轻质烃共裂解技术优化研究及应用
2021-11-04王小强程中克李博杨利斌
王小强 程中克 李博 杨利斌
中国石油兰州化工研究中心
乙烯工业是石油化工行业的龙头和国民经济的重要支柱产业。大多数国家采用以石油烃类为原料的蒸汽热裂解及催化裂解方式生产乙烯,其中98%的乙烯是采用裂解炉以蒸汽裂解方式生产[1]。在蒸汽热裂解生产乙烯过程中,原料成本占总成本的70%以上。因此,优化利用乙烯裂解原料成为乙烯行业降本增效的重要途径。我国乙烯工业经过几十年持续发展,形成裂解原料来源广、复杂多变的独特格局,乙烯装置依然存在原料利用率低、能耗大、投资成本高和乙烯收率波动大等问题[2-8]。对不同裂解原料裂解性能的评价和优化加工利用,是影响我国乙烯工业的重要问题[9]。对现有乙烯裂解原料进行优化裂解技术研究,降低乙烯生产成本,提高裂解装置经济效益,也是炼化企业普遍关注的热点。
乙烷、丙烷、油田轻烃、拔头油等轻质烃裂解性能优异。一般炼厂把轻质乙烯裂解原料与石脑油简单掺混后共裂解,由于缺乏掺混比例对裂解效果影响的规律性研究,定量指导数据少,因此不能充分发挥掺混共裂解的协同效应优势,这直接关系到乙烯裂解装置的整体经济效益。
对乙烷与丙烷混合共裂解、油田轻烃及拔头油单独裂解,以及与石脑油共裂解技术进行了研究和对比,并将研究结果应用于工业裂解炉,取得了显著的经济效益。
1 试验装置与分析设备及试验方法
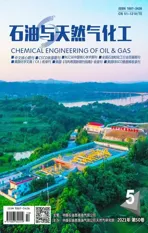
试验装置为美国KBR公司的BSPA乙烯原料裂解性能评价试验装置,该装置由进料系统、计量系统、加热系统、裂解反应系统、急冷分离系统、采样分析系统6部分构成。工艺流程如图1所示。主要分析设备和仪器如表1所列。
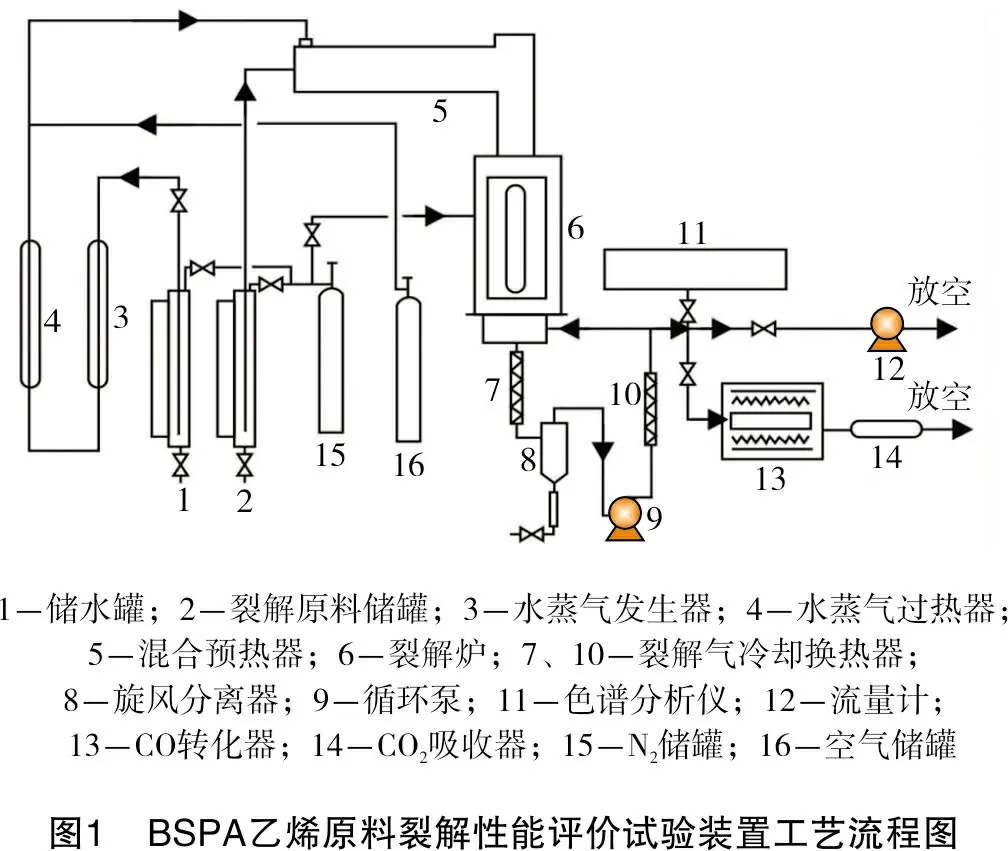
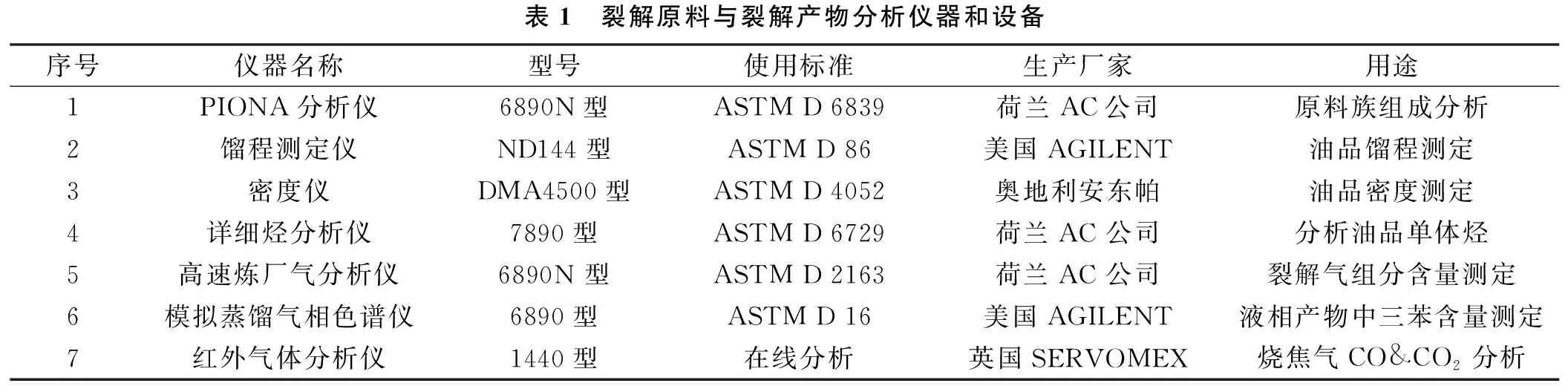
