Inconel 718镍基合金高速铣削表面粗糙度研究*
2021-11-03盖立武吴查穆张克栋
盖立武,吴查穆,张克栋
(1.苏州市职业大学机电工程学院,江苏 苏州 215104;2. 苏州大学机电工程学院,江苏 苏州 215021)
0 引言
Inconel 718镍基合金因具有工作温度高、抗氧化性和抗热腐蚀性好等优良特性被广泛应用于航空、航天领域,是制造航空航天涡轮发动机、燃气轮机、工作叶片、导向热片和燃烧室等重要零部件的材料[1-6]。但从切削性能来看,Inconel 718镍基合金的切削性能较差,是典型的难切削材料,在切削加工中存在切削力大、切削温度高、刀具磨损严重、排屑困难等特点,零件的表面质量较难保证[7-9]。随着航空航天技术的发展,对镍基合金材料的表面质量要求越来越高,研究如何改善Inconel 718镍基合金零件的表面质量是一个重要的课题[10-12]。
本文采用正交试验和极差分析法研究了高速铣削镍基合金时切削速度V、每齿进给量fz、切削深度ap、切削宽度ae等4个铣削参数对表面粗糙度的影响规律,运用多元线性回归分析的方法建立了表面粗糙度的预测模型,并通过残差图和实际切削对预测模型进行了双重检验,为实际生产中高速、高效加工Inconel 718镍基合金提供依据。
1 试验条件
1.1 试验材料
Inconel 718镍基合金材料试样的尺寸规格为80 mm×80 mm×60 mm。其化学成分和机械加工性能如表1和表2所示。

表1 Inconel 718主要化学成分

表2 Inconel 718的机械加工性能
1.2 试验设备
试验在HassVF-3立式镗铣加工中心上进行,该机床是美国哈斯自动化公司生产的高精度立式镗铣加工中心,主轴最高转速为12 000 r/min,定位精度为0.005 mm,X、Y、Z行程为1016×508×635,主电动机功率为22.4 kW。试验刀具采用株洲钻石切削刀具股份有限公司生产的Tialn涂层硬质合金铣刀,刀具为整体立铣刀,刀齿为4齿,直径为12 mm,螺旋角为30°,刃长为30 mm,刀齿为尖角保护性。试验结果的测量采用北京时代之峰科技有限公司生产的的手持式TR110袖珍式粗糙度仪,行程长度6 mm,取样长度2.5 mm,测量范围(μm)Ra0.05~Ra10.0,示值误差±15%,示值变动性<12%。
2 试验方案
