基于改进遗传算法的磨削能耗预测及工艺参数优化*
2021-11-03刘俨后田业冰田承金
李 阳,刘俨后,张 昆,田业冰,田承金
(山东理工大学机械工程学院,山东 淄博 255000)
0 引言
磨削作为应用最广泛的精密与超精密加工方式之一,其表面加工质量和能耗是当前关注的热点,国内外学者针对磨削表面粗糙度和磨削能耗进行了一系列研究。文献[1]对表面粗糙度测量理论与技术方法发展的现状进行了全面概述;文献[2]依据进化神经网络构建了磨削粗糙度的预测模型;文献[3]建立了砂轮线速度、工件进给速度与磨削深度对工程陶瓷内圆表面粗糙度的经验公式;文献[4]从分析方法的角度对表面粗糙度预测与建模的研究进展进行了综述;文献[5]研究了磨粒叶序排布与磨削表面粗糙度关系,证明叶序系数与表面粗糙度呈正相关;文献[6]构建了非圆磨削过程中工件上所受扭矩的计算模型和磨削能耗计算模型;文献[7]以铣削加工过程中的切削能耗、加工质量以及加工效率作为优化目标,采用灰色关联法进行寻优;文献[8]用BP神经网络预测附加载荷系数,间接预测出数控磨床磨削能耗。
上述研究在建立表面粗糙度或磨削能耗的预测模型方面取得一些成果。但是,以往只是单方面对表面粗糙度预测模型或磨削能耗预测模型进行研究,而将表面粗糙度与磨削能耗的预测模型有效地结合起来进行磨削工艺参数优化的研究却很少。本文在建立的表面粗糙度和磨削能耗的预测模型基础上,以保证表面粗糙度满足一定加工要求为前提,求磨削能耗的最小值为目标,设计了一种改进遗传算法,基于磨削能耗预测进行磨削工艺参数优化。
1 工艺实验
1.1 设备条件
在SMART-BB18III型高精度平面磨床上进行磨削实验,采用白刚玉砂轮,砂轮直径200 mm,实验材料45号钢,尺寸50×50×25 mm,加工50×50 mm的表面。使用功率分析仪获取磨削加工过程总能耗,采用TIME3200粗糙度测量仪测量磨削加工后的工件表面粗糙度。
1.2 实验设计
磨削用量参数选取:砂轮线速度vs(m/min)、工件进给速度vw(mm/min)和磨削深度αp(μm)。vs、vw和αp分别取5个水平,具体如表1所示。
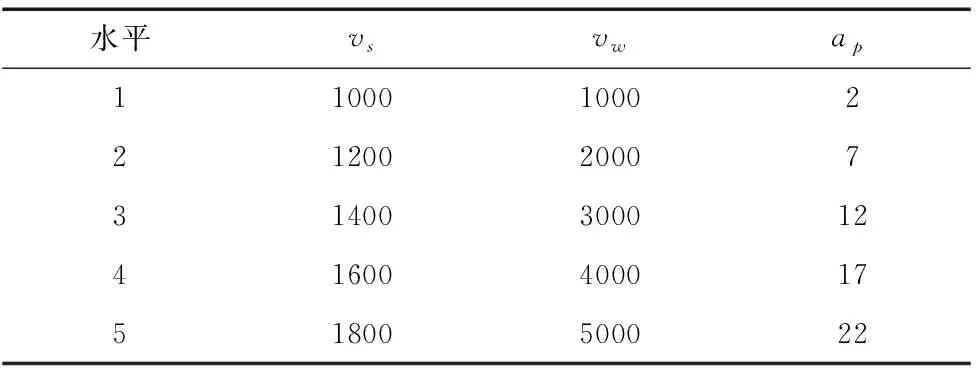
表1 磨削工艺参数
实验结果如表2所示。

