国产碳锰低温钢在VLGC上的工程化应用
2021-10-29赵立刚王鹏飞张梓孝高米光
赵立刚,王鹏飞,张梓孝,高米光
江南造船有限责任公司 上海 201913
1 序言
我公司建造的8.4万m3和8.6万m3全冷式液化气船(Very Large Gas Carrier,VLGC)是一种高技术、高附加值船舶,主要运输丙烷、丁烷、乙烯等液化石油气及液氨,如图1所示。VLGC的设计、建造之前一直被日本、韩国少数船厂垄断,我公司经过多年努力,成功研发、设计、承接建造并顺利交付近30条该类型船舶。

图1 VLGC实船
VLGC包含4个Type-A独立菱形液舱(设计温度为-52℃)和次屏蔽两部分低温钢结构(低温钢LR牌号:LT-FH32,满足-60℃低温冲击要求),如图2横剖面示意。单船低温钢结构重量约1万t,一直由日本JFE供货,随着我公司建造和新接VLGC数量的不断增加,如果仅日本JFE一家钢厂供应该碳锰低温钢,则后续新船订单在采购成本和供货周期均难以掌控。因此,我公司联合国内钢厂共同开发研制,并结合LR船级社规范[1]和建造特点,对试制的首批国产碳锰低温钢进行材料检测、焊接等生产工艺试验研究,不仅检测了国产低温钢化学成分、力学性能等基本特性,而且针对液舱-52℃的设计温度要求,开展了母材韧脆转变温度和焊接接头低温韧性的系统测试。同时通过大量试验掌握了国产低温钢的焊接及火工加工工艺要求,特别是其火工加热和水冷温度的控制范围,有效地指导国产低温钢的实船生产应用。
