A型铝合金地铁车辆侧墙组焊工艺研究
2021-10-27欧阳超,李贤清
欧阳超,李贤清









摘要:侧墙单元是地铁车体的骨架,需要与顶盖和底架分别进行焊接,起支撑整个车体的作用。侧墙单元的焊接主要采用MIG焊,因铝合金自身的焊接特性,焊接过程中容易产生焊接变形;其次,侧墙的焊接工序繁多,需要分别进行上门角组焊、下门角组焊、侧墙单元组焊等一系列工序,且每道工序都需严格控制方能保证整体的尺寸精度。通过分析侧墙单元的焊接难点,优化工艺参数,采用合适的组对工装和合理的焊接顺序,有效保证了侧墙单元的工艺尺寸和焊接质量,为后续类似侧墙单元的组焊提供了借鉴。
关键词:铝合金车体;侧墙单元;焊接变形;组焊;焊接顺序
中图分类号:TG457 文献标志码:B 文章编号:1001-2003(2021)10-0136-07
DOI:10.7512/j.issn.1001-2303.2021.10.23
0 前言
地铁是城市快速轨道交通的先驱,最高速度可达120 km/h,旅行速度可达60 km/h以上,可为3~8节编组。地铁车辆采用大断面、高强度、轻量化铝合金型材整体焊接制造,具有编组灵活、承载力强、发车密度高等特点[1]。地铁主要由底架、侧墙单元和顶盖三部分组成。其中,侧墙单元是车体的骨架,需要与顶盖和底架分别进行焊接,起支撑整个车体的作用。侧墙单元的焊接工艺要求比较高,组焊工序繁多,如何有效对侧墙单元进行组焊,保证其工艺尺寸和焊接质量,在整个地铁生产中具有十分重要的意义。上海线和武汉线属于A型地铁,其侧墙单元的数量和种类都较多。以武汉7号线地铁为例,一列武汉7号线地铁由6节车厢连接组成,包括2节A车、2节B车、2节C车,其中B车和C车的侧墙相同。每一节车厢由12块侧墙单元拼装组成。其中,组成A车的侧墙单元种类最多,有7种。
1 焊接难点分析
1.1 侧墙单元焊接难点分析
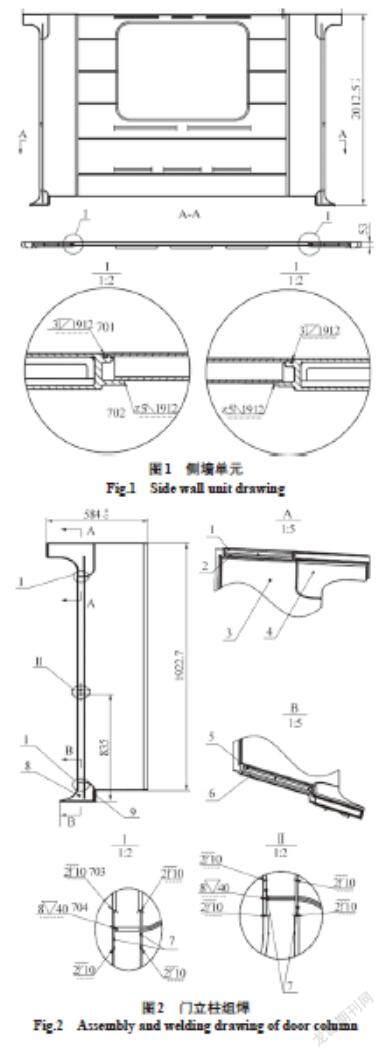
侧墙单元是车体中连接车厢顶盖和车厢底架的重要组成部件,组焊要求高,其结构形式为“ 门立柱-侧墙板-门立柱 ”,即侧墙板分别与两种门立柱进行焊接[2],如图1所示。