浓缩式漩涡撇油器回收特性研究*
2021-10-28张庆范赵建平靳卫卫李建伟宋莎莎
安 伟 张庆范 赵建平 靳卫卫 李建伟 宋莎莎 刘 硕
(1.中海油能源发展股份有限公司安全环保分公司 天津 300452; 2.中国科学院力学研究所 北京 100190)
海面溢油是一种较为严重的海洋环境污染事故。溢油可能存在多种来源,如陆源污染、海运污染、大气污染和自然界污染等[1]。鉴于油水的密度差及油水难以相溶的物性特征,溢油以游离态漂浮于泄漏地点附近海面,不但威胁个人和公共安全,也会对海洋环境造成多方面危害[2],因此当溢油事故发生时,应尽快采用各种方式清除回收溢油,从而降低其对人员生命健康和环境安全的威胁。在各种溢油回收方式中,机械溢油回收是一种常见的溢油回收方法,其基本原理是利用油和油水混合物的流动特性、密度及材料对其吸附性的差异,分离出水面的溢油。目前已有的机械式溢油回收设备包括堰式撇油器、真空式撇油器、盘式撇油器和绳式撇油器等[3-4],这些撇油器一般由撇油头和辅助设备组成,回收性能取决于撇油头的结构形式。由于传统撇油头与水、溢油接触面积不同,因此一定程度上限制了其回收能力;另外,由于撇油器回收的液体为以水为主的油水混合物,因此过多的水量也为后续处理和运输带来了压力。
为提高溢油回收混合液的油相含率,降低回收上船的总液量,可在撇油器中引入自由表面漩涡和旋流分离器,利用表面漩涡的物质输运特性和旋流器内旋流分离机理,实现对溢油的回收浓缩[5-8]。油水旋流分离技术目前已成功应用于污水处理[9]、采出液预分离[10]及井下注采同步[11],但当其与撇油器综合使用时,由于流场入口条件受漩涡限制,并且会与自由表面漩涡出口耦合,采用油水旋流分离技术的撇油器流场及油水分离特性有待进一步研究。
本文介绍了结合表面漩涡和旋流分离原理的溢油回收装置样机——浓缩式漩涡撇油器,通过测试平台模拟真实海面溢油回收状况,测试分析撇油器的溢油回收效果及影响因素,结合数值模拟细化下游旋流场内流场特征,进一步揭示撇油器内部油水两相流场分布特性,为撇油器的设计和优化提供参考。
1 浓缩式漩涡撇油器溢油回收特性测试
1.1 测试装置
撇油器是通过撬装的方式将漩涡生成装置和旋流分离装置加以集成的。测试用撇油器缩尺比为1∶10(图1a)。①撇油器的前端为造涡装置,包含收油罩、扰动泵和管道泵:管道泵提供负压吸入流体,扰动泵造涡,收油罩为管道泵提供油水混合物同时拦截液面下层的水。