表1 裂解原料与裂解产物分析仪器和设备序号仪器名称型号使用标准生产厂家用途1PIONA分析仪6890N型ASTM D 6839荷兰AC公司原料族组成分析2馏程测定仪ND144型ASTM D 86美国AGILENT油品馏程测定3密度仪DMA4500型ASTM D 4052奥地利安东帕油品密度测定4详细烃分析仪7890型ASTM D 6729荷兰AC 公司分析油品单体烃5高速炼厂气分析仪6890N 型ASTM D 2163荷兰AC 公司裂解气组分含量测定6模拟蒸馏气相色谱仪6890型ASTM D 16美国AGILENT液相产物中三苯含量测定7红外气体分析仪1440型在线分析英国SERVOMEX烧焦气CO&CO2分析
试验方法:在BSPA试验装置上,在设定工艺条件下对不同裂解原料进行裂解反应2 h,其间进行3次裂解气在线分析,研究裂解温度和水油质量比对裂解产物(尤其是目的产物)分布的影响,对不同裂解原料的裂解试验结果做物料衡算和分析对比,为优化工业裂解装置裂解原料和裂解工艺提供基础数据和技术支持。
2 试验研究
2.1 乙烷-丙烷共裂解技术
试验用乙烷和丙烷物性分析数据如表2所列。乙烷和丙烷质量分数分别为99.33%和97.11%,近于纯气体。
表2 试验用乙烷和丙烷气体分析结果项目试验用乙烷气体试验用丙烷气体平均分子量30.1244.05w(氢)/%20.0718.16w(碳)/%79.9381.84不同组分质量分数/%C2H40.06-C2H699.33-C3H4-0.34C3H60.602.37C3H8-97.11C4H60.01-C4H8-0.13C4H10-0.05
乙烷单独裂解工艺条件:停留时间100 ms,水油质量比0.40,裂解温度900 ℃、910 ℃、920 ℃。丙烷单独裂解工艺条件:停留时间100 ms,水油质量比0.40和0.50,裂解温度890 ℃、900 ℃、910 ℃、920 ℃。反应器进口压力均为0.1 MPa。评价试验结果如表3所列。