表2 磨削实验数据结果
续表
2 表面粗糙度和磨削能耗预测模型
2.1 建立数学模型
根据多元非线性回归方法,将砂轮转速vs、工件进给速度vw和磨削深度αp设置为独立变量,表面粗糙度Ra和磨削能耗E设置为因变量。采用多元非线性幂函数数学模型进行构建。
(1)
(2)
其中,λ、β、η和α均为各自对应多元非线性数学模型的参数。分别对式(1)和式(2)两边作对数变换,可得到式(3)和式(4):
lgRa= lgλ+β1lgvs+β2lgvw+β3lgαp
(3)
lgE= lgη+α1lgvs+α2lgvw+α3lgαp
(4)
上述公式的多元线性回归方程可以写成下列形式:
y1=β0+β1x1+β2x2+β3x3
(5)
y2=α0+α1x1+α2x2+α3x3
(6)
式(5)中,y1=lgRa,β0=lgλ,x1=lgvs,x2=lgvw,x3=lgαp,式(6)中,y2=lgE,α0=lgη,x1=lgvs,x2=lgvw,x3=lgαp。
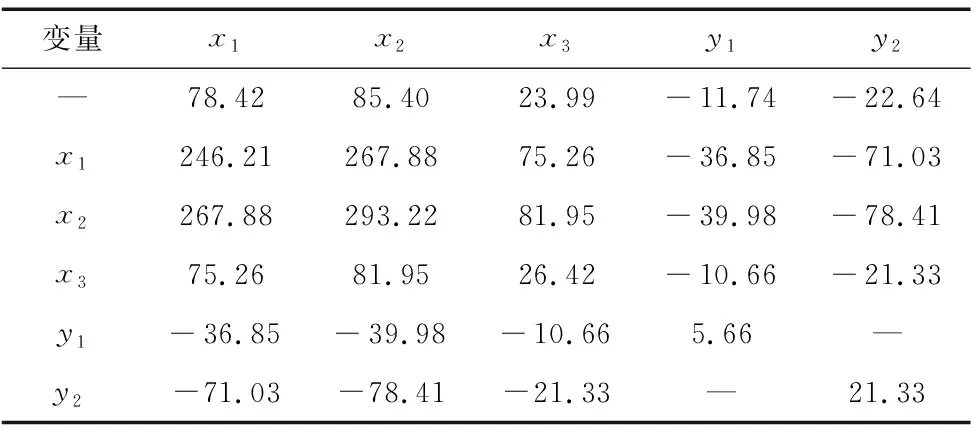
表3 统计数据计算结果
由一级统计数据计算二级统计数据如下:

l11=0.204,l22=1.524,l33=3.405,
l12=-1.929×10-8=l21,ly1y1=0.143,
l13=-1.406×10-8=l31,lx1y1=-0.021,
l23=-1.893×10-8=l32,lx2y1=0.131,
lx3y1=0.610,ly2y2=0.828,lx1y2=-0.008,
lx2y2=-1.080,lx3y2=0.394。

,
故式(5)的经验回归方程可以写成:
y1=-0.61-0.103x1+0.086x2+0.179x3
(7)
故式(6)的经验回归方程可以写成:
y2=1.533-0.041x1-0.709x2+0.116x3
(8)
2.2 多元非线性拟合方程的检验与偏回归系数的检验
计算回归平方和Uy1、Uy2,剩余平方和Qy1、Qy2,x对y的方差贡献Uy11、Uy12、Uy13和Uy21、Uy22、Uy23并进行检验。
Uy1=β1·lx1 y1+β2·lx2y1+β3·lx3y1=0.123,
Uy2=α1·lx1y2+α2·lx2y2+α3·lx3y2=0.811,
Qy1=ly1y1-Uy1=0.021,
Qy2=ly2y2-Uy2=0.017,



