一种新型抽油机曲柄销螺母上紧装置设计
2021-11-02方艳辉姚高祥边洪伟
兰 真,邓 阳,方艳辉,洪 涛,姚高祥,边洪伟
(中国石油渤海石油装备制造有限公司采油装备公司,天津 300280)
0 引言
曲柄销是抽油机的关键零件,也是易损件,其损坏的原因大多是因松动导致疲劳破坏。防止曲柄销松动应从多方面考虑,其中有效预紧是关键。目前,曲柄销螺母的预紧方式多为人工用大锤砸紧,该方法受人力影响,预紧力矩无法控制,且所需预紧力较大时人工预紧困难。介绍一种曲柄销螺母预紧装置,可以有效解决上述问题。
1 曲柄销受力分析
1.1 预紧力分析
曲柄销装置联接及受力如图1 所示,P 为连杆力,F 为表面摩擦力,N 为接合面正压力,Q 为螺纹预紧力。
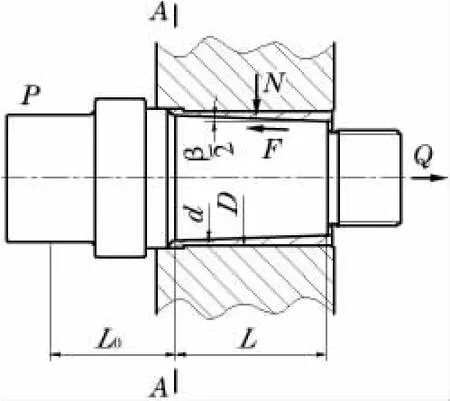
图1 曲柄销联接及受力
曲柄销预紧力并不是越大越好,满足曲柄销与锥套之间的最小结合压力,由曲柄销轴向受力平衡,则有[1]:

式中 Qmin——最小预紧力,N
d——曲柄销锥面大端的直径,mm
L——曲柄销和锥套配合长度,mm
M——曲柄销A-A 截面承受的最大弯矩,N·mm
α——压力分布系数
J1——曲柄销的惯性矩,mm4
J2——锥套的惯性矩,mm4
μ——结合表面摩擦系数
r——曲柄销锥面大端的半径,mm
β——锥角,°
1.2 预紧力与预紧力矩的关系
预紧力矩用于克服螺纹阻力矩和端面摩擦力矩,在螺栓大小确定后,预紧力矩同预紧力呈正比关系,近似为[2-3]:

式中 T——曲柄销装配时所需的最小预紧力矩,N·mm
K——预紧力矩系数,取0.2
d——螺纹公称直径,mm
2 曲柄销螺母预紧装置的设计
曲柄销螺母预紧装置如图2 所示,主要由防脱器、螺母套筒、液压扭矩扳手、高压油管及电动液压泵组成。防脱器及螺母套筒根据曲柄销螺母尺寸设计,如图3 所示。液压扭矩扳手选用MTH 系列,可输出力矩范围:27~70 660 N·m;电动液压泵选用ZB 系列,最高压力70 MPa。

图2 曲柄销螺母锁紧装置
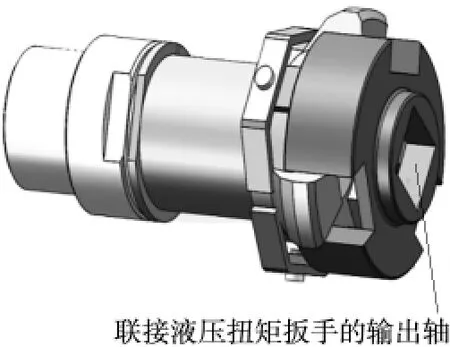
图3 螺母套筒及防脱器
曲柄销螺母预紧装置采用液压加力的预紧方式,通过油压控制力矩,可实现对预紧力矩的精确计量。预紧过程:①设定电动液压泵压力,如曲柄销螺母预紧力矩为3000 N·mm,若选用MTH16 液压扳手,只需将液压泵压力设定至13.7 MPa即可,如图4所示;②将液压扭矩扳手复位,联接螺母套筒;③反复按下控制器,在油压的作用下,螺母套筒开始转动,直到曲柄销螺母无相对位移为止,预紧力矩施加完毕。
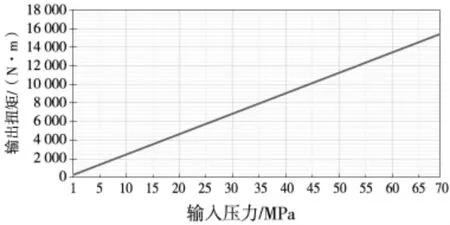
图4 MTH16 扳手压力与力矩关系
3 实验效果
以CYJ12-6-73HF 抽油机为例:曲柄销材料为35CrMo,锥套材料为40Cr,曲柄销大端直径为d=110 mm,曲柄销锥度1∶10,采用螺纹M90×4 mm,曲柄销悬臂长L0=120 mm,曲柄销与锥套实际配合长度L=140 mm,锥套外径D=130 mm。由式(1)和式(2)计算出抽油机曲柄销的预紧力矩为3108.15 N·mm。
将电动液压泵压力值调至14.5 MPa,此时曲柄销螺母预紧装置可输出的预紧力矩为3182 N·mm,略高于最小预紧力矩,预紧过程如图5 所示。预紧后,多人多次用大锤砸紧法验证,砸击声音清脆,曲柄销螺母无转动量,预紧效果良好。

图5 曲柄销的预紧
4 结论
曲柄销螺母预紧装置解决了人工预紧的诸多问题,取得了积极效果:①该装置采用液压加力的预紧方式,实现了对曲柄销螺母预紧力矩的精确计量,有效降低了因曲柄销松脱导致的抽油机事故;②设定油压后,通过控制器即可快速完成各种曲柄销螺母的预紧与拆松,大大降低了工人的劳动强度,提升了工作效率。