②造涡装置下游为旋流分离器(图1b),包括1个入口(内径32 mm)、1个溢流口(内径25 mm)和2个底流口(内径25 mm),溢流口和底流口均为出口:来流进入旋流器后,通过导流片启旋形成油水两相旋流场;油相以液滴形式在轴线附近富集,旋流场四周则出现高含水区域;进入分离段后,旋流场四周的高含水流体通过开孔进入套管空间,经过两个底流口排出;富集的高油相含率混合液则经过溢流口上船,完成溢油的回收工作。③撬装中还包含阀门、流量计、压力表等控制和测试装置。④ 撬装由6个浮筒提供浮力和稳定性,保证其漂浮于自由液面完成收油作业。
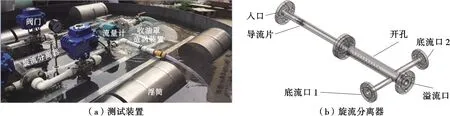
图1 浓缩式漩涡撇油器装置
1.2 测试方法
测试工作在水罐中开展,水罐中充满水,水面泼洒溢油,在80 L和120 L两种水面溢油量条件下开展测试(图2)。浓缩式漩涡撇油器运行时,水罐表层油水混合液进入收油罩中,通过管道泵提供的动力进入旋流分离器。通过变频器调整管道泵频率,控制撇油器入口流量(通过收油罩进入旋流分离器的油水混合物流量)介于2~5 m3/h之间。旋流分离器的3个出口分别设置电动控制阀门调节开度以便控制分流比,其中分流比定义为溢流口混合流量占入口混合流量的百分比。根据溢油体积、入口流量和分流比的不同,可形成多个工况。
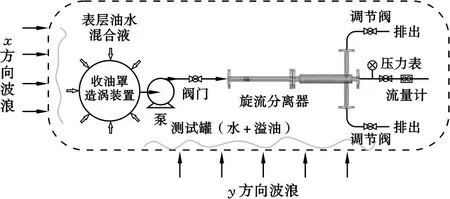
图2 浓缩式漩涡撇油器测试循环流程
撇油器出口的流量、油相含率和压力变化等是测试重点,其中溢流口流量(上船)通过涡轮流量计测得;出口油相含率通过速闭阀法[12]取样测量,即量筒取样静止足够时间使油水分层而获得油相含率;溢流口压力可通过压力表获得;测试中的油相为白油,黏度36 mPa·s,密度860 kg/m3;水相为自来水,黏度1 mPa·s,密度998.1 kg/m3。由于漩涡回收和浓缩机理与油水密度比有关,清水与海水密度差微小,因此选用自来水对溢油回收效果的影响可以忽略。
为了研究波浪和撇油器运动对漩涡的影响,将回收模块放置于矩形测试水池,并施加x和y方向波浪(图2)。波浪加载参考三级海况,基于1∶10的几何相似比对波高和周期进行对应的相似变换。
1.3 测试结果分析
1.3.1造涡及溢油回收效果分析
撇油器溢油回收效果的主要表现为入口水域造涡及回收状况。图3给出了溢油添加量为80 L和120 L时入口漩涡及溢油分布状况。可见收油罩上方水域出现明显的漩涡,收油罩外侧液体向内部流动时,底部水相被收油罩外沿阻挡,表层油相则跟随漩涡进入涡核,在泵的驱动下进入撇油器内部旋流场,油相行为与李海峰[7]的研究结果类似。同时,造涡区附近水域溢油含量明显减少,符合预期效果。

