小径管相控阵超声检测中不同管径成像机制对比研究
2021-11-02陈积乐
李 洋 陈积乐
(1.宁波市劳动安全技术服务有限公司 2.广西壮族自治区特种设备检验研究院)
0 前言
随着无损检测技术不断发展,越来越多的高新无损检测技术被应用在生产活动中,诸如衍射时差法检测(TOFD)、数字射线检测(DR)、相控阵超声检测(PAUT)等技术发展日趋成熟,给无损检测工作带来了极大便利。在高新无损检测技术中,相控阵超声检测技术已逐渐发展完善。相控超声检测技术是把n个相互独立的压电单元按一定顺序进行排列组合,形成特定阵列,通过控制每个阵元的相对时间延时来激励发射超声波波束在检测物体内部实现聚焦、偏转或聚焦偏转,在接收回波信号后通过延时补偿、信号叠加等一系列处理,使物体内部信息更清晰、直观地表现出来[1]。相控阵超声是检测材料内部缺陷的重要手段,其优势十分明显,既具备对面积型缺陷检测时高度灵敏的特性,又具有直观的缺陷显示图像,因此相控阵超声检测在各行业的无损检测中应用越来越广泛。
在小径管环焊缝无损检测中,相控阵超声检测方法已得到应用[2]。在管道焊缝检测中,PAUT具有较高的检出率,95%置信度下达到90%检出率的缺陷尺寸为0.92 mm[3]。相控阵换能器由多个压电晶片组成,一次检测中进入工件中的声束具有多个角度,减少了探头的移动距离,为检测效率的提升奠定基础。通过聚焦法则控制超声脉冲延时,可实现声束在工件中聚焦,获得良好的检测灵敏度。焊缝PAUT检测是以成像显示检测结果,即将采集的三维数据体按照实际的物理位置关系重构后显示在不同平面上的图像。目前的相控阵超声检测仪器能提供多种成像显示,如A型显示、S型显示、C型显示等,为检测人员判别缺陷真伪提供了帮助,使检测结果更加准确、可靠。
小径管环焊缝的相控阵超声检测属于曲面工件的检测,相对于平面工件的检测,曲面工件的检测更加复杂。曲面工件的检测效果根据不同的曲率半径而不同,曲率半径越小,检测效果越差,这就给小径管的检测工作带来了困难。因此,分析不同管径相控阵超声检测成像机制,是提升小径管环焊缝的相控阵超声检测效果的关键。
1 成像机制
采用相控阵超声检测曲面工件时,不同的曲率半径对检测效果有着不同的影响。在相控阵超声小径管检测应用中,超声波声束从相控阵换能器阵列中按照既定的延迟发射,通过有机玻璃楔块斜射入到工件中,在界面上波形转换形成横波传播。由相控阵超声检测的特点可知,超声波束在换能器晶片排列方向上形成聚焦,使该方法具有很高的检测灵敏度。为保护换能器以及适应不同管径的工件,检测时通常使用曲面楔块,当曲面楔块的曲率半径越接近工件的曲率半径时,声束的能量损失就越小。当楔块的曲率半径与工件的曲率半径一致时,换能器产生的声束能全部进入到工件中,损失能量最小[4]。楔块与曲面耦合,声束在经过界面时,相当于声束经过凸形界面(从入射方向看)进入钢材质的工件中,因为有机玻璃中声速小于钢中的声速,由折射定律可知声束在钢材质管体中发散,如图1所示。同时,由于相控阵聚焦法则的存在,声束在换能器晶片的排列方向可实现电子聚焦。所以相控阵超声检测曲面工件时,声束在晶片排列的方向上汇聚,声束能量集中,检测灵敏度很高;在晶片长度的方向上发散,声束能量发散,检测灵敏度降低。

图1 声束在小径管中的传播规律
在换能器通过曲面楔块与小径管完全贴合的情况下,声束在不同的管径中折射角度不同。声束在晶片排列方向上汇聚是由相控阵聚焦法则控制,不同管径的聚焦可通过仪器设置聚焦法则来达成一致,对不同管径的检测无影响,所以无需讨论。但在晶片的长度方向上,声束进入工件受到折射定律的影响,曲面直接影响了声束的入射角度。声束从凹面的有机玻璃楔块进入到金属材料中,折射规律如图1所示。由折射定律可知:

式中:CL1——有机玻璃中纵波声速;
Cs2——金属管体中横波声速;
b——入射角;
c——金属管体中横波折射角。
由式(1)变换后可得:

从图1的几何关系中不难得到:

式中:a——小径管弧面法线与入射主声束的夹角;
D——有机玻璃楔块长度的一半;
R——小径管半径。
由式(2)和式(3)可得:

从式(4)可以看出,管体中横波的折射角度随着小径管半径的不同而不同,半径越小,折射角度越大,声束发散越严重,对检测越不利。
在相控阵超声小径管检测应用中,声束能量在小径管中的分布情况可以看作由晶片排列方向与晶片长度方向的能量分布叠加,由于曲率半径的影响,晶片长度方向的能量发散,导致声束能量在小径管中发散,检测灵敏度下降。而管径越小,能量发散越严重,灵敏度就越低。下面通过对比实验验证不同管径下相控阵检测的成像效果。
2 实验研究
2.1 实验系统
本实验采用16晶片换能器相控阵超声检测系统分别对不同管径的小径管环焊缝进行相控阵超声检测,小径管环焊缝中预埋有相同类型的缺陷,通过比较不同管径相同类型缺陷回波的幅值大小来判定不同管径下相控阵超声检测的成像效果。实验系统部件型号如表1所示。
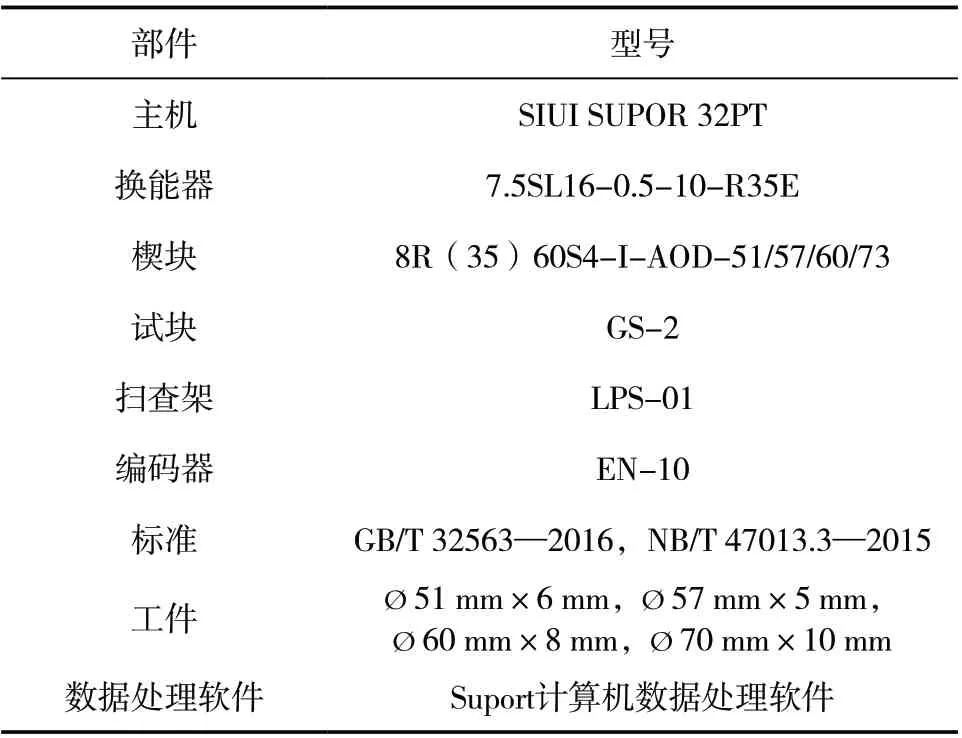
表1 实验系统部件
2.2 实验测试
分别按照不同的管径规格调节校准仪器,使用相同的检测灵敏度,对不同管径的管材进行扫查,分别记录图像数据。使用相控阵图谱分析软件Suport打开检测图像,检测结果如图2所示。
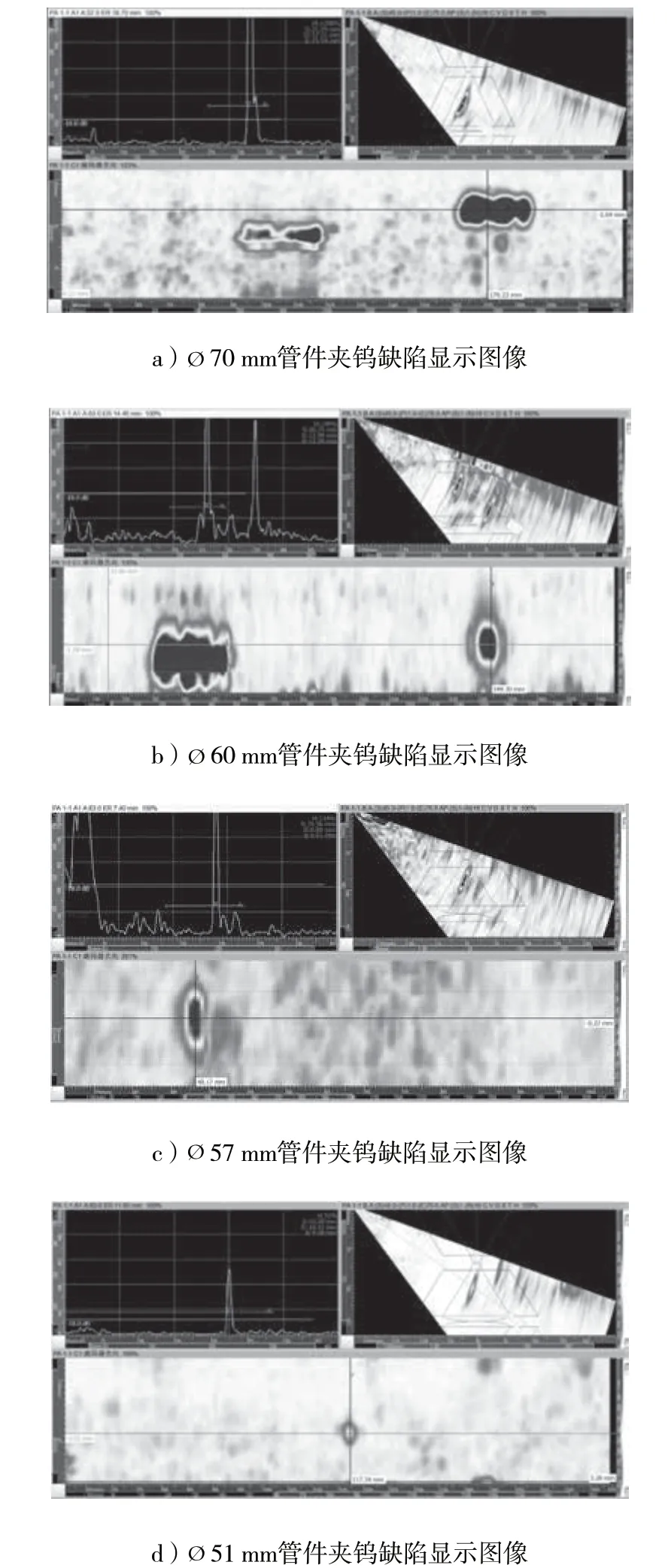
图2 小径管相控阵超声检测图谱
2.3 结果对比