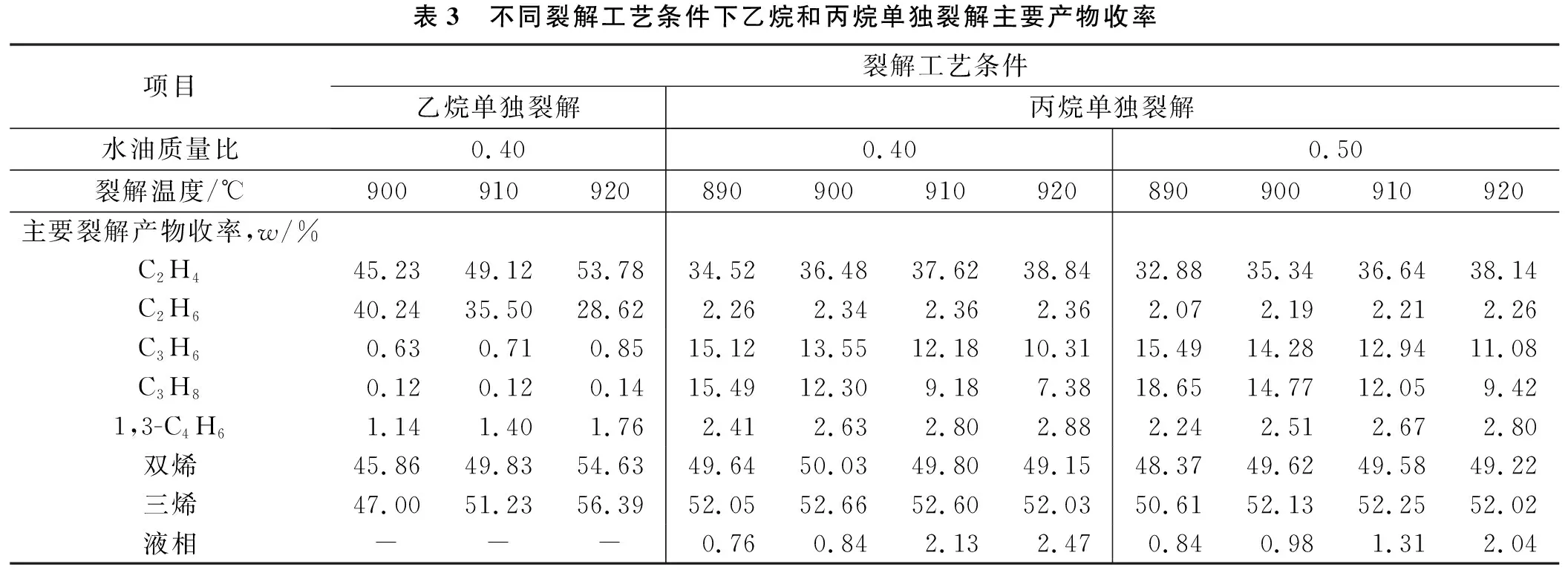
表3 不同裂解工艺条件下乙烷和丙烷单独裂解主要产物收率项目裂解工艺条件乙烷单独裂解丙烷单独裂解水油质量比0.400.400.50裂解温度/℃900910920890900910920890900910920主要裂解产物收率,w/%C2H445.2349.1253.7834.5236.4837.6238.8432.8835.3436.6438.14C2H640.2435.5028.622.262.342.362.362.072.192.212.26C3H60.630.710.8515.1213.5512.1810.3115.4914.2812.9411.08C3H80.120.120.1415.4912.309.187.3818.6514.7712.059.421,3-C4H61.141.401.762.412.632.802.882.242.512.672.80双烯45.8649.8354.6349.6450.0349.8049.1548.3749.6249.5849.22三烯47.0051.2356.3952.0552.6652.6052.0350.6152.1352.2552.02液相---0.760.842.132.470.840.981.312.04
由表3可见:
(1) 乙烷单独裂解时,裂解温度从900 ℃升至920 ℃时,乙烯单程收率从45.23%提高到53.78%,丙烯产率很低,双烯和三烯总收率分别增至54.63%和56.39%,基本无裂解液相产物。