试验过程中采用顺铣、干式切削,研究并分析铣削参数对Inconel 718镍基合金已加工表面粗糙度的影响规律。选取切削速度V、每齿进给量fz、切削深度ap、切削宽度ae这4个铣削参数建立因素水平表如表3所示,表3的值由实际加工经验和试验刀具的切削性能估算。从表3可以看出各铣削用量的取值范围涵盖了粗加工、半精加工、精加工,可以比较全面的研究铣削镍基合金材料时表面粗糙度随着铣削参数改变的变化规律。试验方案采用正交试验设计。正交试验表L16(44)和实验结果(每组试验测量3次,取平均值),如表4所示。
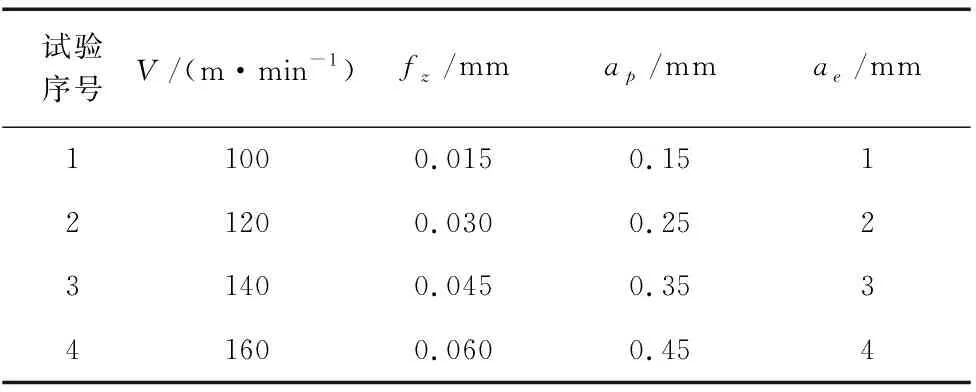
表3 试验因素和水平
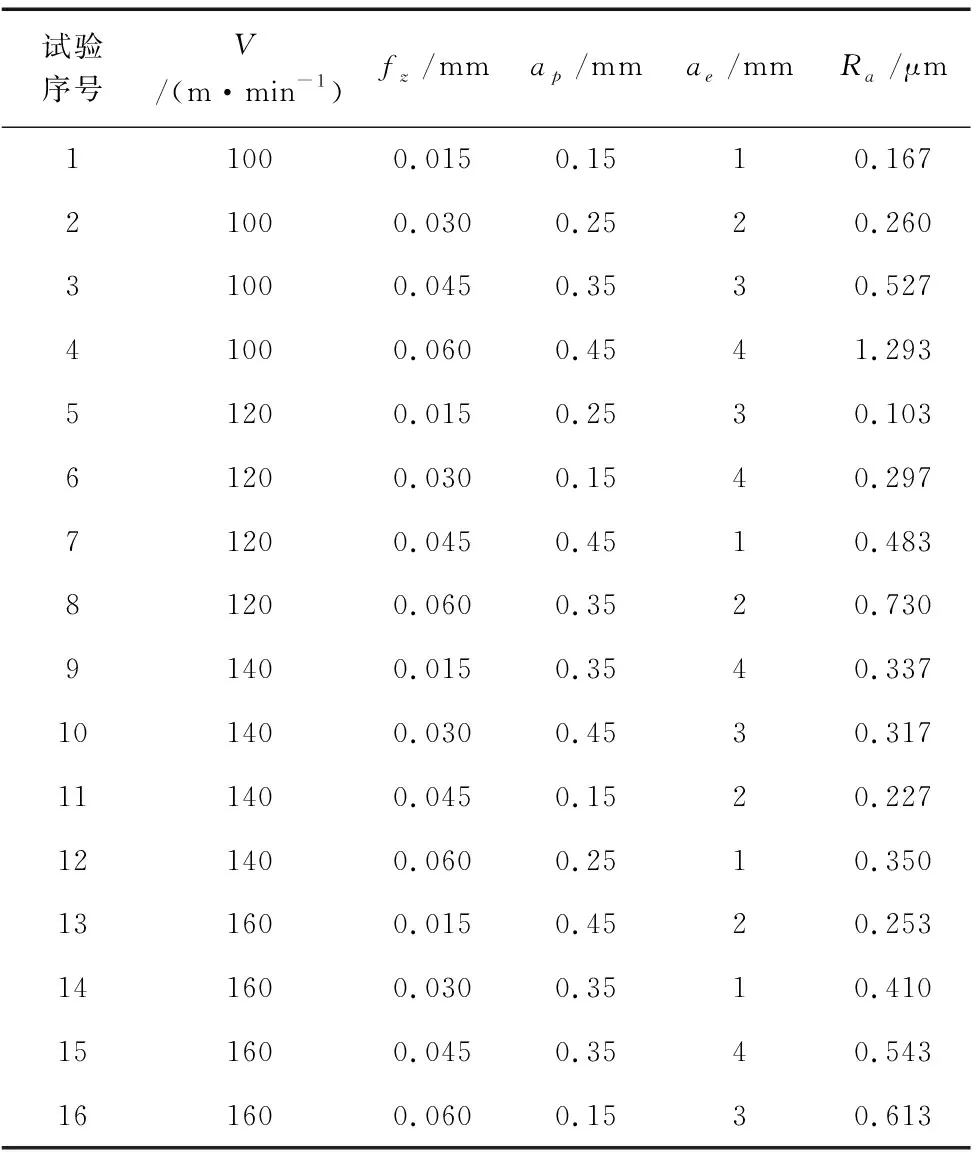
表4 正交试验方案和试验结果
3 铣削参数对表面粗糙度的影响
根据表4求出各因素对应的极差值,结果见表5所示。

表5 表面粗糙度极差表
从表5可以看出,表面粗糙度受铣削参数的影响程度的大小依次是fz、ap、ae、V。仅考虑减小工件已加工表面粗糙度,较优的参数组为:V=140 m/min,fz=0.015 mm/z,ap=0.25 mm,ae=1 mm。为了更直观显示表面粗糙度受铣削参数的变化程度,做出相应的指标因素影响图,如图1~图4所示。
从图1中可以看出,随着铣削速度的增加,表面粗糙度先快速的下降,接着呈递增趋势。铣削速度在140 m/min时,表面粗糙度达到最小,这是因为随着铣削速度的提高,铣削温度也随之提高,温度高会使材料发生软化,使得铣削加工变得容易,刀具磨损变小,更容易获得光滑的加工表面。但切削温度增大到一定程度,会使刀刃变软,刀具硬度降低,反而会加快刀具的磨损,刀具磨损后刃口变得凸凹不平,使得表面粗糙度变差。因此在切削Inconel 718镍基合金材料时,适当提高切削速度会获得较好的表面质量,但切削速度的提高要控制在一定的范围内。

图1 切削速度对表面粗糙度的影响趋势图
从图2可以看出,随着每齿进给量的增加,表面粗糙度值也是随着递增的,因为随着每齿进给量的增加,刀具每齿之间的切削距离也随着增加,使得切削轮廓间距变大,进而使得表面粗糙度增大,因此在切削Inconel 718镍基合金材料时,为了获得较好的表面粗糙度应适当减小每齿进给量。图中折线的陡峭度也显示每齿进给量对表面粗糙度的影响较大。
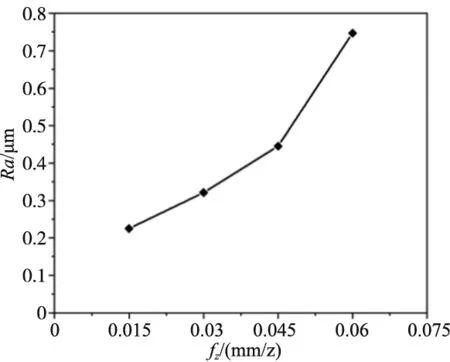