(9)
(10)
3 预测模型有效性验证
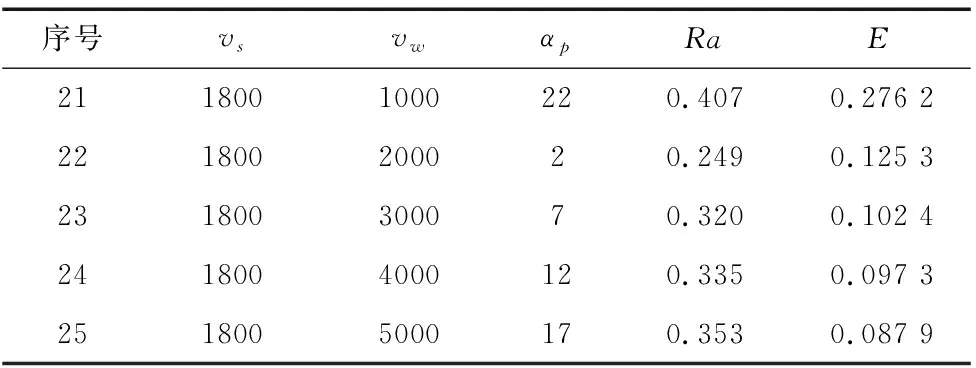
为验证预测模型的有效性,设计五组磨削参数组合进行对比分析,其中T表示实验值,P表示预测值,预测值与实验值对比结果如表4所示。

表4 磨削实验数据结果
经计算知五组磨削实验中,磨削用量与表面粗糙度的多元非线性方程式的平均绝对误差为1.84%,磨削用量与磨削能耗的多元非线性方程式的平均绝对误差为0.78%。因此式(9)、式(10)所示预测模型具有较高的预测精度。
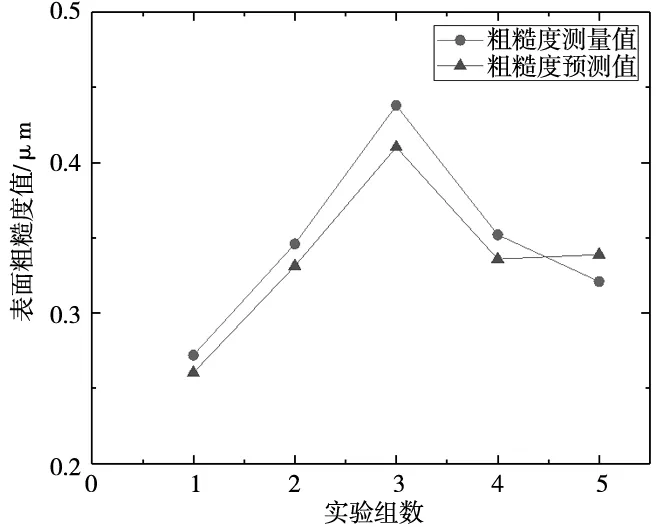
图1 实测粗糙度与预测粗糙度比较

