煤直接液化装置液化油分离过程的模拟与分析
2021-11-18臧庆安刘艳升张洪涛
臧庆安,刘艳升,张洪涛
(国家能源集团化工部,北京 100011)
随着我国国民经济的飞速发展,对石油和化工原材料的需求逐年增长,传统上以石油为主体的炼油和石油化工对石油进口的依存度逐年增加。基于我国油气匮乏、煤炭相对丰富的资源禀赋特点,随着石油进口依存度迅速提高,我国能源安全已成为不可回避的现实问题。寻求石油替代资源、开发新能源形式、改革原料供给结构是我国摆脱国际市场掣肘、保持国民经济可持续发展的紧要任务。
煤化工可生产几乎所有种类的石油产品。我国的煤和天然气资源均比石油资源丰富,其中煤资源占能源消费结构的约70%[1-6],尽管煤化工相对于石油加工存在技术成熟度低的缺点,但依据国情在我国却成为最为适合的石油替代资源。21世纪煤化工技术的发展直接关系到我国的能源战略安全和基本有机化工原料的供给,并且其经济意义不可估量[7]。实现煤炭洁净、高效、经济的综合利用具有重大的现实和战略意义。
为了发展我国的煤制油技术与工程,在综合调研国内外煤制油技术的基础上,煤直接液化项目博采众长,由中国石化工程建设公司进行设计,建成了目前世界最大的煤制油项目——煤直接液化示范工程,并于2008年12月31日打通全部流程,生产出合格的液化油燃料。
本研究以该项目标定报告数据为基准,选择适宜的热力学物性模型,应用Aspen One软件中的Hysys软件,模拟煤液化油高压和中压闪蒸分离过程,并分析高压和中压闪蒸分离工艺的操作效果。
1 煤直接液化技术简介
直接液化工艺特征是洗精煤从厂外经皮带机输送入备煤装置并加工成煤液化装置所需的煤粉;催化剂原料在催化剂制备装置加工,生产的催化剂固体与供氢溶剂制成液态催化剂油煤浆送至煤液化装置。煤粉、催化剂以及供氢溶剂,在高温、高压、临氢条件和催化剂作用下发生裂化反应生成煤液化油,然后再通过加氢稳定、加氢改质、精制等过程,脱除煤液化油中氮、氧、硫等杂原子并提高油的品质。煤直接液化过程包括备煤、催化剂制备、液化和加氢提质等单元。直接液化工艺流程示意见图1。