(2) 丙烷单独裂解时,裂解温度从890 ℃升至920 ℃,乙烯收率升高4个百分点以上,同时丙烯收率下降超过4个百分点,三烯总收率上升2个百分点左右。乙烯收率较高(32.88%~38.84%)的同时,丙烯收率不低于10%,双烯收率基本在49%左右。双烯收率在900 ℃达到最高,之后随裂解温度提高有所下降。低水油质量比有利于乙烯生成,高水油质量比有利于丙烯生成。
在得到的乙烷和丙烷单独裂解优化研究结果基础上,在停留时间100 ms、水油质量比0.40、裂解温度920 ℃的条件下,开展不同乙烷掺入比例的乙烷-丙烷混合裂解试验研究,乙烯收率、双烯收率和丙烯收率随乙烷掺入比例的变化情况如图2所示。
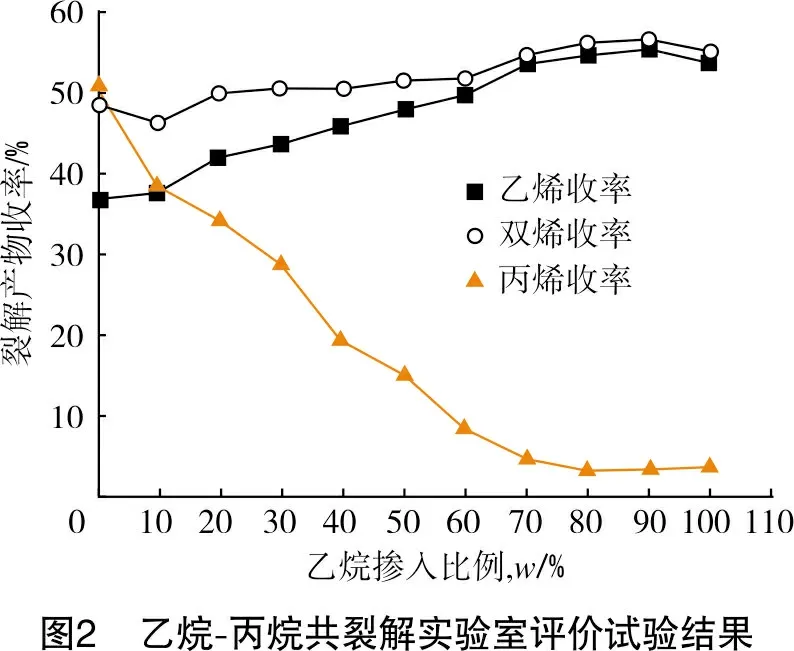
由图2可见,随着乙烷掺入比例增加,乙烯收率和双烯收率不断增加,丙烯收率快速下降。掺入乙烷的质量分数为10%时,乙烷-丙烷共裂解时抑制效应大于协同效应,其双烯收率低于丙烷单独裂解。在乙烷其余掺入比例下,乙烷-丙烷共裂解协同效应显著,乙烯和双烯收率高于丙烷单独裂解。当掺入乙烷的质量分数为80%~90%时,乙烯收率和双烯收率甚至高于乙烷单独裂解。可见,乙烷-丙烷共裂解可显著提高乙烯收率和双烯收率,二者适合共裂解;为更好地发挥协同效应,掺入乙烷的质量分数应不低于80%。
2.2 石脑油与油田轻烃及拔头油混合裂解技术
试验用石脑油、油田轻烃和拔头油的物性和族组成分析数据如表4所列。
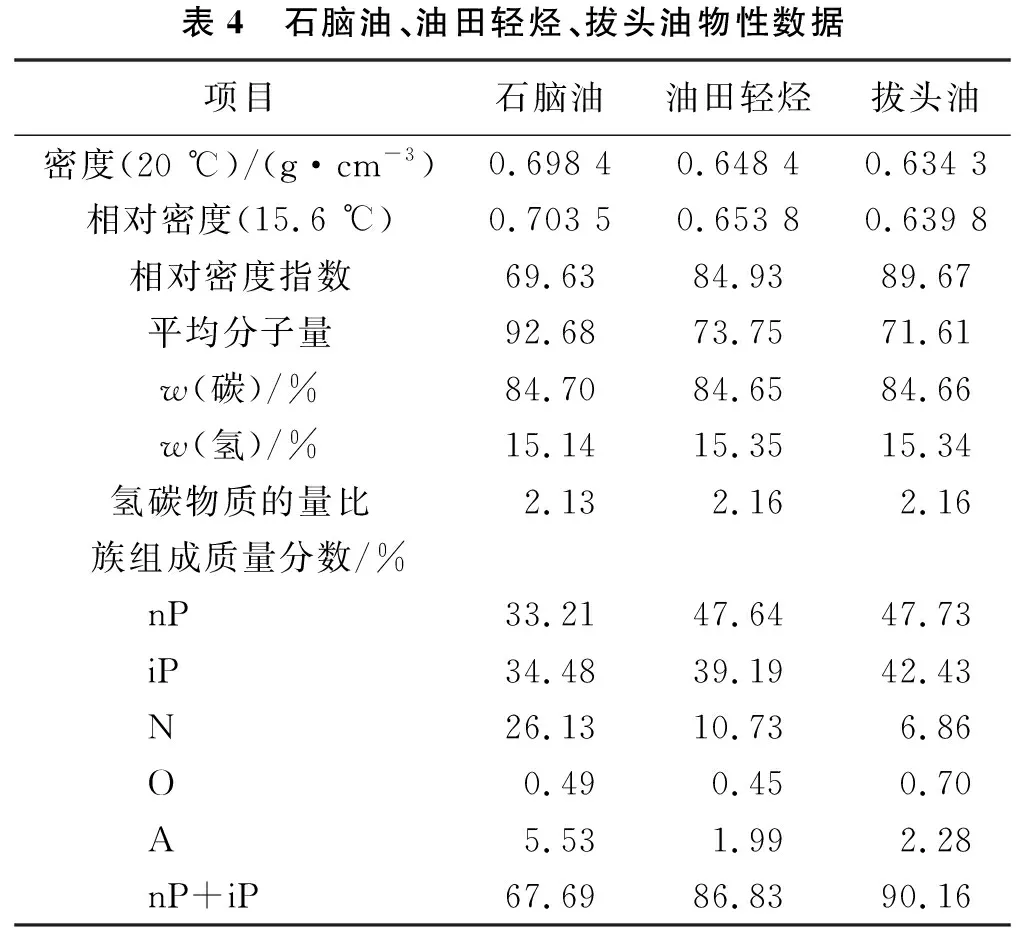
表4 石脑油、油田轻烃、拔头油物性数据项目石脑油油田轻烃拔头油密度(20 ℃)/(g·cm-3)0.698 40.648 40.634 3相对密度(15.6 ℃)0.703 50.653 80.639 8相对密度指数69.6384.9389.67平均分子量92.6873.7571.61w(碳)/%84.7084.6584.66w(氢)/%15.1415.3515.34氢碳物质的量比2.132.162.16族组成质量分数/%nP33.2147.6447.73iP34.4839.1942.43N26.1310.736.86O0.490.450.70A5.531.992.28nP+iP67.6986.8390.16