每条焊缝长度约为1.9 m,由于铝合金的线膨胀系数为2.35×10-5,约为钢的2倍,凝固时的体积收缩率达6.6%左右,因此在焊接过程中容易产生焊接变形,焊接变形量较大。其焊缝形式有3HV和Z5两种,焊缝等级为CP C2级,技术要求3HV焊缝需要进行PT检测以保证产品质量。并且,工艺要求侧墙单元组焊完成后需要保证其对角线公差、平面度公差、宽度公差都为±2 mm,侧墙单元与底架的组装间隙不超过2 mm。在门立柱与侧墙板焊接前,门立柱两端还需要进行门角的焊接,焊接工序繁多,工艺复杂。由于铝及铝合金的热导率大、比热容较大,焊接時热输入过小容易造成未熔合,焊前装配间隙小或电弧挺度小容易造成未焊透、熔合不良等缺陷[3-5]。
1.2 门立柱组焊难点分析
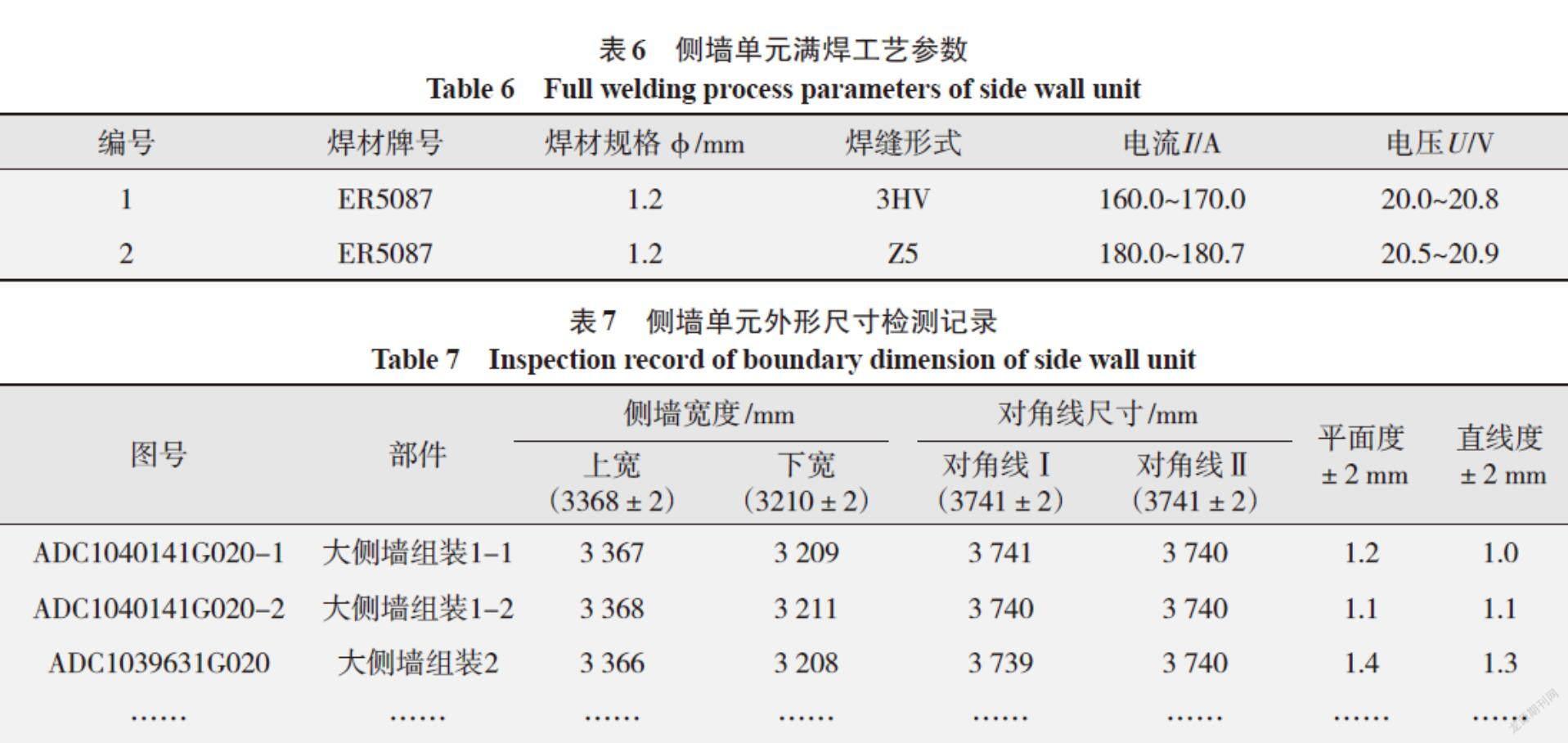
在侧墙单元的组焊工序中,门立柱组焊工序非常重要,即需要将门立柱与门角进行焊接,组成形式如图2所示。门立柱材质如表1所示。
(1)上门角与门立柱的焊接需要保证门立柱与门角的上边缘平齐,门立柱与门角不能错边,平面度公差要求为±0.5mm,其焊缝形式有三种,分别为4V、6V和8V,整体形状呈月牙形,如图3所示。