图1 煤直接液化工艺流程示意
2 煤直接液化产物分离工艺特点
2.1 煤液化产物分离工艺流程
图2为煤直接液化反应产物的分离工艺流程示意。反应生成物(煤直接液化油)作为热高压分离(简称高分)罐(D201)的进料,闪蒸进行初步分离,其顶部物流进入温高分罐(D202)进行深度分离,罐底物流进入热中压分离(简称中分)罐(D205);在热中分分离后,罐顶物流与温高分罐(D202)罐底物流混合并经换热器换热后进入温中分罐(D206),温中分罐罐底物流部分作为急冷油由泵打入进料流股中,部分作为常压塔进料(中端进料口),热中分罐罐底物流亦作为常压塔进料(底端进料口);温高分罐罐顶物流经换热后进入冷高分罐(D203)冷凝分离,其未凝气相进入膜分离装置回收循环氢,液相物流进入冷中分罐(D207),温中分罐(D206)罐顶物流经换热后也进入冷中分罐(D207),在冷中分罐(D207)罐顶分离出液化气,罐底物流进入常压塔(顶端进料口)。
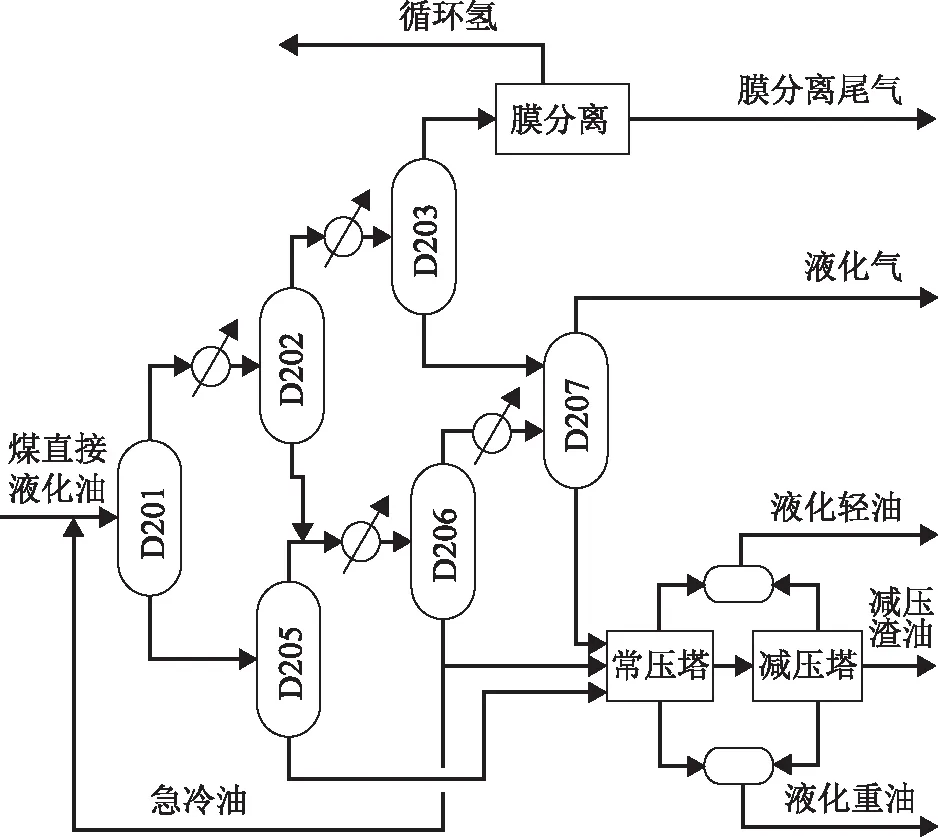
图2 煤直接液化反应产物分离流程示意
2.2 液化产物分离流程特点
反应产物分离流程具有以下工艺特点:①采用优质供氢溶剂,确保装置长期稳定运转。煤液化的循环溶剂是由常、减压塔的不同馏分混合而成,各馏分的掺混比例不同会对循环溶剂的性质,以及油煤浆的黏度、液化反应性能等都产生巨大的影响。②采用减压蒸馏分离固液物相。煤液化反应生成物中,除了含有液化生成油外,还含有大量的固体残渣(包括灰、未转化的煤和催化剂)以及沥青类。因此,对煤液化反应生成物的固液分离,是煤液化工艺的一个重要部分。
3 液化产物分离流程模拟与分析
高压、含固、含氢、油品体系的热力学物性以及相平衡性质的预测一直以来是热力学研究的难点。首先液化油液相中氢溶解度存在不均衡现象;其次,煤液化油的不饱和度极高,其中富含大量的芳烃、烯烃、焦质、沥青质以及残炭等,传统饱和度高的石油馏分特征化模型对煤液化油的适用性欠佳,目前,尚未形成可靠的针对煤液化油的计算模型和计算经验。