反应条件对ETBE合成的影响研究
2021-11-08彭涛
彭涛
(中国石化巴陵分公司炼油部,湖南岳阳 414014)
甲基叔丁基醚(MTBE)曾一度被认为是理想的汽油抗爆剂,用于提高汽油辛烷值。但近年来发现其泄漏会对地下水资源造成污染,美国已将MTBE列为人类可能的致癌物质并于2008年全面禁止在油品中添加,欧盟和日本对MTBE的使用也在逐渐减少[1-2]。乙基叔丁基醚(ETBE)作为MTBE的同系物,其辛烷值更高。当作为汽油调和组分使用时,既可减少发动机内的气阻,又可降低蒸发损耗,同时还能被好氧性微生物分解,是一种性能优良的汽油调合组分[3-5]。
目前,国外ETBE生产技术已比较成熟,拥有ETBE生产技术的公司主要有法国石油学会(IFP)、美国催化蒸馏技术(CDTECH)公司、阿尔科化学技术(ARCO)公司、联合油品(UOP)公司、飞利浦石油(Phillips)公司等[6]。国内研究ETBE生产技术的单位不多,大多处于小试研究阶段。
液体酸是传统的合成ETBE催化剂,但对设备的抗腐蚀性能要求高,使用过程中催化剂损耗大,工业应用已逐渐减少;前人也有采用HY、Hβ和HZSM-5等分子筛催化剂和杂多酸催化剂来研究ETBE的合成,但工业合成ETBE最常用的方法还是以大孔径磺酸树脂为催化剂[7]。文章以乙醇和催化混合碳四(C4)为原料,采用A35树脂催化剂来开展ETBE的合成研究,考察反应温度、压力、空速、醇烯摩尔比对异丁烯转化率和ETBE选择性的影响,确定了最佳的反应条件,并进行了催化剂的活性及稳定性试验。
1 实验
1.1 原料和仪器
乙醇:质量分数大于99.7%,巴陵石化公司某中试装置副产,经脱水处理。
催化混合C4:巴陵石化公司炼油装置产,组成见表1。
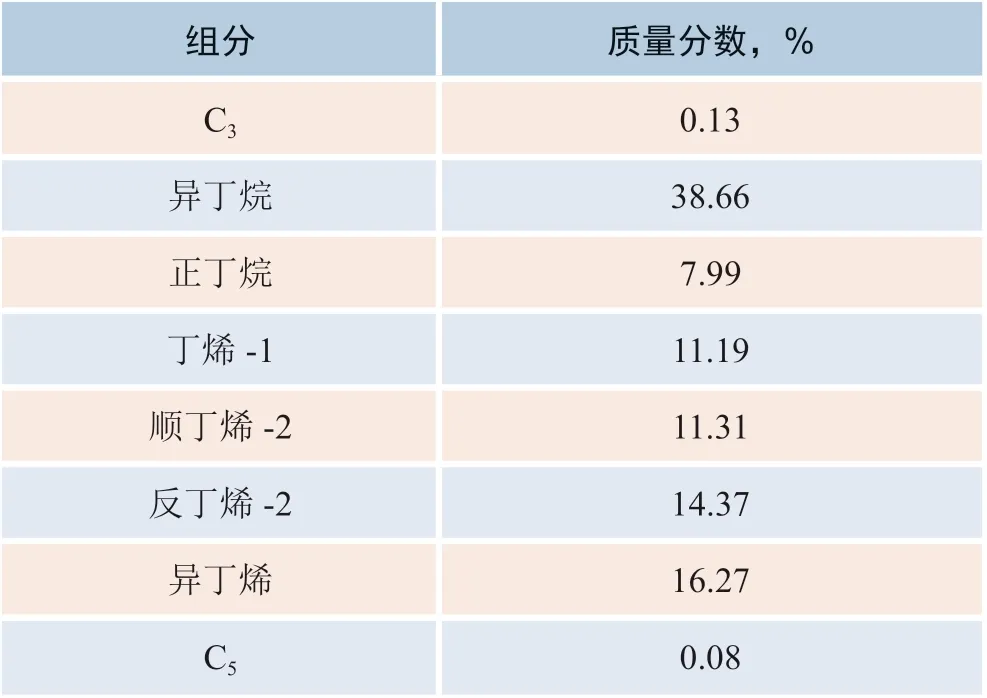
表1 催化混合C4组成
A35树脂催化剂:外购,催化剂物性参数见 表2。

表2 A35树脂催化剂参数
仪器:GC-7890A气相色谱仪配FID氢火焰检测器。
1.2 实验方法
试验设备为固定床反应器,反应器体积300 mL,材质为316不锈钢。A35树脂催化剂装于反应管中部恒温区,装填量160 mL,上部和下部装填石英砂。催化混合C4原料和乙醇分别用微型计量泵打入反应系统,反应产物一路按设定间隔进入气相色谱仪分析,另一路冷却后进入产品接收罐。ETBE合成工艺流程见图1。
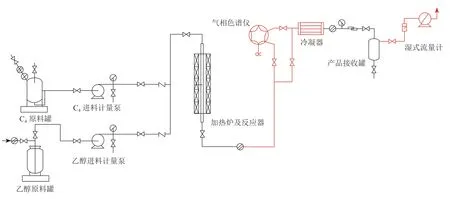
图1 ETBE合成工艺流程
通过考察不同温度、压力、空速、醇烯摩尔比等反应条件对ETBE合成过程中异丁烯转化率和ETBE选择性的影响,来研究反应条件对ETBE合成的影响。
1.3 分析与测试