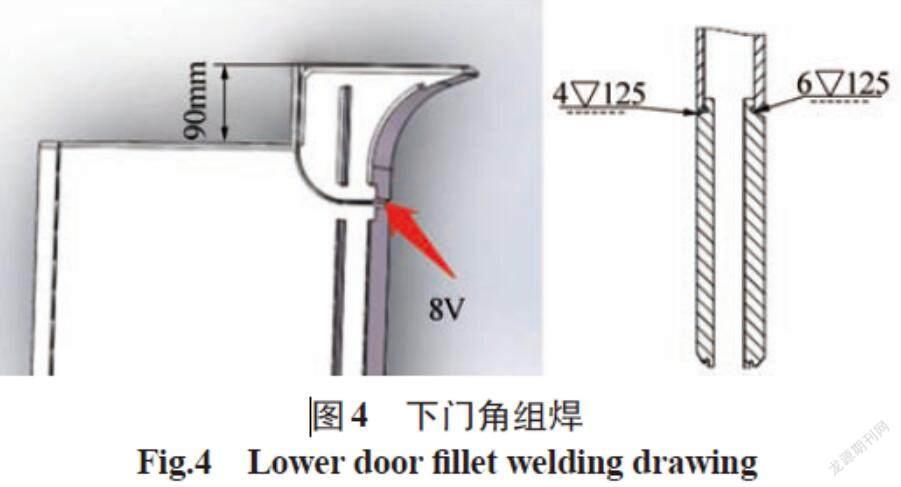
(2)下门角与门立柱的焊接与上门角的焊接类似,焊缝形式有4V、6V和8V三种,如图4所示。
下门角的装配要求较上门角更为严格。下门角焊接完成后,需保证其与门立柱底边的距离为90 mm。下门角在组焊过程中不仅要保证门角整体的垂直度,还要保证其伸出量,故难度更大。
2 焊接工艺
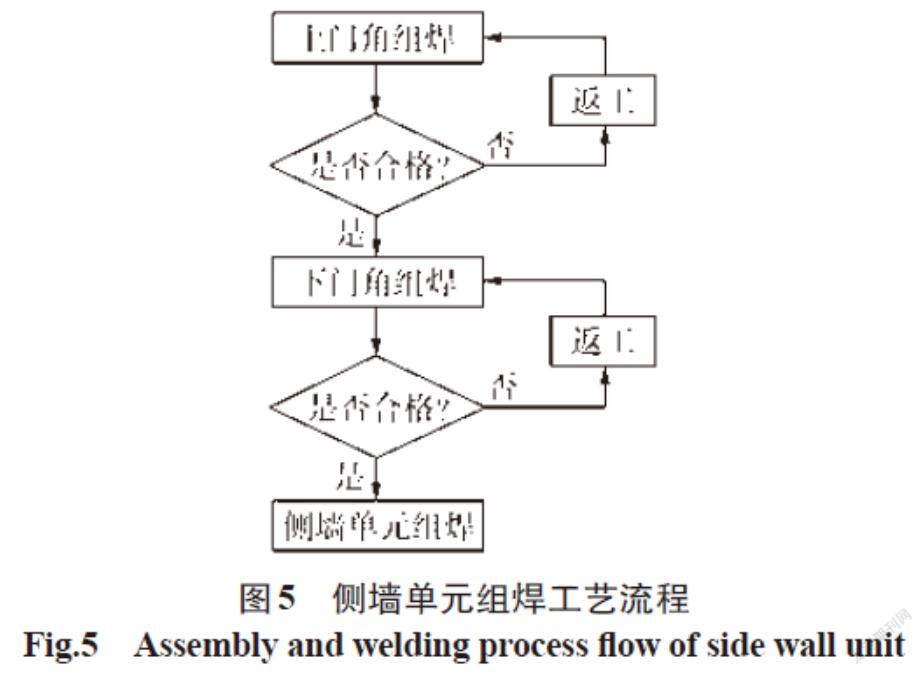
就武汉7号线地铁而言,其侧墙组焊顺序为:上门角组焊→下门角组焊→侧墙组焊,每道工序都分别独立执行。由于铝合金自身的焊接特性,焊接过程中容易产生变形,出现未焊透、熔合不良等缺陷,为了保证其整体尺寸和焊接质量,需要采用合适的焊接工艺进行控制。
2.1 侧墙单元组焊工艺流程
工艺流程如图5所示。
2.2 上门角组焊工艺
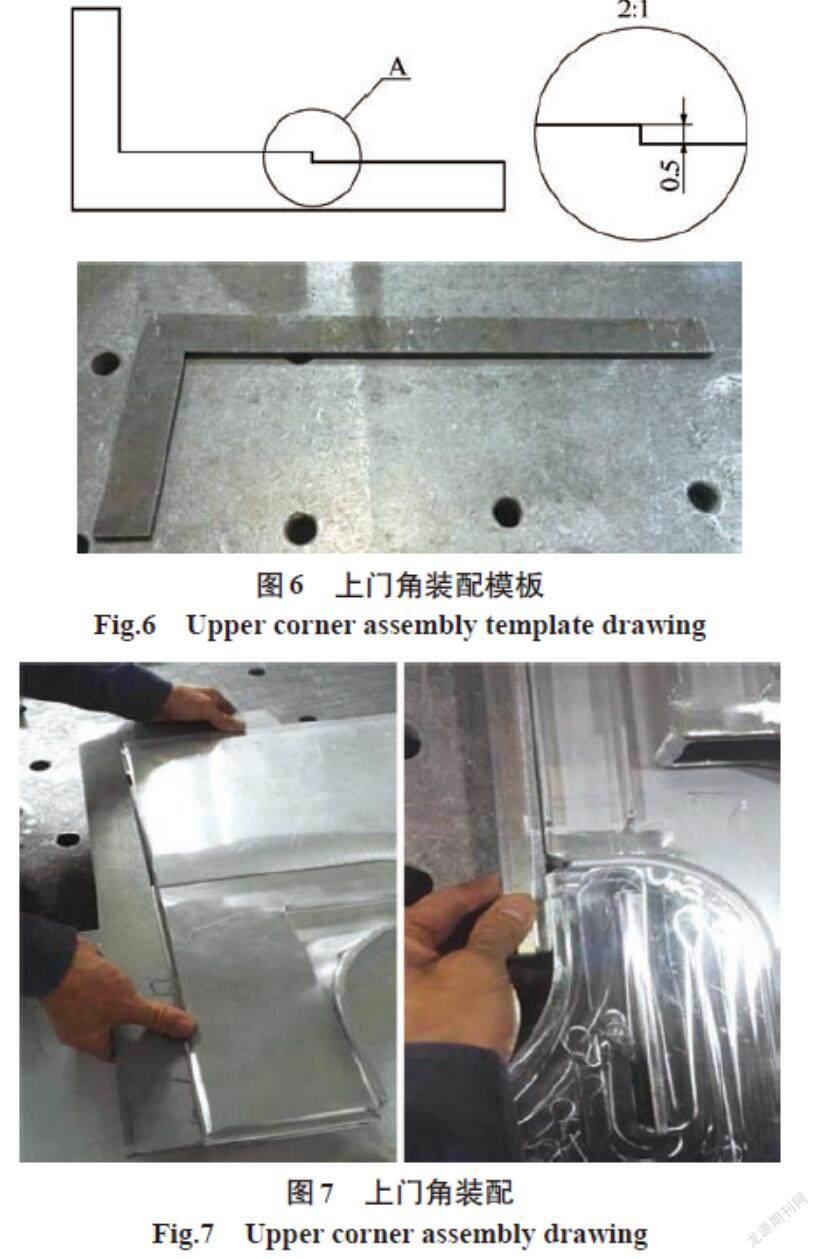