另一方面,煤液化油体系内部含有大量的高热容固体,占减压渣油的质量分数为48%~50%,这些固体与体系中的组分,尤其是水,对气液相平衡的影响目前未见文献报道,但有一点可以肯定,固体虽然很难挥发,但其热容远高于液体。在相平衡的计算中,如果不考虑固体的存在,则由于固体吸热和放热,会使平衡汽化计算得到的汽化率增加以及平衡冷凝计算得到的汽化率降低,或者汽化温度发生变化。另外,在停留时间相对较短的单元容器中的气液操作,平衡冷凝计算结果将出现气相温度低于液相温度的情况,例如热中分罐(D205)的标定结果中气相温度为403.67 ℃,液相温度为407.08 ℃,两者相差3.41 ℃。
现代平衡级分离过程采用相平衡计算,此时平衡温度按照407.08 ℃计算,则汽化率增加,若按403.67 ℃计算,则汽化率降低。热中分罐(D205)的温度变化将对常压塔3股进料(中压油煤浆、温中压油、冷中压油)的流量影响较大,严重影响常、减压塔的操作以及重液化油的拔出率。
高压、含氢油品体系的热力学模型方法和石油物性关联选择对于流程模拟计算的可靠性是最重要的内容。对于任何新体系的流程模拟计算,首要的工作是选择、修正和开发适宜的热力学物性方法。
3.1 适宜相平衡预测方法的选择
对于油品分离体系,流程模拟软件首推的热力学相平衡模型为普遍化关联和两参数状态方程。而高压含氢、干气、液化气和复杂馏分的体系,所有流程模拟软件均推荐采用普遍化关联:Chao-Seader模型(不含氢)和Grayson-Streed模型(含氢)。对于低压体系,推荐采用Brown K10模型。对于高压轻烃体系,普遍推荐两参数SRK和PR状态方程。
杨春雪等[2]已经证明了Aspen软件的Grayson-Streed模型不适于煤液化高压体系的预测,因此本研究仅考察PROⅡ软件和Hysys软件中的适用普遍化关联和两参数状态方程。可选的热力学模型如表1所示。

