
1.2 试验方案
为避免成分和其他生产因素对此次试验造成影响,本次试验的2 个钢卷取自同一炉钢的板坯,同轧制批次号,轧制规格均为3.0 mm×1 500 mm,化学成分见表1。

表1 510L 化学成分 %
工艺一:空冷工艺,将卷曲后的钢卷空冷放置,冷却至室温;工艺二:缓冷工艺,将卷曲后的钢卷快速吊装到缓冷厢中进行堆垛,缓冷72 h,然后从缓冷厢中吊出,冷却至室温。
为了全面对比正常空冷和缓冷钢卷的通卷组织和性能情况,对采用工艺一和工艺二生产的钢卷的卷头、卷中和卷尾进行取样,分别对比不同位置的组织和性能。
1.3 试样检测方法
对试验钢卷进行分卷、取样,采用GB/T 2975取样方法分别在卷头、卷中和卷尾进行取样,利用PME3 Axiovert 200 光学显微镜和WAW-Y500 微机控制电液伺服万能试验机检测其组织和力学性能。
2 试验结果
2.1 试验钢卷不同位置的金相组织
不同工艺的钢卷在卷头、卷中和卷尾的组织形貌如图1 所示。

图1 不同位置的组织形貌
从图1 可以看出,空冷或者缓冷钢卷的组织均为铁素体+珠光体,空冷钢卷的卷头和卷尾的晶粒尺寸较卷中的尺寸小,经测量空冷试样的头部和尾部的晶粒度为11.5 级,而卷中为11 级,卷头和卷尾以准多边形铁素体为主,卷中以多变形铁素体和块状珠光体为主。缓冷钢卷的卷头、卷中、卷尾的晶粒尺寸较为均匀,经测量均为11 级,全部为多边形铁素体和块状珠光体。
2.2 试验钢卷不同位置的性能
采用空冷工艺,试验钢卷不同位置的力学性能如图2 所示。采用缓冷工艺,试验钢卷不同位置的力学性能分布如图3 所示。
从图2 可以看出,采用工艺一生产的钢卷的抗拉强度最高达到570 MPa,最低为533 MPa,相差37 MPa,屈服强度最高达到500 MPa,最低为442 MPa,相差58 MPa,延伸率最高为27%,最低为24%。

图2 采用工艺一生产的钢卷不同位置的力学性能
从图3 可以看出,采用工艺二生产的钢卷的抗拉强度最高达到548 MPa,最低为539 MPa,相差9 MPa,屈服强度最高为461 MPa,最低为440 MPa,相差21 MPa,延伸率最高为29%,最低为27%。
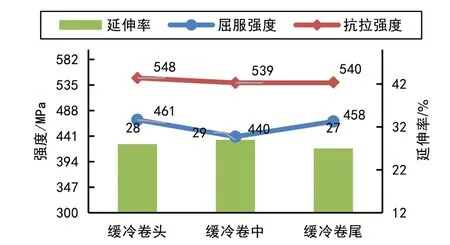
图3 采用工艺二生产的钢卷不同位置的力学性能
综合来看,热轧卷卷曲后无论是采用空冷工艺还是缓冷工艺,卷中的强度较卷头和卷尾均较低,经过缓冷工艺,钢卷的强度降低,通卷强度波动减少,塑性增加。
3 分析和讨论
对于低碳微合金钢来说,钢中常见的强化方式有细晶强化、沉淀强化、固溶强化和位错强化。510L 的主要强化方式是细晶强化[1],根据Hall-Petch 公式:

可知,随着晶粒尺寸的减少,金属强度逐渐增高。钢卷在冷却过程中,由于卷头和卷尾部分直接与空气接触,散热较快,造成冷却速率大,导致卷头和卷尾的晶粒细小,而卷中部分由于散热慢,冷却速率低,造成晶粒有充分的长大时间,晶粒比卷头和卷尾的大。因此,空冷钢卷头部和尾部的细晶强化最高,卷中部的偏低,与图2 的检测结果相符合。
经过缓冷的钢卷,在钢卷冷却过程中,温度降低的较慢,钢卷的头、中、尾的冷却速率相对均匀,使得缓冷钢卷的头、中、尾处的组织更均匀,性能也更加稳定。同时,缓冷使钢中的位错密度减少,从而使钢板的内应力和不均匀性减少,降低了钢的强度,提高了材料的塑性[2]。
通过对比空冷和缓冷钢卷不同位置的组织和力学性能可知,通过缓冷工艺,钢卷组织的均匀度增加,性能稳定性增加,同时提高了通卷材料的塑性,与实际检测相符合。
4 批量生产与验证
为验证缓冷工艺对批量生产薄规格510L 通卷性能稳定性的影响,对2019 年12 份至2020 年12份生产的48 批薄规格3.0 mm×1 500 mm 的510L,分别进行空冷工艺与缓冷工艺放置,并在下游进行跟踪取样检测,检测结果见表2。

表2 薄规格510L 大生产性能波动统计
从表2 可以看出,缓冷工艺能提高薄规格510L 的通卷性能稳定性,且经过缓冷工艺处理的钢卷,下游用户在后续制管加工后未出现过辊弧不一致的现象。
5 结论
(1)造成510L 通卷性能波动大的主要是卷曲后,卷头、卷中、卷尾的冷速不同带来的晶粒大小不均匀造成的。
(2)卷曲后采用缓冷工艺,可以提高材料头、中、尾组织的均匀性,提高通卷性能的稳定性,改善510L 的塑性。