由表4可见:石脑油中正构烷烃、异构烷烃、链烷烃总量及环烷烃的质量分数分别为33.21%、34.48%、67.69%及26.13%;油田轻烃中正构烷烃、异构烷烃、链烷烃总量及环烷烃的质量分数分别为47.64%、39.19%、86.83%及10.73%;拔头油中正构烷烃、异构烷烃、链烷烃总量及环烷烃的质量分数分别为47.73%、42.43%、90.16%及6.86%,异构烷烃含量较高,环烷烃含量较低。由此可见,试验用石脑油、油田轻烃和拔头油均为较好的裂解原料。
在停留时间100 ms、进口压力0.1 MPa条件下,分别对石脑油、油田轻烃、拔头油进行单独裂解以及石脑油与油田轻烃及拔头油组合裂解性能评价试验。石脑油、油田轻烃、拔头油单独裂解最优工艺条件(停留时间100 ms、进口压力0.1 MPa、水油质量比和裂解温度)下的评价结果如表5所列。
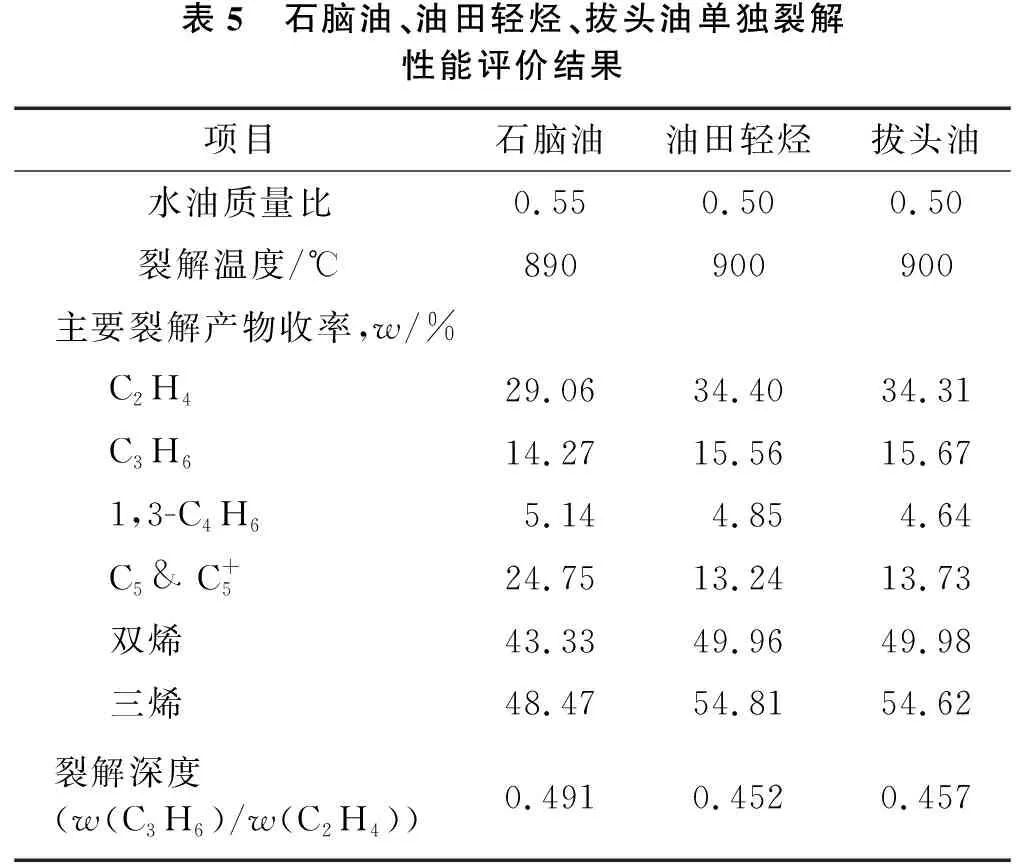
表5 石脑油、油田轻烃、拔头油单独裂解性能评价结果项目石脑油油田轻烃拔头油水油质量比0.550.500.50裂解温度/℃890900900主要裂解产物收率,w/%C2H429.0634.4034.31C3H614.2715.5615.671,3-C4H65.144.854.64C5& C+524.7513.2413.73双烯43.33 49.9649.98 三烯48.47 54.8154.62 裂解深度(w(C3H6)/w(C2H4))0.491 0.4520.457
在优化的裂解温度890 ℃、停留时间100 ms、进口压力0.1 MPa及水油质量比0.50条件下,油田轻烃及拔头油分别与石脑油掺混裂解性能评价试验结果如表6所列。