表1 选用的热力学相平衡模型
3.2 装置产物流率的计算
表2为装置气体产物的组成,表3为装置液体产物的密度和馏程。

表2 装置气体产物组成 φ,%

表3 装置液体产物的密度和馏程
此外,煤液化反应过程进水量为13 651.0 kg/h;减压渣油中固体质量分数为46.03%,按照减压渣油产量143 194.0 kg/h计,折算出反应器夹带的固体量为65 912 kg/h。但在实际过程中,从D201到D207,闪蒸过程的压力变化极大,雾沫夹带严重,从第二液化反应器实际夹带的固体量高于65 912 kg/h,且具体值无法估计。
按照流程物料走向,依据各气体产物的组成(见表2)和各油品的馏程(见表3),应用流程模拟软件得到的结果如表4所示,构成了流程模拟计算的基础。

表4 反应产物分离后的物流流率 kg/h
3.3 高分和中分工段的模拟计算
就煤直接液化工艺来讲,与炼油过程的催化裂化、延迟焦化过程工艺更为相近,其反应具有高温的特点。高分和中分工段快速中止反应、防止生焦和最大程度为油品分馏过程提供热源,提高装置的液化油收率和氢气的回收率是操作的核心,因此可靠的模拟计算是重要基础。
3.3.1 模型选择就本研究的目标来讲,对高分和中分工段的模拟计算需要确定以下3方面:①可靠性最高的流程模拟软件及其热力学模型;②冷中压油、温中压油和中压油煤浆的常压塔进料量及其物流馏程;③高分和中分工段的工艺条件对液化油总收率的影响。
高分和中分工段的操作是在压力2.7~18 MPa下对含氢、固体、气体和严重不饱和的重质油品进行处理。适宜热力学模型的选择直接影响油品分馏塔操作的效果,决定常压塔进料的流量和组成,是液化油分离过程的关键。
不同流程模拟软件针对某一体系采用相同热力学模型时模拟出来的结果不同,这是因为这些流程模拟软件在采用热力学模型时都使用了自己的参数,因此在模拟煤液化常、减压分馏部分时必须考察各种适宜的热力学模型,并选择最优的热力学模型,确保软件模拟结果的准确性。本研究采用Hysys和PROⅡ两种常用的商业流程模拟软件,对反应产物经过热高分、温高分、冷高分、热中分、温中分和冷中分6个分离器后进入常、减压塔的步骤进行模拟,考察热力学模型的适用性。
以煤液化反应器的反应产物作为高分和中分工段的原料,规定6个分离器的操作条件为实际操作条件并保持不变,如表5所示,得到在Hysys和PROⅡ软件模拟时采用不同热力学模型(见表1)下的常压塔3股物流(冷中压油、温中压油和中压油煤浆)的进料量,并与实际值进行比较,如表6所示,藉此选择与实际结果较为接近的热力学模型。
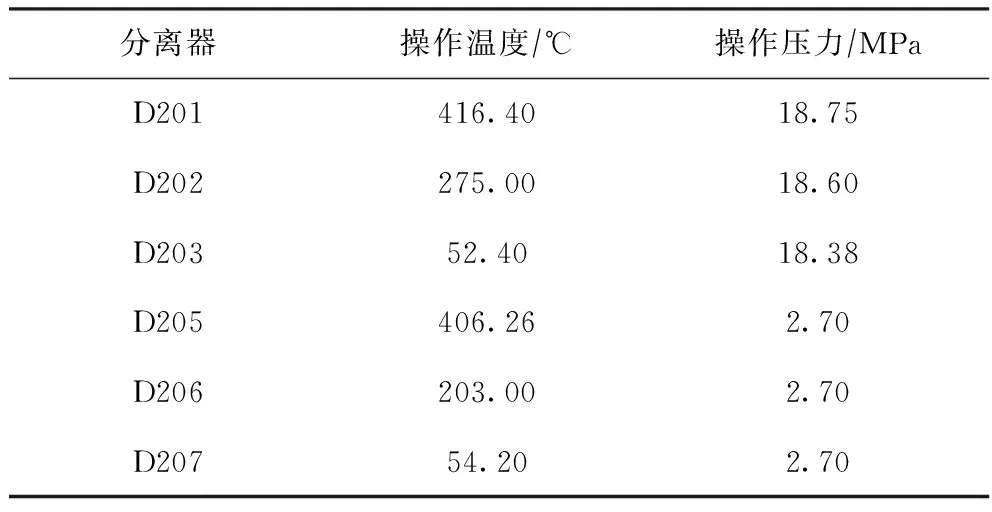
表5 分离的操作条件

