Ti-1300F 钛合金熔炼工艺研究
2021-11-02吕华江周文敏王婷婷
张 晋,吕华江,曹 瑞,周文敏,王婷婷
(新疆湘润新材料科技有限公司,新疆 哈密 839000)
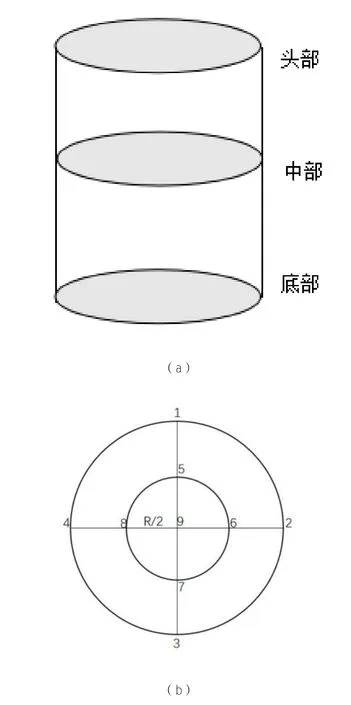
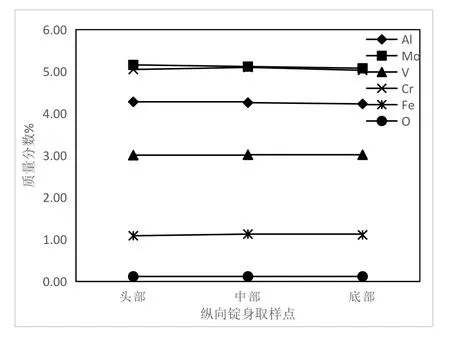
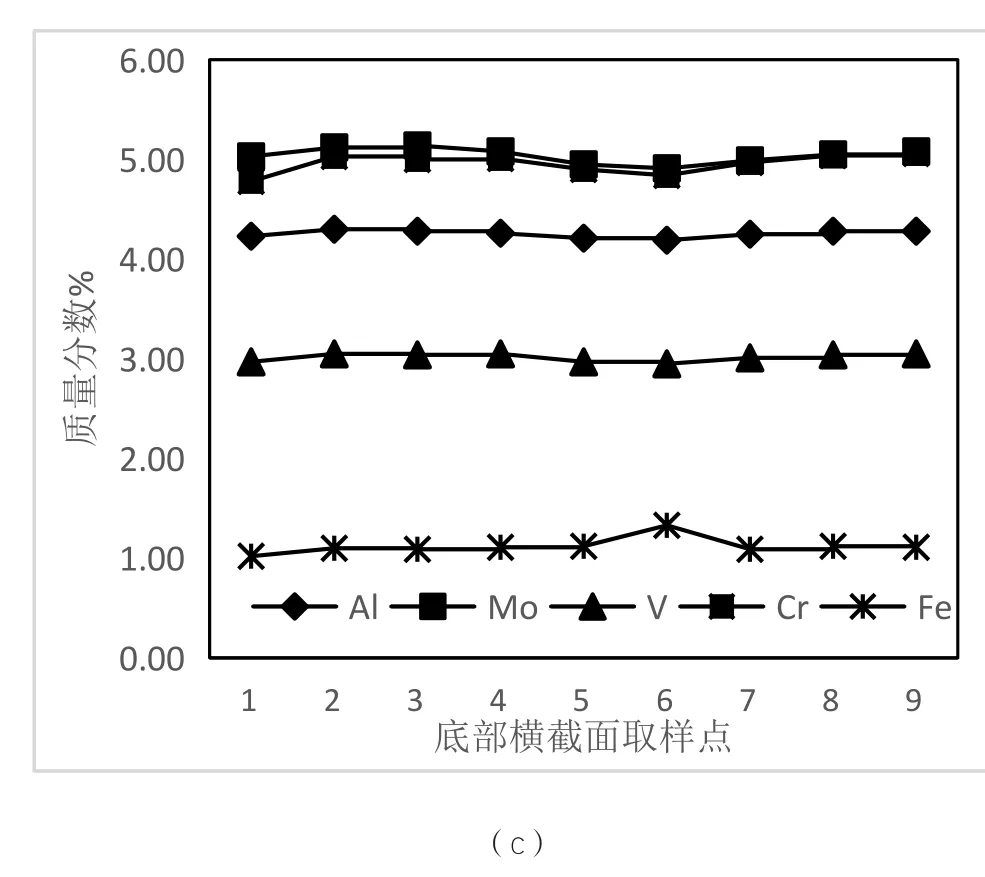
Ti-1300F钛合金为新疆湘润新材料科技有限公司自主研发,具有自主知识产权的新型钛合金,是一种新型Ti-Al-Mo-V-Cr-Fe系亚稳态β型高强高韧钛合金[1]。此合金按照多元强化和β钛合金设计思路设计,铝当量5.0、钼当量13.973。β稳定系数Kβ为1.613,符合亚稳态β型钛合金β稳定系数的范围要求(1.5 Ti-1300F钛 合 金 主 要 成 分Ti-(3.5%-5%)Al-(4.0%-6.0%)Mo-(4.5%-6.0%)Cr-(2.5%-4.0)%V-(0.6%-1.5%)Fe[1],可以看出其合金含量高,且含有低熔点易挥发组元铝,高密度高熔点组元钼,易偏析组元铁。采用真空自耗电弧炉熔炼Ti-1300F钛合金时,要保证产品的质量满足使用要求,就要求铸锭中各组元的化学成分均匀性好,无夹杂及偏析缺陷。所以就需要根据成分特性选择合适的中间合金、电极压制成型方式、熔炼参数等来确保最终成品铸锭的质量。 Mo作为高熔点的金属,熔点2620℃,在VAR熔炼过程中容易产生高密度夹杂,主要是由于在自耗电极熔炼时,电极末端温度低于钼的熔点,而电极上夹带的高熔点金属和化合物便以固态掉入熔池,并且由于过热度和合金化有限,所以棒材和锻件中常常产生富集或不熔块缺陷[4]。所以钼元素在电极制备过程中不能以单质形式加入,应以低熔点的中间合金方式加入。综合分析后决定使用AlMo60中间合金,熔点1550℃,密度5.11左右[5],不管是密度还是熔点都与钛相近,可以有效防止钼元素产生高密度夹杂。 铝元素熔点低,在熔炼温度下其饱和蒸气压大,所以在VAR熔炼过程中易挥发损失[6],熔炼过程易产生轴向偏析,且铸锭规格越大其径向偏析也越严重。 