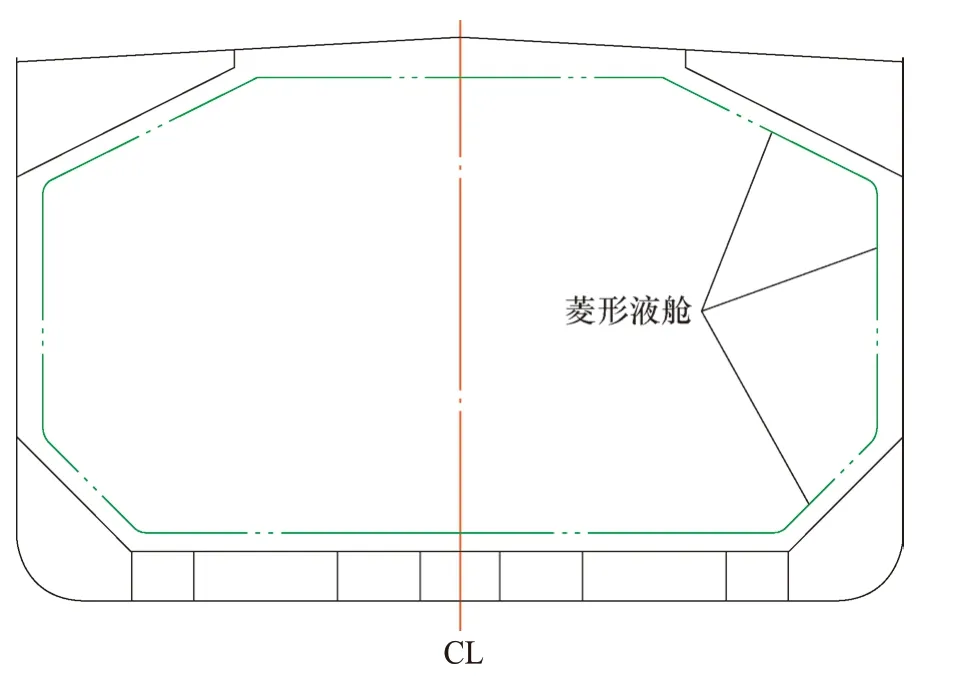
图2 VLGC中横剖面
2 国产碳锰低温钢复验与工艺试验
为保证后续VLGC系列船液舱和次屏蔽在今后运营期间液货运载的安全性,同时为液舱及次屏蔽建造提供合适的生产施工工艺,需对首次工程化应用的国产碳锰低温钢进行全面详细的材料检测和工艺试验。根据结构设计和实际生产建造需求,选取板厚分别为10mm、14mm、28mm、34mm4种规格的低温钢样板,进行母材成分和性能复验、焊接工艺试验和接头性能检测、火工试验研究。
2.1 母材复验
根据LR规范要求,LT-FH32碳锰低温钢的化学成分及力学性能标准要求见表1和表2,其供货状态为TMCP,室温组织为铁素体+珠光体。

表1 LT-FH32碳锰低温钢化学成分(质量分数)(%)

表2 LT-FH32碳锰低温钢力学性能
对钢厂提供的低温钢样板(LT-FH32)进行化学成分和力学性能检测,以了解其母材性能。
(1)化学成分 经检测,复验样板的C、Mn、Si、S、P、Ni等元素含量均满足LR规范要求,见表3。

表3 LT-FH32碳锰低温钢化学成分
(2)力学性能 对样板进行横向力学性能检测,结果均满足LR规范要求,见表4。
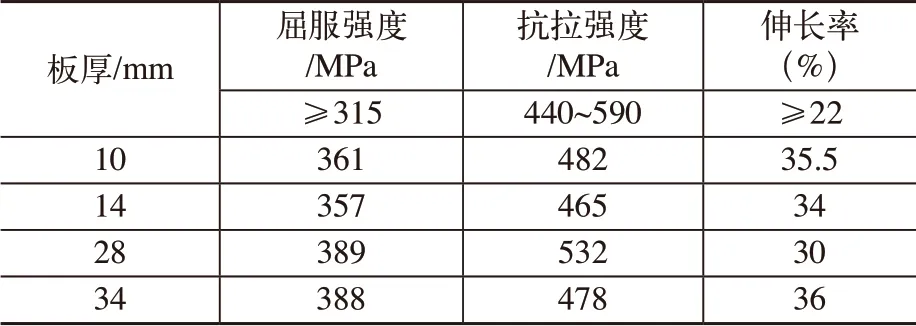
表4 拉伸力学性能