反应原料及产物采用GC-7890A气相色谱仪分析。两根色谱柱分别为PONA柱,PLOT/Al2O3柱,设有两个FID氢火焰检测器,分流/不分流进样口,Deabs Swith微板流路控制。载气为N2,流速为2 mL/min。进样量0.5 µL,分流比为100∶1。汽化室温度250℃,检测室温度250℃。柱温初始温度40℃,恒温10 min,以2℃/min的速率升温到160℃,恒温5 min。
根据色谱分析结果,分别按式(1)、(2)计算异丁烯转化率(C)和ETBE选择性(S):

式中:mc1为原料中异丁烯质量;mc2为反应后异丁烯质量;me1为液体产物中ETBE质量;me2为液体产物的总质量。
2 结果与讨论
2.1 反应温度的影响
在固定反应压力、空速和醇烯摩尔比的条件下(反应压力1.0 MPa,空速1.0 h-1,醇烯摩尔比1.2),考察反应温度对反应结果的影响,结果见图2。从图2可以看出,温度是影响异丁烯转化率的重要因素。在较低的温度时(50℃),异丁烯已能较好转化,转化率达到84.5%。随着反应温度的升高,异丁烯转化率先升高再逐渐下降。ETBE选择性先升高再逐渐下降;当温度超过70℃后,异丁烯转化率下降速率加快。当反应温度在60℃左右时,异丁烯转化率及ETBE选择性均达到最高值,分别为92.5%和98.6%。由于醚化反应是可逆的放热反应,当温度达到反应平衡温度点后,继续提高反应温度,反应平衡逆向进行,导致转化率降低。因此,确定适宜的反应温度为55~65℃,最佳的反应温度为60℃。
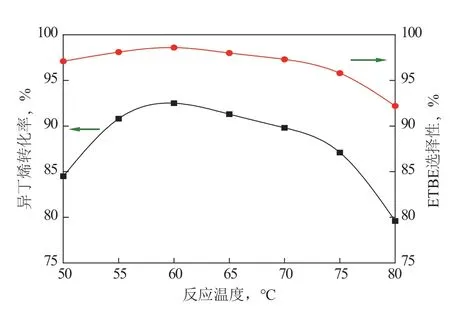
图2 反应温度对异丁烯转化率和ETBE选择性的影响
2.2 反应压力的影响
在反应温度、醇烯摩尔比和空速固定不变的条件下(反应温度60℃,空速1.0 h-1,醇烯摩尔比1.2),调节反应压力从0.4 MPa至1.2 MPa以考察反应压力对反应结果的影响,结果见图3。从图3可以看出,在压力较低时,异丁烯转化率和ETBE选择性随压力的升高而增加;当反应压力增加到1.0 MPa后,继续升高压力基本对异丁烯转化率和ETBE选择性没有影响,异丁烯转化率和ETBE选择性分别在92.0%及98.0%以上。因此,确定适宜的反应压力为1.0~1.2 MPa,最佳的反应压力为1.0 MPa。
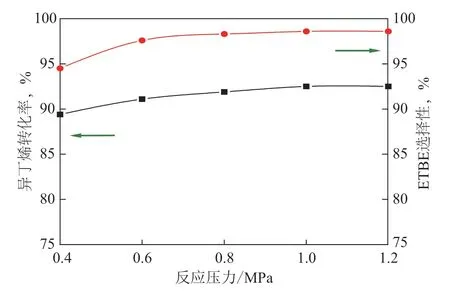
图3 反应压力对异丁烯转化率和ETBE选择性的影响
2.3 空速的影响
在反应温度、反应压力和醇烯摩尔比固定不变的条件下(反应温度60℃,反应压力1.0 MPa,醇烯摩尔比1.2),考察空速对ETBE反应结果的影响,结果见图4。从图4可以看出,随着空速的增大,异丁烯的转化率及ETBE选择性均呈下降趋势。当空速为1.0 h-1时,异丁烯的转化率及ETBE选择性分别达到92.5%和98.6%。当空速大于1.0 h-1时,异丁烯的转化率及ETBE选择性下降速率加快。因为空速越高(大于1.0 h-1),原料在催化剂床层的停留时间越短,反应越不完全,异丁烯的转化率及ETBE选择性下降越快;空速越低(小于0.8 h-1),则醚化反应的处理能力越小。为维持处理能力,将会增加催化剂用量,增大设备投资。因此,确定适宜的空速为0.8~1.0 h-1,最佳的空速为1.0 h-1。