图2 每齿进给量对表面粗糙度的影响趋势图
从图3可以看出,随着切削深度的增加,表面粗糙度先是逐渐下降一段,接着极剧上升,最后上升速度又变慢。这是因为Inconel 718镍基合金材料硬度较高,当切削深度过小时,刀刃与已加工表面间的震动较大,使得表面粗糙度变差,随着切削深度的增加,切削变得平稳,表面粗糙度随之下降,当切削深度继续增加时,切削力增加迅速,使得刀刃容易发生崩刃,刀具磨损迅速,表面粗糙度也跟着急剧上升。当切削深度再继续增加时,由于磨损后的刀刃对已加工表面起到一定的修光作用,使得表面粗糙度增速变慢。
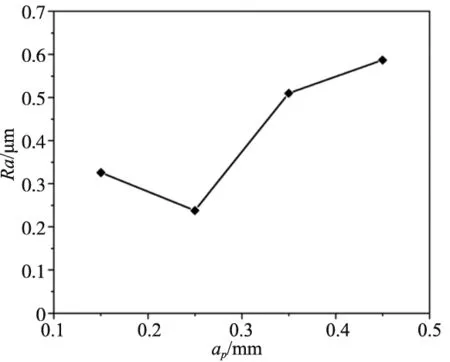
图3 切削深度对表面粗糙度的影响趋势图
从图4可以看出,在切削宽度小于3 mm时,它的表面粗糙度值的变化幅度不大,变化趋势较平缓,当切削宽度大于3 mm时它的粗糙度值呈明显上升趋势。这是因为当切削宽度较小时,切削力和切削温度的增加不是很明显,对表面粗糙度的影响较小。当切削宽度增加到一定范围后,使得主切削刃与切屑的接触面积变大,主切削刃处的散热条件变差,在切削温度的影响下,刀具的耐用度下降很快,切削刃发生剧烈磨损,致使表面粗糙度迅速增加。

图4 切削宽度对表面粗糙度的影响趋势图
4 多元线性回归分析
4.1 预测模型的建立
建立表面粗糙度预测模型,可对工件加工前的表面粗糙度进行有效预测,对铣削用量参数的设定和刀具耐用度的估算都有着重要的帮助作用。由于工件的表面粗糙度与切削速度V、每齿进给量fz、切削深度ap、切削宽度ae存在指数关系,根据经验公式建立如式(1)的表面粗糙度预测模型。
Ra=CVb1fzb2apb3aeb4
(1)
其中,C是加工材料、铣削条件的系数,b1,b2,b3,b4分别为指数。
式(1)两边分别取对数得到:
lgRa=lgC+b1lgV+b2lgfz+b3lgap+b4lgae
(2)
将切削参数及试验测得的结果代入式(2)中,采用最小二乘估计,得到的参数估计值为:
C=17.100;b1=-0.106 2;b2=0.829 5;
b3=0.540 4;b4=0.216 2
从而得到切削速度V,进给量fz,切削深度ap,切削宽度ae之间的线性回归模型见式(3):
Ra=17.100V-0.106 2fz0.829 5ap0.540 4ae0.216 2
(3)
4.2 预测模型显著性检验