图3 浓缩式漩涡撇油器入口水域漩涡制造及回收状况
1.3.2波浪和撇油器运动对造涡影响分析
当波浪在等效三级海况沿y轴行进时(图4a),撇油器出现了小幅平移,但平移并不影响前端收油罩内漩涡正常运行,水面负压稳定。这是由于撇油器带动收油罩小幅平移,引发的漩涡水域下部边界及负压吸入口的运动速度明显小于漩涡质点运行速度,原有负压和漩涡强度可保证漩涡的稳定性。测试中等效三级海况的y向波浪对漩涡运动影响同样有限。一方面是由于装置两侧纵向布置的浮筒在一定程度上扰乱波浪,另一方面是漩涡和负压可抵御波浪对水质点运动的侵扰。
当波浪在等效三级海况沿x轴行进时(图4b),溢油回收装置并未出现侧向平移,且收油罩内漩涡清晰可见,也就是说强度足够大的漩涡可在一定程度上抵御波浪和撇油器平移带来的影响。当波浪强度过大或撇油器运动过快时,外部对漩涡区水质点的强烈扰动可能破坏漩涡和负压的稳定性。因此在实际应用中,可根据水域水文条件和施工工艺优化撇油器造涡装置参数。

图4 不同方向波浪对浓缩式漩涡撇油器造涡特性影响测试
1.3.3撇油器出口油相含率分析
图5a为测试中油出口油相含率随入口流量的变化。可以看出,油相含率随入口流量增加而逐渐增加,呈现近似线性关系。①当溢油80 L、入口流量略小于3 m3/h的条件下,出口油相含率约为10%;②随着入口流量增加,出口油相含率逐渐超过20%。线性关系的偏差可能来源于收油罩水域漩涡的瞬时波动。当测试水池中溢油120 L时,油出口油相含率与入口流量间出现了类似的线性关系,但线性关系的截距总体上升。这是由于随着流量增加,收油罩内漩涡强度和流量提高,导致上层溢油比例增加,进入撇油器的混合液油相比例更大;同时随着流量增加,旋流器内流场的离心加速度增大,促使其中油滴以更快的速度向轴心迁移。尽管分流比和表面漩涡可能对油相含率和入口流量的线性关系带来一定波动,但对整体趋势影响较小。
图5b为油出口油相含率随分流比的变化。在给定的溢油添加量下,油出口油相含率随分流比增加而逐渐降低。这是由于旋流场中油相以液滴形式聚集在管道轴心附近,四周为高含水混合流体。当分流比较小时,大部分流体经过2个底流口分支排出,流经底流口的流体为高含水混合液,剩余通过油出口的混合液油相含率较高。反之,当分流比逐渐提高时,经过底流口排出的高含水混合液逐渐减少,更多比例的水相经过油出口排出,因此油出口油相含率逐渐降低。

图5 浓缩式漩涡撇油器溢流口油相含率随入口流量(a)和分流比(b)的变化
1.3.4撇油器溢流口压力变化规律分析
撇油器压降表征了装置能量消耗,测试中撇油器内部的压力变化通过溢流口的压力反映。当泵以指定频率运行时,动力功率给定。在该条件下调整旋流分离器分流比,记录溢流口压力。发现压力随入口流量的增加而逐渐降低(图6a),随分流比的增加逐渐增加(图6b),且曲线随频率提高而沿y向移动。原因在于:①分流比增加是底流口阀门开度减小的结果。底流口阀门开度减小,撇油器管路对流体阻力增大,因此在相同动力驱动下,更少的流体吸入撇油器,入口流量减小,出现图6a的趋势。②由于入口流量减小,在相同功耗下,更多能量转化为位能,因此压力增加,出现图6b的趋势。③当提高泵的频率时,撇油器动力增强,如果保持入口流量不变,多余能量转变为位能,即压力升高。因此图6a中曲线随频率增加逐渐上移动。④如果泵的频率增加,撇油器动力增强,则多余动力形成较大压差以促使漩涡吸入更多液体,因此图6b中曲线随频率增加逐渐向上移动。

图6 浓缩式漩涡撇油器溢流口压力随入口流量(a)和分流比(b)的变化
1.3.5溢油回收效率分析
回收效率为溢流口油相流量占入口油相流量的百分比,是评价撇油器的核心指标。图7为不同溢油添加量条件下回收效率随分流比的变化。可以发现,溢油添加量对分流比和回收效率关系的影响较小,基本可以忽略;回收效率与分流比呈线性关系,随着分流比增加,回收效率逐渐增加。线性回归得到的回收效率与分流比关系可表示为

图7 浓缩式漩涡撇油器溢油回收效率随分流比的变化
η=kβ+b
(1)
式(1)中:η和β分别表示为回收效率和分流比,%;k和b为常数。对于浓缩式漩涡撇油器结构,k为0.51,b为47.6。
图7表明,随着分流比的增加,越来越高比例的溢油被回收,但同时出口油相含率也逐渐降低。也就是说,尽管分流比增加提高了回收效率,但回收后的油水混合物油相含率降低,水占的百分比更高,不利于后续处理。当分流比接近100%时,旋流器失去浓缩效果。因此,应结合撇油器设计技术指标,选择合理的分流比区间。在保证溢油回收效率的同时,尽量提高回收混合物的油相含率,减小后续环节的处理压力。
2 旋流分离器内油水两相流场数值模拟
溢油回收装置上游的表面漩涡可直观观测,然而由于油水乳化等问题,旋流器内部流动状态不易直观观测,为此可采用数值模拟的方式,求解旋流场内油水两相Navier-Stokes方程,获得旋流场内部速度和相含率分布[7]。油水两相旋流场可通过耦合欧拉多相流模型[13]和RSM湍流模型[14]进行求解。
2.1 数值模型的建立
由于导流片具有厚度,为了精确模拟叶片厚度对流场的影响,创建流场几何模型时将导流片及轴对应的空间镂空。在分离段,套管内外流域通过开孔连接。考虑到导流区和开孔区结构较为复杂,模型采用非结构网格划分方案。考虑到壁面对流场速度分布的影响,在所有流场壁面边界加密局部网格,临近壁面5层网格按照1.2比率逐渐加厚(图8)。整个流场网格数1 963 991个,精度能够满足计算要求[10]。