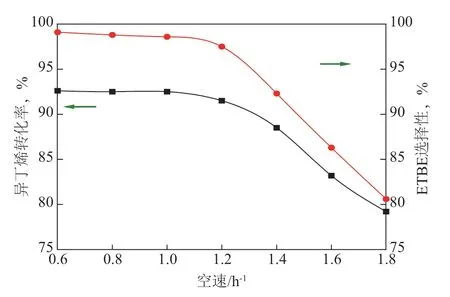
图4 空速对异丁烯转化率和ETBE选择性的影响
2.4 醇烯摩尔比的影响
在反应温度、反应压力和空速固定不变的条件下(反应温度60℃,反应压力1.0 MPa,空速1.0 h-1), 考察进料醇烯摩尔比对反应结果的影响,结果见图5。从图5可以看出,随着进料醇烯摩尔比的增加,异丁烯转化率和ETBE选择性均先逐渐升高再逐渐下降。醇烯摩尔比低于1.0,异丁烯转化率较低;醇烯摩尔比高于1.4时,则ETBE收率较低。醇烯摩尔比为1.2时,异丁烯转化率和ETBE选择性分别为92.5%和98.6%。因ETBE醚化反应是异丁烯和乙醇的等摩尔反应,属化学平衡反应,醇烯摩尔比过低或过高均对反应不利。醇烯摩尔比过低则异丁烯转化率降低;而醇烯摩尔比过高,会造成乙醇在催化剂活性中心周围浓度增加,使得反应活性降低,ETBE收率减小。因此,对于固定床反应器,合适的醇烯摩尔比为1.0~1.4,最佳的醇烯摩尔比为1.2。

图5 醇烯摩尔比对异丁烯转化率和ETBE选择性的影响
2.5 催化剂稳定性试验
作为工业催化剂,不仅要求有很好的催化活性和选择性,更要求有很高的稳定性。因此,采用A35树脂催化剂,在反应温度60℃、反应压力1.0 MPa、空速1.0 h-1、醇烯摩尔比为1.2的条件下进行长周期活性及稳定性考察,反应结果见图6。从图6可以看出,A35树脂催化剂具有相当高的稳定性。运转1 780 h后,虽然异丁烯转化率有所下降,但仍然在91.0%以上;ETBE的选择性变化不大,在98.0%以上。长周期运行时,异丁烯转化率有所下降的主要原因是副反应生成的少量聚合物沉积在催化剂的表面,一定程度上降低了催化剂孔道的通透性。聚合物的少量累积,对催化剂的主要性能影响不大。应控制好反应温度,避免超温,尽量减少异丁烯的聚合,以延长催化剂的使用寿命。

图6 醚化催化剂稳定性寿命试验结果
3 结论
以乙醇和催化混合碳四为原料,对ETBE醚化的工艺条件进行了优化考察,确定了较适宜的工艺条件,即反应温度55~65℃、压力1.0~1.2 MPa、空速0.8~1.0 h-1、醇烯摩尔比1.0~1.4。在反应温度60℃、压力1.0 MPa、空速1.0 h-1、醇烯摩尔比1.2条件下,异丁烯转化率大于92.0%,ETBE选择性大于98.0%。
对醚化催化剂进行了长周期活性及稳定性试验考察。在所确定的优化工艺条件下,A35树脂催化剂具有相当高的稳定性。运转1 780 h后,虽然异丁烯转化率有所下降,但仍然在91.0%以上,而ETBE的选择性变化不大,在98.0%以上。