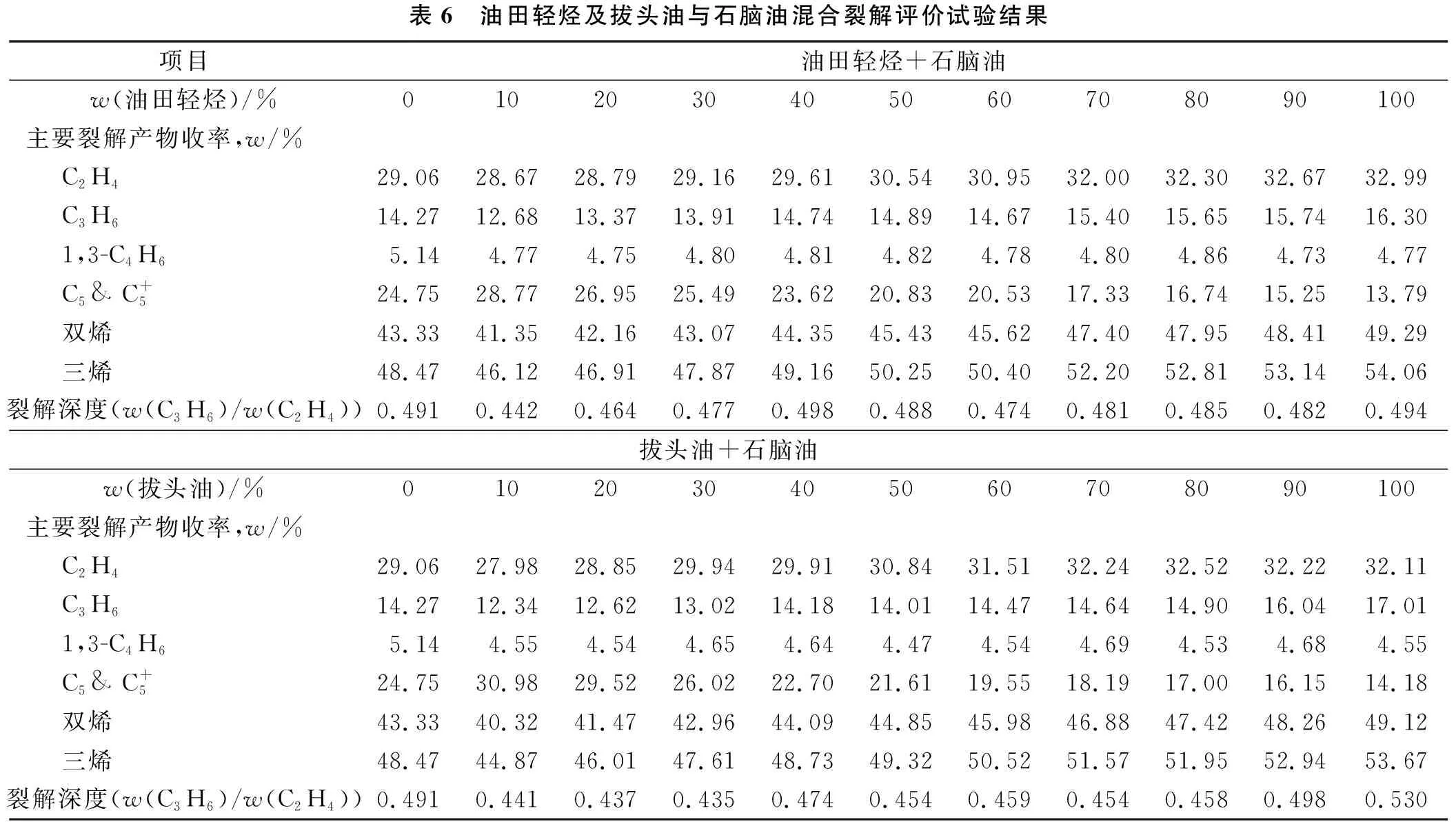
表6 油田轻烃及拔头油与石脑油混合裂解评价试验结果项目油田轻烃+石脑油w(油田轻烃)/%0102030405060708090100主要裂解产物收率,w/%C2H429.0628.6728.7929.1629.6130.5430.9532.0032.3032.6732.99C3H614.2712.6813.3713.9114.7414.8914.6715.4015.6515.7416.301,3-C4H65.144.774.754.804.814.824.784.804.864.734.77C5& C+524.7528.7726.9525.4923.6220.8320.5317.3316.7415.2513.79双烯43.3341.3542.1643.0744.3545.4345.6247.4047.9548.4149.29三烯48.4746.1246.9147.8749.1650.2550.4052.2052.8153.1454.06裂解深度(w(C3H6)/w(C2H4))0.4910.4420.4640.4770.4980.4880.4740.4810.4850.4820.494拔头油+石脑油w(拔头油)/%0102030405060708090100主要裂解产物收率,w/%C2H429.0627.9828.8529.9429.9130.8431.5132.2432.5232.2232.11C3H614.2712.3412.6213.0214.1814.0114.4714.6414.9016.0417.011,3-C4H65.144.554.544.654.644.474.544.694.534.684.55C5& C+524.7530