对于挥发损失可以根据预定估算损失量,对铝元素的配比值略高于配料值来弥补挥发损失,对于偏析问题可以通过控制VAR熔炼的熔速、冷却水温、稳弧等参数削弱偏析程度,使其成分均匀。 铁元素在正常VAR生产中偏析程度较大,因为根据溶质再分配原理,铁元素在以钛为基体的熔液中平衡分配常数K0=0.3[4],所以在溶液顺序凝固过程中,铁元素会向液相富集,这就造成了铁元素的偏析。改善铁元素的偏析问题,首先铁元素以中间合金的方式加入,可以有效改善其偏析情况,此钛合金生产选用钛铁合金加入铁元素,另外通过改善VAR熔炼的工艺参数,可使其成分更加均匀。 钒元素虽然在VAR熔炼过程中没有挥发或者偏析,但是Ti-1300F钛合金中合金元素质量占比高达18%,当中间合金加入过多时,自耗电极的致密度和强度会受到影响,在压制电极块过程中和自耗电极熔炼过程中会产生掉块现象,严重时可能发生断裂事故,所以应该控制中间合金的加入比例,同时通过加大压制压力和增加自耗电极焊接强度,来避免掉料和断裂事故的发生。所以次试验中通过选用AlV85中间合金来加入钒元素。 铬元素稳定β相能力强,是高强亚稳定β型钛合金的主要添加剂[7]。铬在熔炼过程中偏析程度小,因为其密度和熔炼和钛相差不大,所以Ti-1300F中铬元素通过金属铬加入。 每次熔炼后对熔炼电极做调头处理,再进行下一次熔炼,这是目前VAR中常用的削弱元素偏析的方法,再结合熔炼参数的控制,就可以生产出成分均匀、质量合格的直径Ф650mmTi-1300F钛合金铸锭。 本实验铸锭采用新疆湘润新材料科技有限公司自产的高品质0级及以上的粒度0.83mm~12.7mm海绵钛为主要原料,中间合金选用国内优质厂商生产的铝豆、AlV85、AlMo60、金属铬、钛铁、二氧化钛等,设计投料重量2000kg。 试验采用全自动配混料系统,8000t油压机,以及真空等离子焊箱生产直径Ф400mm的自耗电极。Ti-1300F中合金元素占比大,所以在配料时加入中间合金量多,为使海绵钛与中间合金充分均匀混合,并且保证电极块的质量,所以本试验延长了原料的混料时间,降低单块电极重量,并增大油压机的压制压力,电极块的压制压力比压制TC4电极块的压制压力增加了1000t左右。使得压制出的电极块成型良好,无掉料、裂纹等情况发生。