基于模糊切换的食品灌装机械压力自动控制方法
2021-11-04陈思柴春雷
陈思,柴春雷
1.福州外语外贸学院(福州 350202);2.浙江大学(杭州 310058)
中国人口众多,农业发展迅速,粮食产量逐年递增。据《中国农业产业发展报告2020》(以下简称《报告》)显示,2019年,中国农业发展稳中有进、稳中向好,粮食产量连续5年超6.5亿 t,《报告》基于中国农业产业模型(CASM)模拟结果显示,2020年全国粮食产量预计达6.7亿 t,2019年中国粮食产量为6.6亿 t。食品灌装是食品加工过程中的一个重要环节,主要作用是将不易保存或运输的产品通过机械加工存放到各种材质的容器内,如牛奶、番茄酱、食用油等等,以延长存放期限和方便售卖。随着现代化技术发展,食品灌装也逐渐由人工向着智能化、机械化方向发展,各种灌装机械应用到食品加工中,提高了灌装效率和质量[2]。然而,伴随灌装自动化的发展,如何对灌装压力进行有效的控制成为研究热点。
对于食品灌装机械压力的自动控制,国内外均进行广泛研究,大致可分为PID控制、模糊控制、复合控制3种。其中PID控制是一种基于反馈原理(以误差反馈来消除误差)进行控制的方法,这种方法易于实施,具有很强的稳定性与可靠性,但是由于它能与检测到的信号进行同步调理,因此存在严重的控制滞后问题[3]。模糊控制是一种采用模糊数学语言描述控制规律(控制规则)操纵系统工作的控制方法。该方法的优点是不需要精确的数学模型,具有较强的鲁棒性,但是其控制精度较低,动态质量较差[4]。复合控制是指PID控制和模糊控制混合的方法,这种方法结合二者的优势,因此控制性能有了极大提高,但是在应用过程中发现二者在进行自动切换以实现分段控制时,存在阈值选取及切换扰动等问题[5]。
针对上述问题,针对阈值切换所存在的缺陷,设计一种基于模糊规则切换的食品灌装机械压力自动控制方法。该方法主要包括PID控制、模糊控制及模糊切换方式设计3个部分。试验结果可为食品加工灌装环节的控制提供参考和建议,提高灌装效率和质量。
1 食品灌装机械压力自动控制
在人们日常生活中,为方便储存,延长保质期,想出各种方法,如烟熏、日晒、盐腌、罐藏等,而罐藏技术无疑是最有效的。现代超市中,随处可见罐装食品,如各类罐头、食用油、饮料、酒类等[6]。罐装食品成为日常生活中常见的一种食品种类,极大方便和丰富了人们的日常饮食。
在食品灌装中,一般以是否高于大气压力作为标准,将其分为等压灌装、真空灌装和加压灌装等3种主要灌装方式。其中,前者依靠液体自重流入瓶中而灌装;后两者靠压差(贮液缸内的压力低于/高于瓶中的压力)将液体流入灌装瓶内[7]。
以饮料类产品的灌装为例,灌装机的灌装工艺流程为:用洗瓶机对灌装瓶进行清洗和灭菌,将其送入到进瓶螺旋并旋转到回转台,利用气缸将灌装瓶移动到灌装阀的下料口,形成密封,将灌装瓶内的空气抽走,利用储气罐中的二氧化碳气体填充进瓶内,直至储气罐与罐装瓶内的气压相同,打开液体阀将,将液体流入到灌装瓶内,灌装瓶内二氧化碳气体会通过排气管逐渐被流入的液体置换回储气罐中,直至液体上升到一定高度,触发液位传感器,液位传感器感应到液体达到指定位置的信号,将该信号通过PLC转换为指令,命令灌装阀关闭,停止灌酒,灌装瓶下降,并密封,完成一次灌装[8]。
在整个灌装过程中,根据食品种类的不同,总结影响灌装质量的因素主要有压力、温度和液位等模拟量。由于这些因素具有非线性、不确定性、多变性、时滞性等特点,使得控制对象的精确数学模型难以建立,因此压力控制经常出现误差,直接影响食品质量[9]。因此结合PID控制和模糊控制双重理论,通过设计模糊切换方式,提高灌装机械压力的控制精度。
1.1 PID控制
PID控制名称是根据其组成结构而来,其组成结构包含3个部分,即比例(P)、积分(I)、微分(D),如图1所示[10]。

图1 PID控制原理图
PID控制基本原理是以误差反馈消除误差,即通过计算给定值与实际输出值之间的误差计算比例(P)、积分(I)、微分(D)3个参数,通过线性组合成一个控制量,实现对食品灌装的自动控制。其控制规律如下:

其中:

式中:Kp为比例系数;Ti为积分时间常数;Td为微分时间常数[11]。
将其写为传递函数形式:

式中:s为传递函数。
1.1.1 比例(P)
比例(P)的主要作用是按比例反映食品灌装压力控制系统的偏差,一旦压力控制出现较大偏差,比例(P)就会启动,发挥职能,控制食品灌装机械向着偏差减小的方向移动[12]。比例(P)控制的基本表达公式为:

式中:Kp可大于1,也可小于1;e为控制器的输入,又称为偏差。
1.1.2 积分(I)
积分(I)的主要作用是消除食品灌装压力控制系统的稳态误差,提高压力控制系统的无差度[13]。积分控制的基本控制公式为:

式中:u(t)为输出;u0为控制量基准值(基础偏差)[14]。
1.1.3 微分(D)
食品灌装机械压力控制的目标之一是能对误差变化反应敏感,但是这在实际情况中很难实现,因此微分(D)的作用就是配合比例(P)、积分(I)控制尽可能降低食品灌装压力控制系统响应时间,避免偏差信号往更大的趋势发展,从而可以减轻输出的严重超调[15]。
在明确比例(P)、积分(I)、微分(D)3个控制参数的作用后,如何求取这3个参数大小成为接下来研究的内容。PID控制器参数整定是控制系统设计的核心内容,方法主要有2种,理论计算整定方法、工程整定方法,后者更为常用,又分为临界比例法、反应曲线法和衰减法[16]。采用临界比例法进行整定,具体过程如下。
步骤1:预选择一个足够短的采样周期。
步骤2:控制食品灌装机械按照采样周期运行。
步骤3:仅加入比例控制环节,将PID控制器变为纯比例作用,观察食品灌装机控制系统是否出现临界振荡。当出现这一现象,记下当时的比例放大系数和临界振荡周期。
步骤4:根据经验计算出PID各参数的整定值[17]。
1.2 模糊控制
模糊控制是在模糊集合理论基础上发展而来,它一般由包括模糊化、知识库、模糊推理机和解模糊等几部分组成,如图2所示[18]。其中,r为参考输入;u是模糊控制器的输出;y是被控对象。

图2 模糊控制原理图
1.2.1 模糊化
模糊化的作用是将输入的精确食品灌装压力控制变量进行模糊化处理,将其转换为模糊控制系统可识别的模糊量[19]。模糊化处理过程分为3步:对输入的精确食品灌装控制变量进行处理,使其满足模糊控制的要求;对处理好的输入量进行尺度变换处理;确定各输入量的模糊语言值和隶属度函数,实现输入量转换。
1.2.2 知识库
知识库由数据库和规则库2个部分组成,其包含的内容是进行模糊推理的依据。数据库中储存模糊语言变量和隶属函数、尺度变换因子、模糊子集等;规则库,顾名思义,包含许多模糊控制规则[20]。
1.2.3 模糊推理
模糊推理是整个模糊控制的核心环节,主要作用是基于知识库内容进行推理决策,得出食品灌装压力控制量[21]。模糊推理方法为Mamdani推理法,方法原理为:假设有前提x0,y0,z,规则ifAiandBithenCi,则Ci’为:

式中:x0、y0、z为输入输出变量,Ai、Bi、Ci’分别对应输入输出变量论域上的模糊集合,∧表示MIN,i=1,2,3,…,n。
最终的推理结果Ci’即为:

式中:∨为MAX[22]。
1.2.4 解模糊(清晰化)
解模糊(清晰化)是指将得到的模糊控制量转换回精确的控制量[23]。解模糊多采用重心法实现,模糊集合Ci’的重心z0由式(8)计算。

1.3 模糊切换方式设计
模糊PID控制是一种PID和模糊结合在一起的复合控制方法。该复合控制方法基本原理为:以PID控制作为基石,将偏差e和偏差变化率ec作为模糊控制器的输入变量,以Kp(比例参数)、Ki(积分参数)、Kd(微分参数)作为输出语言变量,利用模糊控制规则对PID的3个参数进行修改,以实现理想的迅速有力的控制输出[24]。
模糊PID控制弥补单一PID控制和单一模糊控制存在的缺点,发挥各自优势,但是模糊PID控制面临一个难题就是如何实现2种控制器自由切换[25]。
模糊切换的原理如图3所示。
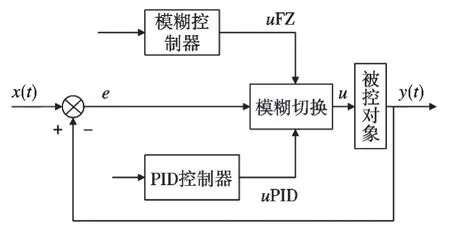
图3 模糊切换原理
为方便后续简单分析,以一维模糊控制器为例,进行模糊切换研究。以e作为模糊PID输入,以u作为模糊PID输出,其隶属度函数如图4所示[26]。

图4 模糊切换隶属度函数图
图4中的a的值要根据食品灌装控制系统要求进行取值,该值直接关系到控制强度分量。其控制算法为:


式中:RFZ是输入偏差为e时模糊控制器的输出强度系数;UFZ是模糊控制器的输出;RPID是输入偏差为e时PID控制器的输出强度系数;UPID是PID控制器的输出。
该切换方式的特点如下。
1) 模糊切换方案下,食品灌装控制系统处在暂态状态时,模糊控制器输出强度系数较大,启用模糊控制方法;食品灌装控制系统处在稳态状态时,PID控制器的输出强度系数较大,PID控制起主要作用[27]。
2) 模糊切换方案下,能有效提高食品灌装控制系统的抗负载扰动的能力。
2 仿真试验测试
为测试基于模糊切换的食品灌装机械压力自动控制方法的性能,以PID控制、模糊控制、复合控制为对比项,利用Matlab/Simulink仿真软件,进行仿真试验分析。
2.1 试验食品灌装机
选取的试验食品灌装机是一种适用于液体黏稠度较高的等压灌装机型(如图5所示)。等压灌装机是建立在气相与液相压力相等,灌装时先进气备压,再进液,液体沿瓶壁流下,一次灌装到液位,灌装速度快,不易起沫,彻底解决常压灌装机与高压灌装机无法一次灌装的难题,是较为先进的液体灌装机。

图5 试验食品灌装机

表1 试验食品灌装机技术参数
2.2 试验环境
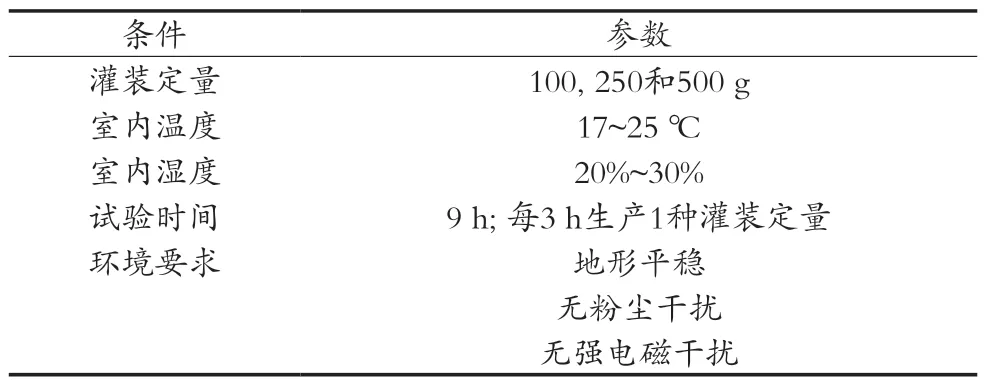
表2 试验环境设置
2.3 试验的控制目标
通过改善模糊切换方式,提高控制精度和灌装效率。针对这2个指标,通过以下几个参数值进行衡量。
(1)灌装质量误差,即比较灌装后静态液体质量检测结果与设定灌装质量,二者之间的差值越小,灌装的控制精度越高。
(2)封装合格率,即考察灌装的密封是否合格,是否存在漏气等现象。封装合格率越高,灌装的控制质量越高
(3)灌装数量,即统计试验时间内,不同控制方法下,灌装的数量。数量越多,灌装效率越高。
2.4 模糊PID参数设置

表3 模糊PID参数设置
2.5 模糊控制程序实现
根据逻辑控制分析,得到程序设计流程如下。
步骤1:设计组织块OB1和OB35调用程序。
步骤2:将输入输出量化因子存入寄存器。
步骤3:将模糊控制规则表存入寄存器。
步骤4:液位值的量化和模糊化程序设计。
步骤5:控制量查询程序设计。
步骤6:控制量清晰化及量化计算程序编写。
步骤7:通讯程序的编写。
2.6 食品灌装机械压力自动控制性能分析
按照基于模糊切换的方法、PID控制方法、模糊控制方法、复合控制方法对试验食品灌装机进行机械压力控制,控制其进行物料灌装,并同时统计2.3中3个试验控制评估性能指标。统计结果如表4所示。
从表4中可以看出,利用基于模糊切换的方法对试验食品灌装机进行机械压力控制后,在平均灌装质量误差、封装合格率及灌装数量3个指标的表现上均好于PID控制方法、模糊控制方法、复合控制方法的控制下的灌装效果,由此证明该控制方法的性能更优秀。

表4 食品灌装机械压力自动控制性能统计结果
3 结束语
综上所述,罐装食品在人们的日常生活中随处可见。在罐装食品加工过程中,灌装机的控制性能直接关系到灌装效率和质量,因此进行食品灌装机械压力自动控制方法研究,并通过模糊切换方案,解决控制精度和效率不足的问题,降低平均灌装质量误差、提高封装合格率及灌装数量。但出于理论知识和时间的限制,试验尚存在一定缺陷,即在仿真试验环节,只在安静的独立工作房进行短时间的试验测试,缺乏多种工作环境和长时间条件下的验证,因此得到的结果具有一定局限性,有待进一步探讨和研究。