预测模型是基于假设及试验数据对位置参数的估计,因此为了检验预测模型的可靠性需要对(3)式进行显著性检验,这里使用MATLAB软件生成的残差图进行假设检验。
使用MATLAB软件进行最小二乘法运算,得到回归系数并进行多元线性回归分析时,得出检验参数和系数(r2、F、P)。r2为多元线性回归的相关系数,且要|r2|≤1,当r2越接近于1时,说明拟合程度越好。F为统计量,F检验的值越大回归方程越显著。P为误差方差估计值。
如图5的残差杠杆图。当可信度95%,且R2=0.750 6,F统计量=8.278 4>0,p=0.023 5<0.05,说明回归方程中每个自变量选取较好,拟合效果良好,回归方程显著,所建立的预测模型能够很好地模拟实际加工情况。
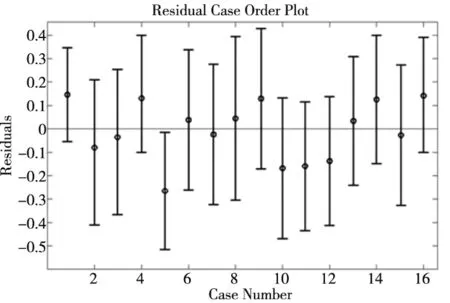
图5 表面粗糙度预测模型残差图
5 预测模型切削验证
在采用残差图检验的基础上,为了进一步检验预测模型的预测精度,在机床、刀具、测量仪器不变的情况下,随机选取10组不同的切削参数对试件进行铣削加工,加工后的测量值与预测值的误差比如表6所示。

表6 切削验证数据表
从表6可以看出预测误差范围在2.1%~7.5%之间,经计算综合预测误差为5.1%,证明建立的Inconel 718镍基合金加工表面粗糙度预测模型具有较高的预测精度,可以用来预测铣削镍基合金Inconel 718的加工表面粗糙度,以及表面粗糙度随铣削参数的变化规律。
6 结论
利用Tialn涂层铣刀对Inconel 718镍基合金材料进行切削试验,研究切削参数对表面粗糙度的影响规律,通过理论总结和试验结果分析得到如下结论:
(1)通过正交试验和极差分析法得出表面粗糙度受铣削参数的影响程度的大小依次为:fz、ap、ae、V,仅考虑减小工件已加工表面粗糙度,得出较优参数组为:V=140 m/mm,fz=0.015 mm/z,ap=0.25 mm,ae=1 mm。
(2)根据经验公式建立了表面粗糙度预测模型,经过残差杠杆图的验证,证实该模型具有较高的显著性。
(3)通过随机选取10组不同的铣削参数对表面粗糙度预测模型进行加工验证,计算出综合预测误差大约为5.1%,证实了建立的Inconel 718镍基合金加工表面粗糙度预测模型具有较高的预测精度,可以用来预测铣削Inconel 718镍基合金的加工表面粗糙度,以及表面粗糙度随铣削参数的变化规律。