表6 常压塔3股物流进料量实际值与模拟值的对比 kg/h
由表6可以看出:Hysys软件中GS模型的结果中温中压油的进料量为负值,这是绝对错误的,因而可以将GS模型排除;另外Hysys中GS和PR以及PROⅡ中SRK,GSE,GS,IGS对冷中压油的进料模拟结果与实际值偏差较大;而对中压油煤浆,各模型中Hysys的PRSV,SRK模拟结果与实际值最为接近;考察温中压油时,结果最好的是PROⅡ的SRK模型。综合上述常压塔3股物流的进料量以及总进料量的模拟结果,确定模拟结果最接近实际情况的热力学模型为Hysys软件中的PRSV和SRK。
图3~图5分别为冷中压油、温中压油和中压油煤浆3股常压塔进料的馏程模拟数据。由图3~图5可以看出,Hysys软件在对煤液化油品进行模拟计算上独具特色,数据的连续性和一致性较PROⅡ软件更好。因此本研究选用Hysys软件的PRSV方程进行高分和中分工段的工艺条件计算与优化。
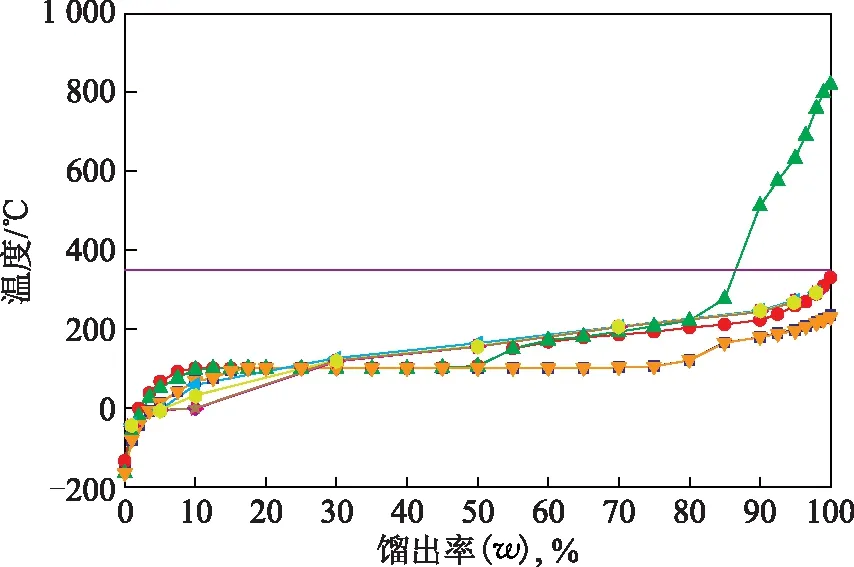
图3 冷中压油实沸点蒸馏曲线
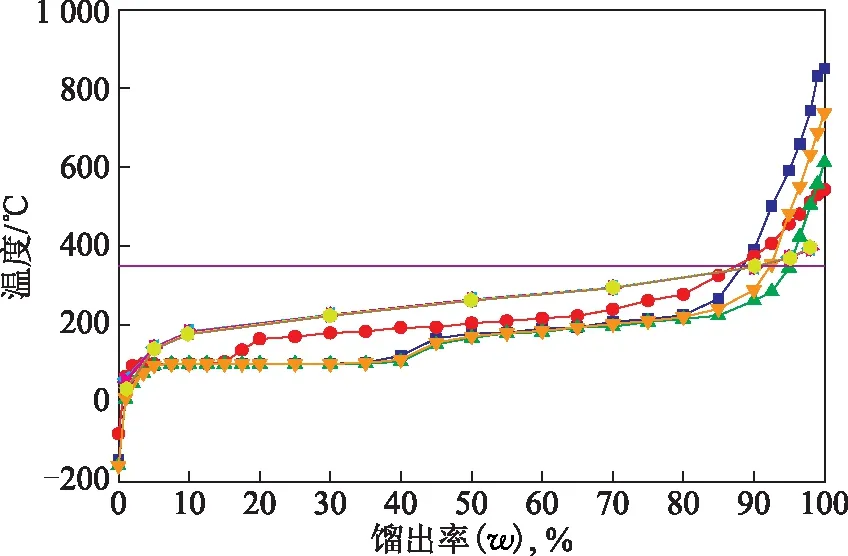
图4 温中压油实沸点蒸馏曲线

图5 中压油煤浆实沸点蒸馏曲线
3.3.2 模拟计算结果应用PRSV状态方程对高分和中分工段进行模拟计算。
(1)对热高分闪蒸过程中D201罐进行模拟计算,结果见表7。标定结果:煤液化油离开第二煤液化反应器的温度为461.30 ℃,经与约98 t/h的温中分油换热冷却,D201罐的操作温度为416.30 ℃。

表7 D201罐的模拟结果
(2)对温高分闪蒸过程中D202罐进行模拟计算,结果见表8。标定结果:离开热高分罐(D201)的气相物流温度为415.58 ℃,经过换热器E201和E203两级换热后,D202罐的操作温度为279.00 ℃。考虑两台换热器的压降,D202罐的操作压力为18.50 MPa。