.9829.5226.0222.7021.6119.5518.1917.0016.1514.18双烯43.3340.3241.4742.9644.0944.8545.9846.8847.4248.2649.12三烯48.4744.8746.0147.6148.7349.3250.5251.5751.9552.9453.67裂解深度(w(C3H6)/w(C2H4))0.4910.4410.4370.4350.4740.4540.4590.4540.4580.4980.530
综合分析表5、表6可知:
(1) 油田轻烃与石脑油混合裂解,当掺入油田轻烃的质量分数低于30%时,乙烯、丙烯和双烯的收率均低于石脑油单独裂解时对应的收率;当掺入质量分数在40%及以上时,乙烯、丙烯和双烯的收率均高于石脑油单独裂解时对应的收率。掺入比例越高,乙烯、丙烯和双烯的收率越高于石脑油单独裂解时对应的收率,并逐渐接近油田轻烃单独裂解时三者的收率。
(2) 当掺入油田轻烃质量分数为70%时,混合裂解的乙烯收率和双烯收率分别为32.00%和47.40%。按数学计量方法计算此时的乙烯、双烯的收率应分别为31.81%和47.50%,实际裂解的乙烯、双烯收率与计算的两者收率基本相当;当掺入质量分数为80%时,混合裂解的乙烯、双烯的收率分别为32.30%和47.95%,按数学计量方法计算此时的乙烯、双烯收率应分别为32.20%和48.01%,实际裂解的乙烯、双烯收率与计算的两者收率也基本相当。由此可见,油田轻烃单独裂解比与石脑油混合裂解效果更好。如果油田轻烃的储量不足,需与石脑油掺混裂解时,掺入油田轻烃的质量分数最好不低于30%,尽量≥70%。
(3) 根据试验结果分析,油田轻烃与石脑油掺混裂解不能显著提高石脑油的乙烯收率和双烯收率,由于油田轻烃适合在较高的温度下进行裂解,因此与石脑油混合裂解对油田轻烃的裂解有较明显的不利影响,油田轻烃与石脑油不宜混合裂解,而适合分储分裂。