对复验样板进行一组3个低温冲击,冲击温度从-60~-100℃,每5℃进行一组冲击,以了解其耐低温性能,结果见表5,其韧脆转变曲线如图3所示。
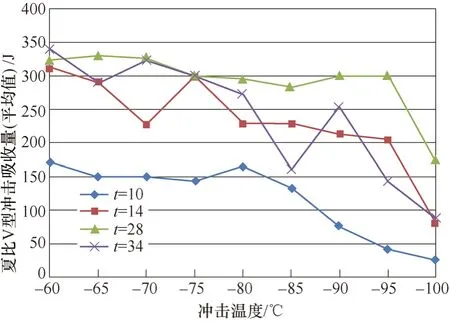
图3 国产低温钢韧脆转变曲线
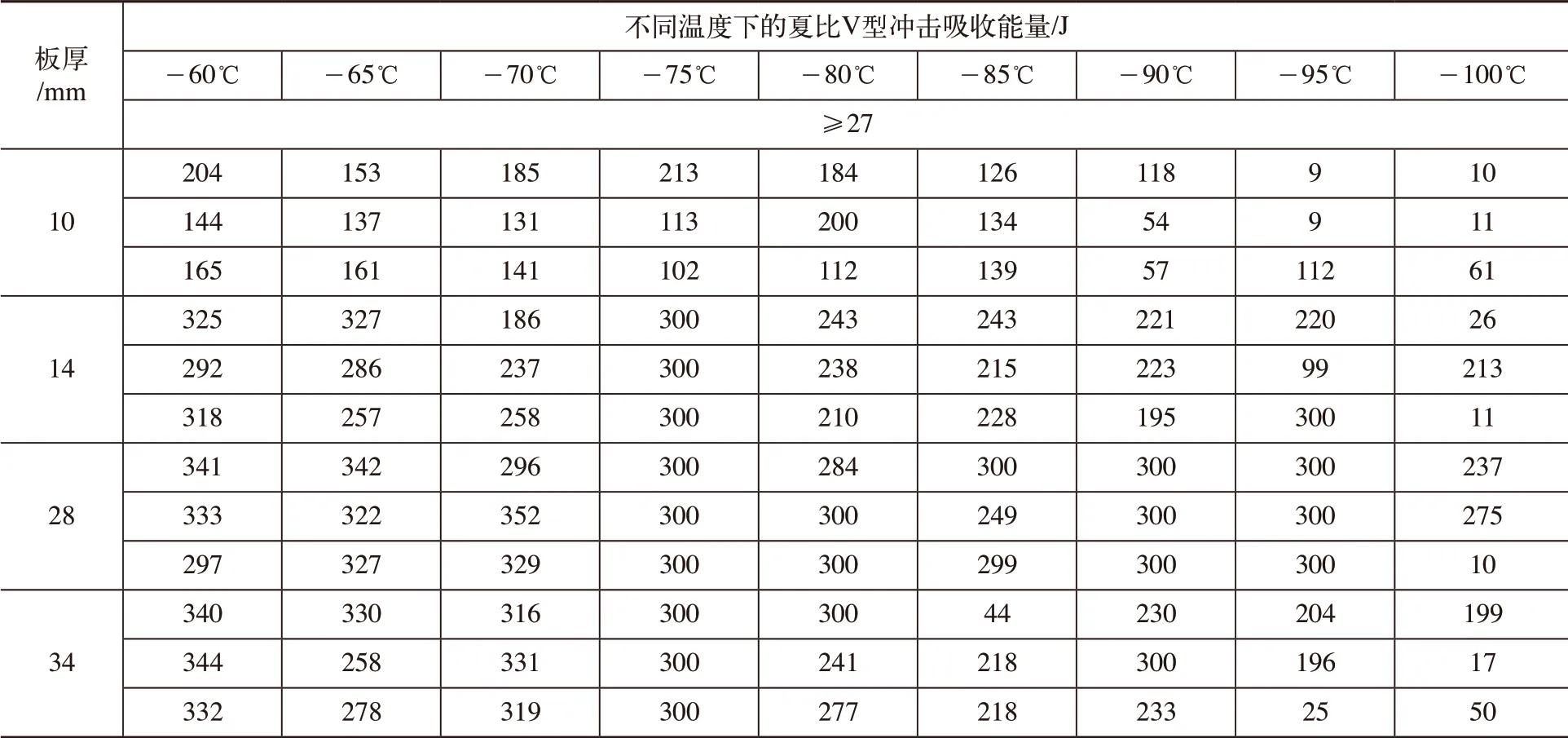
表5 低温冲击力学性能
样板-60℃低温冲击韧度复验结果满足LR规范要求,通过不同温度下的冲击结果及韧脆转变曲线可以看出,该国产低温钢在-90~-95℃时,低温冲击韧度变得不稳定,并明显下降趋势,但可远远满足液舱-52℃的设计温度要求,可保证交船后液货运营过程中的安全性。
2.2 焊接工艺试验
为验证和评估国产低温钢对现场焊接生产的适应性,保证焊接接头有良好的性能,采用公司现行的焊接方法、焊接材料、焊接工艺进行焊接试验,主要包含焊条电弧焊、CO2气体保护焊、埋弧焊。
(1)焊接工艺试验项目及焊接材料 焊接工艺试验项目见表6,焊接材料选用目前实船建造中所用的焊接材料型号、规格。焊条为φ3.2mm和φ4mm的S-7016.LS;CO2焊丝为φ1.2mm的Supercored 81-K2,衬垫为JN-401-3D;埋弧焊焊丝为φ4mm和φ4.8mm的A-3,焊剂为S-787TB。

表6 国产低温钢焊接工艺试验项目
(2)焊接参数 试验采用的焊接参数与现场工艺一致,见表7。
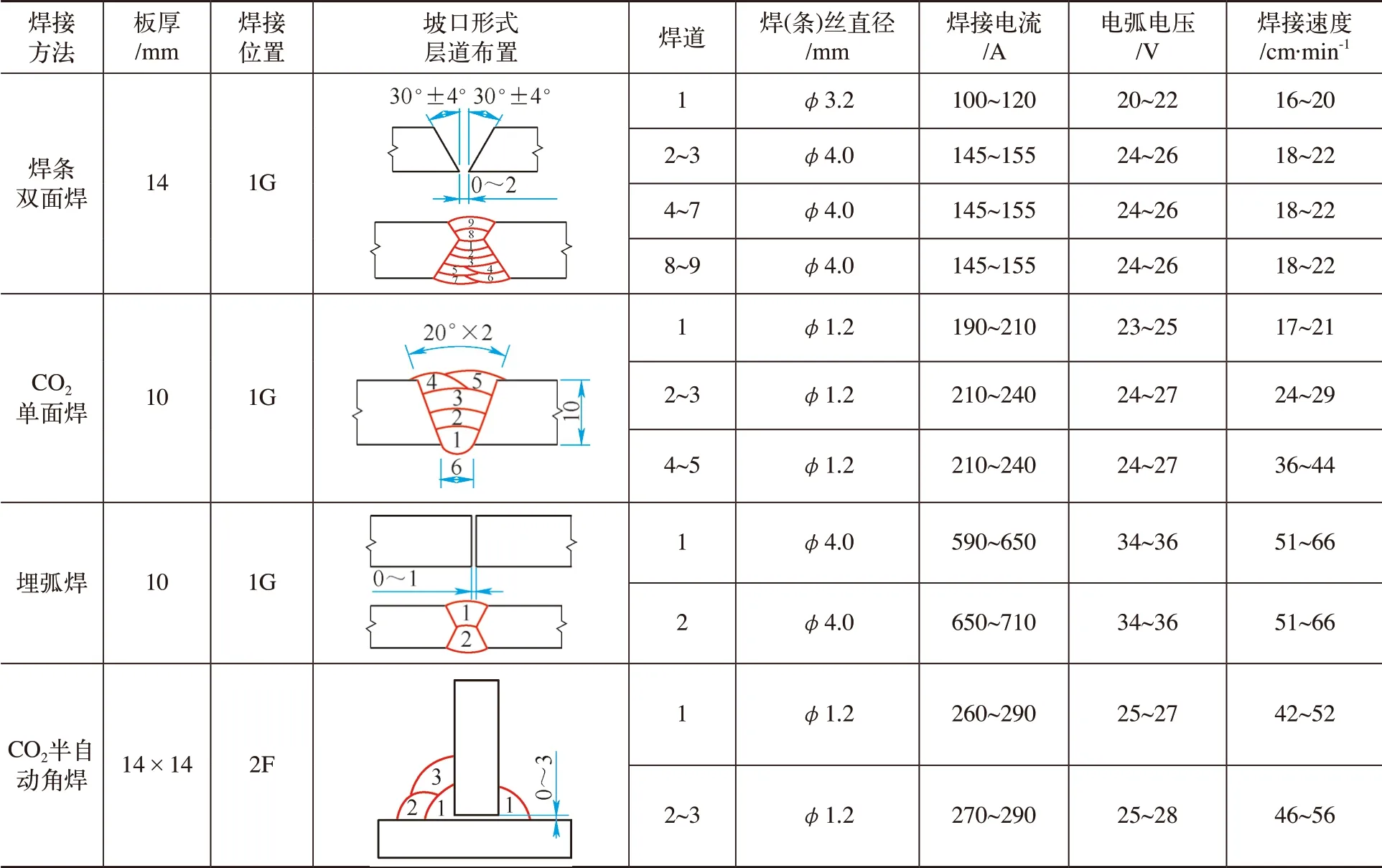