图2 实测磨削能耗与预测磨削能耗比较
4 基于预测模型的工艺参数优化
4.1 改进遗传算法
本文以式(10)所示预测模型为目标函数,式(9)所示预测模型为约束条件,设计了一种改进遗传算法(Improved Genetic Algorithm, IGA),进行磨削工艺参数优化。
4.1.1 优化模型目标函数及约束条件
将式(9)的多元非线性方程式转化为不等式约束条件,遗传算法求解磨削能耗最小值进化过程知,每一代的表面粗糙度都不超过0.36 μm,为保证产生的初始种群和进化过程中产生的种群存活率,在式(9)的基础上减去0.36 μm,表示在满足表面粗糙度小于0.36 μm的前提下,求磨削能耗最小值。将式(10)的多元非线性方程式转化为目标函数,优化模型为:
minF(x,y,z)=34.132·x-0.041·y-0.709·z0.116
(11)
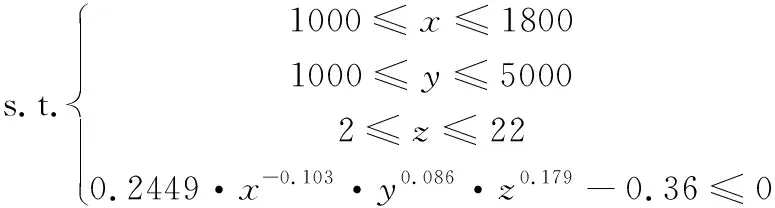
其中,x,y,z均为决策变量。
取目标函数的倒数作为适应度函数。
f(x,y,z)=1/34.132·x-0.041·y-0.709·z0.116
(12)
4.1.2 编码解码
染色体编码方式是遗传算法需要解决的首要问题[9]。考虑到决策变量取值大、范围大的特点,不宜采用一般的传统二进制编码方式,本文采用十进制编码方式。十进制编码中,设计每个决策变量占据4位基因,一个染色体的基因长度为12位,表示在满足约束条件下工艺参数的一组可行解。在十进制编码下,染色体中每个位置的基因都随机出现0~9之间的一个数字,但是编码后的染色体取值与实际决策变量区间范围不符,因此需要对十进制编码下的染色体进行解码。假设某一决策变量的取值范围为[L,U],使用长度为n的十进制编码表示该参数,则共有10n种不同的编码方式,设某一个决策变量的十进制编码为bnbn-1…b1,则对应的解码格式为:
(13)
具体编码解码实例见图3。
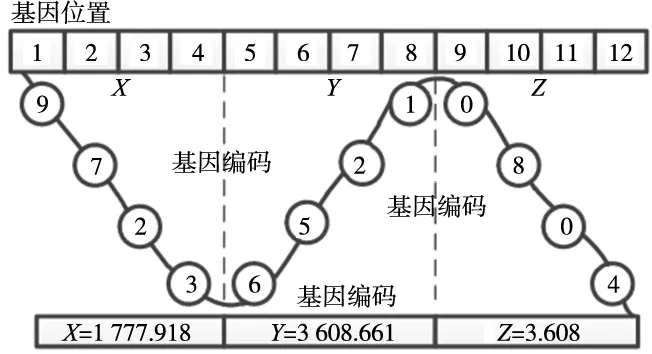
图3 编码与解码
4.1.3 选择算子
选择算子是从初始种群中选择适应度高的染色体,从而进行后续的交叉、变异算子操作。适应度函数作为衡量一个个体是否足够“好”的重要标准,也有其弊端,因为一个种群中最优物种不一定是在全局最优点附近。故应该给相对适应度较低的个体一些机会让其繁衍后代,以避免“早熟”。使用轮盘赌选择策略,即种群中的染色体被选中概率与染色体相应的适应度函数值成正比[10-11]。将种群中所有个体的适应度值进行累加然后归一化,最终通过随机数对随机数落在的区域进行对应的个体选取。
4.1.4 交叉算子
交叉算子在选择算子选出的种群中,随机选取两个染色体,以某一概率互换两个染色体中的部分基因,从而保证种群向着最优解进化。这里采用单点交叉,并随机生成一个(0,1)上的数,若小于交叉概率则进行交叉操作,否则不进行交叉操作。具体交叉实例见图4。
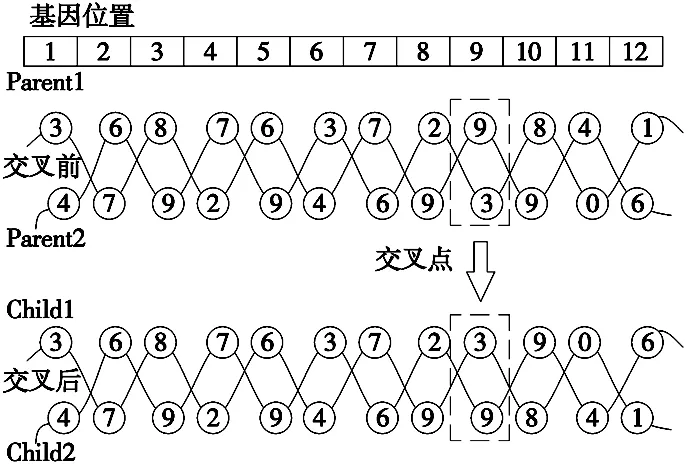
图4 改进遗传算法交叉操作
4.1.5 变异算子
变异算子可以使种群中染色体的基因多样化,在单个染色体的某些位置进行变异[12]。基于研究的需要,这里选择三点变异,具体操作为在十进制染色体上,前四位、中间四位和后四位各产生一个变异点,变异范围为0~9之间任意一个整数(图5)。变异评判标准是随机生成一个(0,1)上的数,与变异算子发生概率进行比较,若小于变异概率则进行变异操作,否则不进行变异操作。