图8 流场网格划分
在边界条件方面,流场的入口采用速度入口,分相设置速度和体积含率;出口均采用自由出流边界条件,可依据测试数据设置分流比。其余流场边界采用固定无滑移壁面。流场中主相为水相,离散相为油相。近壁面采用Scalable壁面函数[14]。求解时考虑重力影响,采用非定常模拟方法,时间步长取5 ms,模拟时长为6 s。求解过程中的残差精度为10-5。
2.2 数值模型可靠性验证
为了验证数值模型的可靠性,按照表1的2种工况模拟旋流器内的油水两相流场,并将数值模拟得到的溢流口油相含率、回收效率与撇油器溢油特性测试结果进行对比。从表1可以看出,数值模拟得到的溢流口油相含率、回收效率均低于测试结果,但相对误差较小,说明油水两相流场数值模型是可靠的[10,13-14]。

表1 旋流分离器内油水两相流场数值模拟工况及模拟结果(溢油80 L)
2.3 旋流器内流场演化规律
旋流场的油水分离是一个动态过程。旋流分离器内不同时刻油相含率的分布变化见图9。①0.5 s时,导流片尾部开始出现油相富集;②1.0 s时,油核油相含率已有明显提升,达到60%左右,且油相富集的区域已经达到套管-开孔范围内;③1.5 s时,旋流场相富集区进一步向下游推进,导流片至溢流口中已出现明显的油水分离;④从2.0 s起,旋流场已基本稳定,实现了油相富集和水相的排出,此时油水两相旋流场基本达到动态稳定,说明6.0 s的模拟时长是充足的。

图9 旋流分离器内不同时刻的油相含率分布和演化(工况2)
图10为池中溢油80 L条件下工况2在6 s时刻的流场迹线和油相含率分布图。从图10a可以看出,流体质点轨迹在导流区下游出现了剧烈螺旋。随着流体向下游行进,螺旋程度逐渐降低;在油出口附近,流体轨迹仍然带有螺旋;而在套管空间中,由于高含水液体从均布分散的开孔流出,所以流体轨迹并不具备明显的螺旋。套管环空中的流体最终汇合从2个底流口流出,轨迹接近于三通。从图10b可以看出,由于油水两相密度、黏度存在差异,旋流器内部出现了相分离,当入口油相含率为13.4%时,导流区下游轴心尾部开始出现了高油相含率的油核,一直持续到油出口;油核油相含率峰值约为60%。由于油水相间密度差较小且油水界面存在张力,旋流场中心油相仍然以液滴形式存在,局部油相含率并非100%;当进入含有开孔和套管的分离段后,在旋流场四周边壁富集的水相通过开孔进入环空,环空出现了高含水区域,最终与2个底流口连通外排。而管道中心的高油相含率区域经过富集水相的混合流体外排后,达到了油相浓缩效果,提高了溢流口油相含率,实现回收混合物的油相富集。

图10 旋流分离器内油水两相流场特征(工况2,模拟时刻6 s)
3 结论
1)浓缩式漩涡撇油器溢油回收特性测试表明,浓缩式漩涡撇油器可有效形成表面漩涡回收表层油水混合物,油水混合物可经旋流器处理得到浓缩。
2)调整入口流量和分流比可获得较高纯度油水混合物,以压力为代表的能耗也会发生变化;撇油器回收效率与分流比呈线性关系,线性参数取决于造涡装置和旋流器结构参数。
3)等效三级海况波浪和撇油器自身小幅运动的条件下,浓缩式漩涡撇油器可形成稳定漩涡并进行溢油回收作业。
4)旋流分离器内流场数值模拟表明,旋流分离器可形成动态稳定的油水两相旋流场,促进回收溢油的富集和浓缩。