压制完成后采用真空等离子焊箱进行焊接,为防止熔炼过程掉料或断裂,增加电极纵向焊缝的焊接数量到10道。 为了保证成品铸锭成分的均匀性,本试验采用三次VAR真空自耗电弧炉熔炼,第一次熔炼去除挥发性物质和气体并使铸锭初步合金化、均匀化。一次铸锭平头处理后掉头进行第二次熔炼,使合金成分分布均匀。二次铸锭平头处理后掉头进行第三次熔炼,使合金获得更好的组织成分均匀性。最总得到成品直径为Ф650mm的Ti-1300F钛合金铸锭,三次VAR熔炼工艺参数见表1。 表1 VAR熔炼主要工艺参数 完成熔炼过程后,先通体扒皮5mm,去除表面氧化皮后,按如图1(a)铸锭纵向锭身三点取样示意图所示取样,进行元素Al、Mo、V、Cr、Fe、O、C、N、H的检测。利用无损检测技术探查铸锭头部缩孔位置,切除冒口,切除锭底20mm左右后,对铸锭进行横向中分处理,然后按照图1(b)铸锭头中底横向横截面九点取样示意图取样,进行元素Al、Mo、V、Cr、Fe的检测。 图1 铸锭纵向及横向取样示意图 图2 锭身纵向三点元素含量分布 图3 铸锭头中底横向九点元素含量分布 试验过程中自耗电极的压制和焊接、熔炼均未发生掉料或断裂事故,说明此试验的合金选择和压制参数选择、焊接工艺均满足Ti-1300F钛合金自耗电极生产的致密度和强度要求,保证熔炼质量和安全。如图2和图3分别为此铸锭锭身纵向三点元素含量分布图以及头中底横截面九点元素含量分布图,由图2和图3可看出铸锭的各元素纵向和横向成分均匀性良好,易偏析元素Al、Mo、Fe成分无巨大波动,且均在成分要求范围之内,说明此试验的各项工艺选择能满足Ti-1300F钛合金的成分均匀性要求。 (1)Ti-1300F钛合金中,Mo元素以AlMo60中间合金加入、钒元素以AlV85中间合金加入、铁元素以钛铁中间合金加入、铬元素以金属铬单质形式加入,通过减轻单块电极重量、增大压制压力、增加焊接焊缝道数方式,生产出致密度和强度良好的Ti-1300F自耗电极。 (2)通过控制熔炼过程的各项参数,经过三次VAR生产的Ф650mm、重2吨的Ti-1300F钛合金铸锭化学成分均匀、元素波动范围小,符合合金设计元素的相关要求。1 工艺分析与设计
2 试验验证
2.1 原料
2.2 电极制备
2.3 熔炼工艺

2.4 扒皮取样

2.5 试验结果
3 结论