表7 焊接参数
国产低温钢板进行上述焊接工艺试验时,焊接电弧稳定,焊缝表面成形良好,试板外观如图4所示。
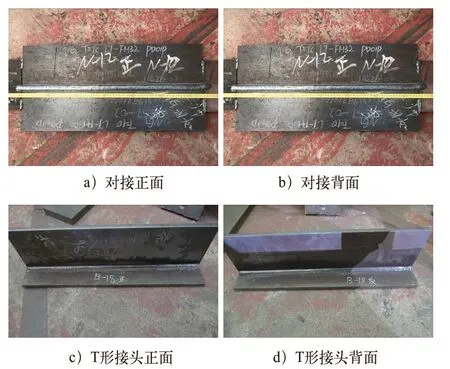
图4 焊接试板外观照
(3)无损检测 焊接试板焊后进行PT、RT检测,均检测合格,未发现气孔、裂纹、未熔合等缺陷。
(4)焊接接头力学性能 焊接试板的接头力学性能测试结果见表8。
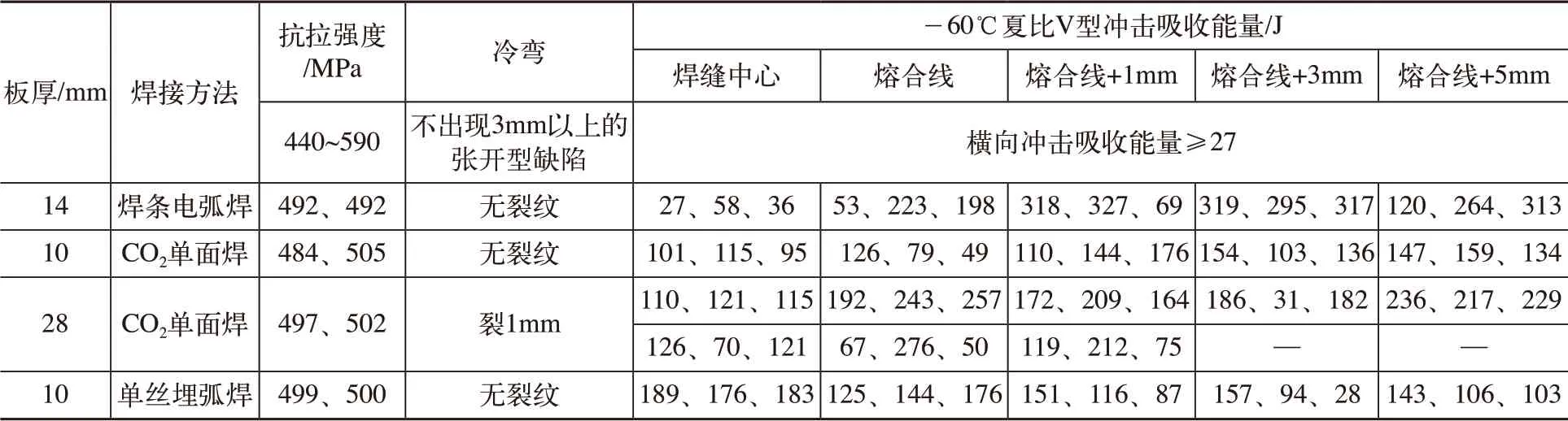
表8 对接焊试板力学性能
试验结果显示:焊条电弧焊、CO2气体保护焊、埋弧焊等对接焊试板接头的强度、塑性、低温冲击韧度检测结果均合格,满足规范要求。
(5)金相检测 焊接试板接头(含对接和角接)按规范要求进行宏观及微观金相组织检测,如图5、图6所示。
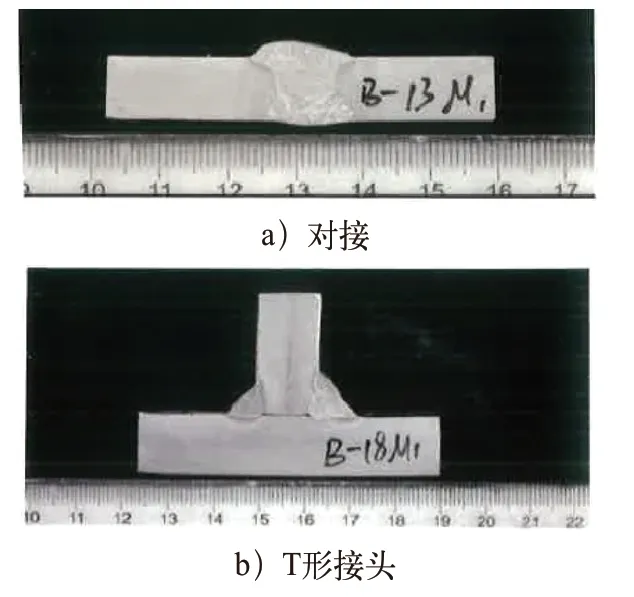
图5 焊接试板接头宏观金相照片

图6 焊接试板接头微观组织
宏观金相照片显示:焊缝及热影响区均未发现裂纹及未熔合等缺陷;微观组织显示:焊缝及粗晶区主要金相组织为贝氏体+铁素体,细晶区及临近母材金相组织为铁素体+珠光体。
2.3 火工工艺试验
VLGC液舱及次屏蔽制造过程中部分零件、结构需水火加工、矫正变形,对国产低温钢板进行火工试验,验证火工后母材性能是否仍满足规范要求。
(1)火工试验项目及方法 根据公司火工工艺标准[2],选用14mm厚的样板进行火工工艺试验,试验项目见表9。