表8 D202罐的模拟结果
E201和E203总的取热负荷为70.96 GJ/h。由于未进行换热器计算,两台冷却器各自的取热负荷未进行计算。
(3)对冷高分闪蒸过程中D203罐进行模拟计算,结果见表9。标定结果:离开温高分罐(D202)的气相物流温度为279.00 ℃,经过空气冷却器(A201)冷却后,D203罐的操作压力为18.30 MPa、温度为54.20 ℃。A201的总取热负荷为73.95 GJ/h。

表9 D203罐的模拟结果
(4)对热中分闪蒸过程中D205罐进行模拟计算,结果见表10。标定结果:离开热高分罐(D201)的闪蒸罐罐底油经过压力从18.76 MPa降到2.70 MPa后,由于固体的大量存在(固体放热和停留时间很短),使得D205罐的气相物流温度与液相物流温度产生差异,其中气相物流温度为403.00 ℃,液相物流温度为407.72 ℃。
由表10可以看出,按照平衡级模拟操作温度为407.72 ℃。模拟结果与实际操作的液相温度十分接近。

表10 D205罐的模拟结果
(5)对温中分闪蒸过程中D206罐进行模拟计算,结果见表11。标定结果:D206罐操作压力为2.70 MPa,温度为203.20 ℃。温中压油进常压塔的流量仅为30 t/h左右。

表11 D206罐的模拟结果
(6)对冷中分闪蒸过程中D207罐进行模拟计算,结果见表12。标定结果:D207罐操作压力为1.79 MPa,温度为52.40 ℃。冷中压油的产量为52 t/h左右,液化气的产量为9 t/h。