(4) 同样对拔头油与石脑油混合裂解试验进行分析可以得出结论:拔头油单独裂解比与石脑油混合裂解效果更好。如果炼厂拔头油量不足,需与石脑油掺混裂解时,掺入拔头油的质量分数最好不低于40%,尽量≥70%。建议拔头油进行单独裂解或与组成更为相近的油田轻烃进行混合裂解。
将上述乙烷-丙烷共裂解及油田轻烃与拔头油、石脑油混合裂解技术研究得到的成果,应用于兰州石化46×104t/a乙烯裂解工业装置,制定了“按质分类、乙烷与丙烷优化共裂解”的优化利用方案,并以石脑油与油田轻烃、拔头油混合裂解技术研究得到的定量掺混比例为依据,为兰州石化乙烯裂解装置原料优化配置提供技术支持。工业实施后经测算,在整体原料结构中轻质原料下降11.26%的情况下,通过对炼厂现有原料优化配置,实现了装置双烯收率不下降,而且综合能耗较此前降低43.01 kgEO/t,节约成本2 300万元/年,取得了显著的工业应用效果。
3 结语
(1) 乙烯成本直接影响下游产品成本,在降本增效大背景下,对有限的乙烯裂解原料进行优化加工,以提高乙烯收率,是资源高效合理利用和可持续发展的必然要求,也是乙烯生产企业提质增效的重要途径。
(2) 随着我国国民经济的持续高速发展,国内对低碳烯烃的需求稳步增长,我国乙烯工业经过多年快速发展,规模及技术也取得很大进步,但与发达国家乙烯工业相比仍有不小差距,而且受国内油气资源的限制,乙烯原料短缺和重质化、多样化、复杂化问题日益突出。
(3) 在原料多样化趋势下,根据市场需求及变化,拓展新的乙烯裂解原料的同时,对现有乙烯裂解原料开展以降本增效为目标的试验研究、技术攻关和应用,受到炼化企业的普遍重视。通过乙烷-丙烷共裂解、油田轻烃与拔头油、石脑油混合裂解技术的研究,将得到的研究结果应用于工业裂解炉,取得显著的工业应用效果,为乙烯裂解装置提质增效提供了有效途径。