从相控阵超声检测图像可以明显看出,70 mm管件的缺陷显示颜色最深,60 mm管件缺陷显示颜色次之,51 mm管件缺陷显示颜色最浅。图像中颜色深浅表示缺陷回波幅值高低,即70 mm管件缺陷回波幅值最高,51 mm管件缺陷回波幅值最低。不同管径的管件夹钨缺陷回波幅值如表2所示。
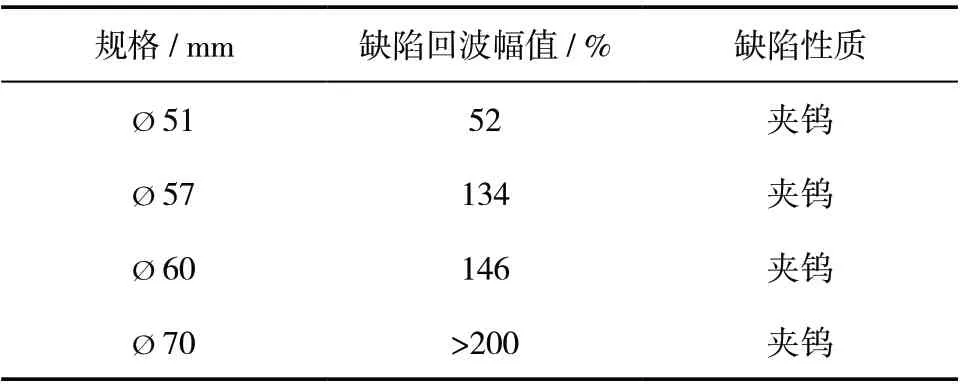
表2 不同管径缺陷检出幅值
从表2可知:管径越大,缺陷检出幅值越大。这说明较大的管径具有更高的检测灵敏度,这与理论分析的结果一致,即管径越小,缺陷检出灵敏度越低,越难检出小缺陷。
3 分析与讨论
在小径管相控阵超声检测过程中,曲率过大会给检测带来不利的影响。首先,不同的管径需要配备不同曲率的楔块,这对检测成本要求较高,装配不同的楔块也会影响检测效率,其次,曲率的存在会导致声束扩散,降低检测灵敏度。
为了解决声束在小径管中发散使检测灵敏度降低的问题,通常可以通过采用自聚焦相控阵超声换能器,即将晶片在长度方向上弯曲,使声束在晶片中产生时就开始汇聚,这样可使声束进入到工件中时保持汇聚,从而提高检测灵敏度。
通过前面的分析和实验可知:在实际小径管相控阵超声检测中,管径越小,进入工件中的超声波声束越发散,检测灵敏度越低。解决小径管检测灵敏度低的方法是:换能器应选用自聚焦相控阵换能器,校准仪器时,使用曲率与待检工件相近的GS试块,这样能保证检测灵敏度受标准控制,不会产生漏检现象。