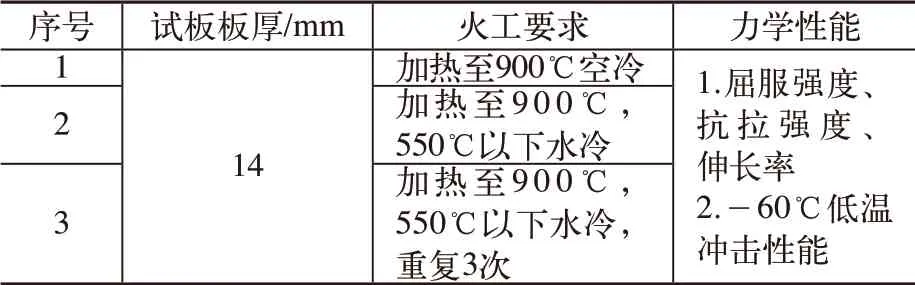
表9 国产低温钢样板火工试验项目
试验方法:采用氧丙烷火焰对试板进行线状加热(适当横向摆动),沿试板轧制方向烘烤出宽约50mm的火工加热带,水冷时注意入水温度和水火枪的控制。试验时采用远红外测温仪进行加热和水冷温度测量。
(2)火工试验过程 火工试验时,预先在试板中央沿轧制方向标记出50mm加热带,由现场火工工人采用氧丙烷火焰(调至中性焰)进行加热,加热焰嘴2#达到900℃左右,然后空冷至室温或空冷至550℃后浇水冷却。浇水时严格注意水火枪的控制,避免水流流向前面尚未冷却至550℃的加热部位,加热和水冷温度的测定采用远红外测温仪。火工试验及试板情况如图7所示。
图7 火工试验及试板外观
(3)火工区域力学性能检测 对火工试板50mm加热带取样进行强度、伸长率、低温韧性等力学性能检测,结果见表10。

表10 火工试板力学性能
火工试验加热带母材的强度、伸长率、低温韧性等性能均符合规范要求,表明国产碳锰低温钢可满足现场火工加热至900℃空冷或550℃以下水冷的火工工艺要求。
(4)金相检测 对火工区域进行微观金相组织检测,其微观组织仍为铁素体+珠光体,相较原始母材,组织变的粗大,珠光体量相对减少,如图8所示。

图8 火工区域微观组织比较