表12 D207罐的模拟结果
模拟得到的液化气产量比实际值略高,冷中压油的产量较实际标定值高出1倍,这是由油品表征方法、含氢高压体系轻烃热力学模型的计算误差、分析与标定误差、以及上游装置计算偏差累计的结果4方面引起的,详细说明如下:
①油品表征方法:当前的油品特征化方法是基于饱和度极高的原油开发的,这些模型对于重芳烃含量高、H/C比低、烃饱和度低的煤液化油体系的适应性较差,基础研究工作上存在较大的缺口,因此对于煤液化油的油品特征化表征的研究是重要的基础研究领域。
②高压、含氢、含固体系的热力学方法一直是热力学研究的难点。Grayson-Streed模型虽然被广泛推荐,但模型预测的精度对煤液化反应过程的预测尚存在较大的偏差。在这一基础研究领域,需要加大力度发展。
③分析标定过程数据的一致性较差,采样点少,许多关键的中间数据在设计中未予考虑和未设置采样点,对工业规模的示范装置操作分析的难度大大增加。
④D203罐和D207罐的模拟累积了上游全部的模拟误差和工艺操作波动,尤其是对闪蒸过程雾沫夹带目前尚无法考虑。按照所研究的体系、压力级别和温度范围,闪蒸罐内部的雾沫夹带是十分显著的。因此下游的操作结果误差较大是全流程模拟计算的必然结果,尤其对于氢气、干气、轻油和液化气等丰度极高的体系。
4 模拟结果在实际工艺中的应用探讨
高压和中压闪蒸分离工段是煤液化反应与氢气分离、液化气分离和油品分离过程的中间环节,其操作效果直接关联着循环氢的收率、干气和液化气的产率、液化轻油和液化重油的收率和全装置的能耗,是煤液化产物分离过程的核心。
闪蒸过程的分离能力有限,仅为一个平衡级,其分离效果直接与汽(液)化率相关。汽(液)化率越高,其气相组成与液相组成越相近,分离效果越差。对于工艺工程操作而言,汽(液)化率意味着产量,气、液相组成的变化意味着分离效果不同,两者互相矛盾,关键的调控变量是汽(液)化率。任何闪蒸操作过程的设计均需面对这一矛盾。
高压和中压闪蒸分离工段面临着另一个重要矛盾是压力级别的损失问题。就本研究考察的煤直接液化反应而言,操作压力为18.60 MPa。形成这一压力的能耗极高,在产品分离过程中如何回收这样高压力级别装置的能耗至关重要,但面临着两类分离技术对压力级别要求的矛盾:气体冷分离过程需要较高的压力级别和较低的温度,而油品的热分离过程操作压力越低和温度越高越好(相对挥发度大)。因此如何设置闪蒸流程,需要几级闪蒸过程,甚至反应产物组成发生变化所需要的闪蒸流程组合也不相同,均需要具体问题具体分析。
作为大规模的工业示范装置,现有流程操作的灵敏度太高,稳定操作较为困难。
在本研究的流程模拟计算过程中,逐渐发现现有流程存在的问题。其中最重要的是D201的操作,其直接关联着温中压急冷油的循环量和氢气/干气的循环量,以及固相与液化气/油品的分离效果。
4.1 关于D201罐的操作
严格来讲,D201罐是一个中间缓冲罐,其目的是通过温中压急冷油快速降低反应温度,终止副反应引起的生焦问题,实现气固分离、气相和油相分离的复杂过程。按照原设计和当前的操作,可使反应油气体系产生35~45 ℃的温降。D201罐的操作温度越高,越有利于后续油品分离,但存在着发生生焦副反应的可能。
雾沫夹带携带固体是D201罐最致命的问题,直接影响高分工段的操作。由于反应部分夹带的固体颗粒粒径较小,密度较低,气体与液体/固体完全分离极为困难。由于D201罐操作压力无显著变化,在此建议:D201罐宜采用较大直径和高度的装备,并且将温中压急冷油分成两路:一路直接与反应油气混合终止反应,另一路直接进入D201罐作洗涤油,喷淋到闪蒸的气相中。如此可以最大程度地降低雾沫夹带所携带的固体进入高分工段。
4.2 高分工段的H2回收率问题
高分工段运行的主要目的是提纯冷高分气中的H2。这一过程由于仅有两级分离,因而冷高分气的纯度不高,仅为86%左右,并且由于级数少而使得H2的回收率降低。如果说D201罐的液相中携带H2是必然,则H2转移到中压排放气中是高分工段级数少造成的。增加闪蒸级数逐级冷凝,显然可以降低转移到中压排放气中H2的量,但会引起工艺复杂性提高。理想的解决方案是建一座高压精馏塔,如采用10层左右的特殊塔板,可望将转移到中压排放气中的H2量大幅降低,同时提高一级膜分离原料中H2的浓度,提高H2回收率。
4.3 中压系统D205罐的操作
中压系统D205罐内发生降压闪蒸过程,压力从18.50 MPa直接降至2.70 MPa,产生巨大的压差。由于体系管线系统物流富含固体颗粒,在降压过程中的汽化提高了物流的管线流速,靠近D205罐前的进料管线减薄是重要的安全问题,并且由于罐内气体的突然暴沸,会产生严重的雾沫夹带,并携带大量的固体颗粒进入D206罐,严重影响下游操作。因此建议:采用液力透平回收动力,并在流体通过透平后管线扩径;在闪蒸罐内增设脱雾沫夹带结构。
5 结 论
煤液化反应产物油气分离系统操作压力和温度高,构成复杂;液化产物富含氢气、干气、液化气、液化油和固体,导致难以直接测定反应油气的构成,从而制约了对反应和分离系统生产效果的分析。
针对煤制油体系在热力学特性、物性研究尚不成熟的现状,应用煤液化装置的标定数据,对流程模拟软件中的热力学物性模型进行了对比分析,发现高分和中分系统采用Hysys软件中的PRSV模型模拟效果与实际较为吻合。应用Hysys软件对高分和中分工段6个闪蒸罐进行了模拟计算,结果虽有偏差,但尚符合实际工程操作情况。对现有高分和中分分离工段进行了分析,针对体系存在的问题,提出了技术改造的思路。