图5 改进遗传算法变异操作
4.1.6 改进遗传算法的流程(图6)
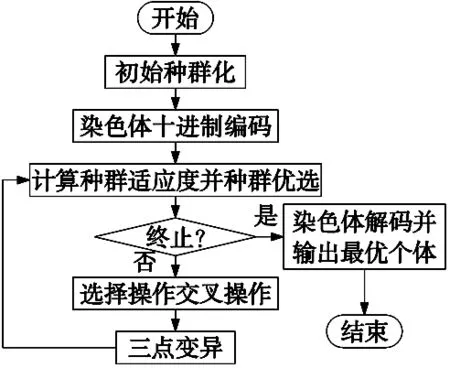
图6 改进遗传算法流程
4.2 二进制与十进制编码下的测试结果
4.2.1 改进遗传算法参数设置
经进化迭代结果知,设置初始染色体数目为100,迭代次数为70,交叉概率为0.8,变异概率为0.003时工艺参数优化效果最为理想。由初始染色体数目为100,染色体基因长度为12位,知创建的初始种群为100×12的矩阵。
4.2.2 改进遗传算法求解结果对比
遗传算法中,分别使用二进制编码单点变异和十进制编码三点变异的编程方式,通过进化迭代次数可知,两种方法最终收敛精度在0.066 kW·h附近。采用常规二进制编码单点变异进化迭代次数需要100代,采用改进遗传算法只需迭代70次,改进遗传算法迭代次数更少。而同样迭代100次的情况下,常规二进制编码单点变异系统程序运行需要时间4.6 ms,改进遗传算法系统运行需要时间3.9 ms,明显改进遗传算法速度更快。采用传统遗传算法中的二进制编码方式,在二进制向十进制解码的过程中,存在进化迭代缓慢、收敛速度缓慢的缺陷,本文采用的十进制编码与解码方式,可避免这一缺陷。两种迭代比较见图7。

图7 二进制与十进制编码收敛迭代比较
4.2.3 求解结果分析
同样进化迭代70次的情况下,常规遗传算法下进化结果显示砂轮线速度为1 731.233 m/min,工件进给速度为4 945.299 mm/min,磨削深度为3.021 μm时,表面粗糙度值为0.286 μm,磨削能耗值为0.068 8 kW·h;改进遗传算法进化结果显示砂轮线速度为1 792.773 m/min,工件进给速度为4 862.271 mm/min,磨削深度为2.015 μm时,表面粗糙度值为0.266 μm,磨削能耗值为0.065 3 kW·h。实验环境不变的条件下进行磨削实验,将常规遗传算法和改进遗传算法优化出的工艺参数分别作为磨床输入,得到的实验结果如表5所示。所示经计算知,表面粗糙度的精度提高了75%,磨削能耗的精度提高了22.2%。改进遗传算法下的工艺参数优化结果与所做30组磨削实验一一进行对比可知,改进遗传算法优化出的工艺参数在满足一定表面粗糙度的情况下,实现了磨削能耗的最小值,完成了工艺参数实质性的优化,达到了节约能源的目标。

表5 磨削实验数据结果对比分析
5 结束语
通过多元非线性拟合回归法建立了磨削工艺参数与表面粗糙度和磨削能耗的多元非线性方程式。遗传算法中使用十进制编码解码和三点同时变异的方式,提高了进化迭代速度与收敛精度。从结果验证可知,复杂的磨削加工过程中,通过建立表面粗糙度和磨削能耗的多元非线性方程式,将两个方程式作为改进遗传算法中的约束条件和目标函数,可实现磨削工艺参数的优化。