火工加热区域的金相组织说明,国产碳锰低温钢在火工加热至900℃左右转变为奥氏体,在空冷或冷却至550℃左右水冷的情况下,仍可保证转变后的室温组织为铁素体+珠光体,使火工区域的钢板强度、低温冲击韧度等力学性能得到保证。但同时加热的温度也不宜过高,高温停留时间不宜过长,以防止转变后的组织、晶粒度粗大,影响冲击性能。
3 实船应用
在对国产碳锰低温钢进行材料复验及焊接、冷热加工工艺试验的基础上,经与LR验船师沟通,完成了国产低温钢的焊接工艺评定试验。此外,结合生产需求,编制国产低温钢焊接工艺和国产低温钢火工工艺,用以指导实船建造生产。公司首条采用国产低温钢建造的8.4万m3VLGC,4个液舱及次屏蔽结构的焊接生产进展顺利,RT拍片19459张,一次合格19224张,一次合格率98.79%;MT抽查332m,一次合格率100%。
4 结束语
围绕国产碳锰低温钢在VLGC产品的工程化应用开展的材料复验、工艺试验研究,并结合试验结果制订焊接及冷热加工工艺用于指导生产,得出以下结论。
1)与钢厂联合研制的国产碳锰低温钢化学成分、力学性能符合船级社规范要求。
2)国产碳锰低温钢焊接、冷热加工工艺试验结果表明,国产低温钢可满足我公司VLGC系列船现场生产的各种建造要求。
3)国产碳锰低温钢的实船应用,可为船厂单船节约采购成本475万元,供货周期由进口的90天缩短为45天。
4)国产低温钢的实船应用,填补了国产碳锰低温钢在VLGC建造领域的空白,为船厂降本增效的同时,也为国内钢厂拓展海外市场提供技术支撑,形成合作双赢的局面。