为了保证焊接质量,焊接之前必须对门立柱和门角进行打磨抛光,去除表面的氧化皮;同时,为了保证熔深,确保门立柱与门角的装配间隙为2 mm,在按图纸尺寸加工门立柱时,需对加工的尺寸进行一定的工艺放量;为了有效控制焊接变形,组焊前需借助上门角装配模板进行装配,如图6所示。
上门角装配模板类似于直角尺,在门立柱与门角的装配处留有一个0.5 mm的小台阶,确保组对时门角上边缘突出门立柱上边缘0.5 mm,如图6中A处所示。同时门立柱和门角须紧贴模板进行装配,如图7所示。
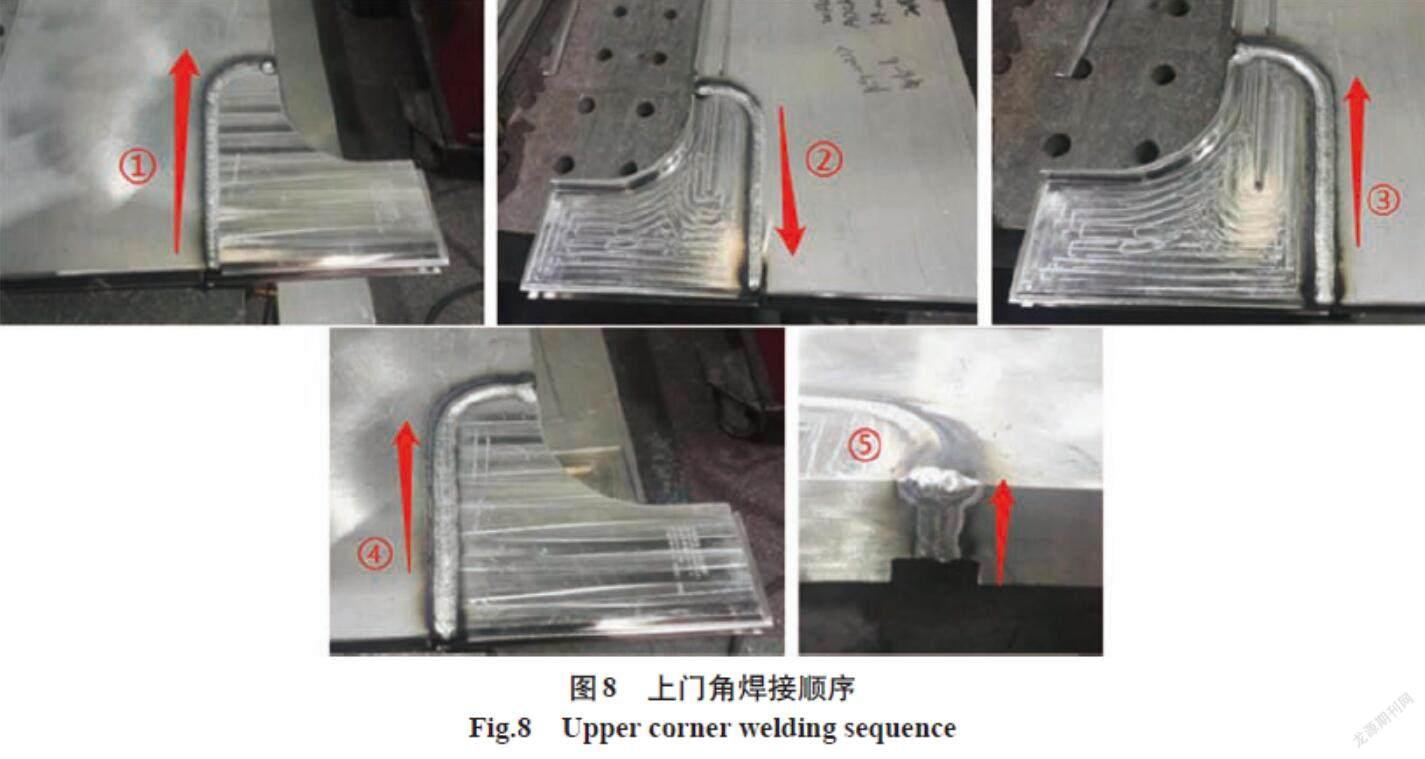
门角组对完成后,点焊固定,然后开始焊缝的焊接。焊接时需注意焊接顺序及焊接方向,如图8所示。同时,需要对4V和6V焊缝进行相互交叉焊接,从而有效控制门角的焊接变形,以保证整体的平面度。待4V和6V的焊缝焊接完成后,再进行8V焊缝的焊接,确保上门角与门立柱平齐。上门角焊接完成后,再用直角尺检验门角的垂直度,确认垂直度满足工艺要求。上门角焊接工艺参数如表2所示。
2.3 下门角组焊工艺
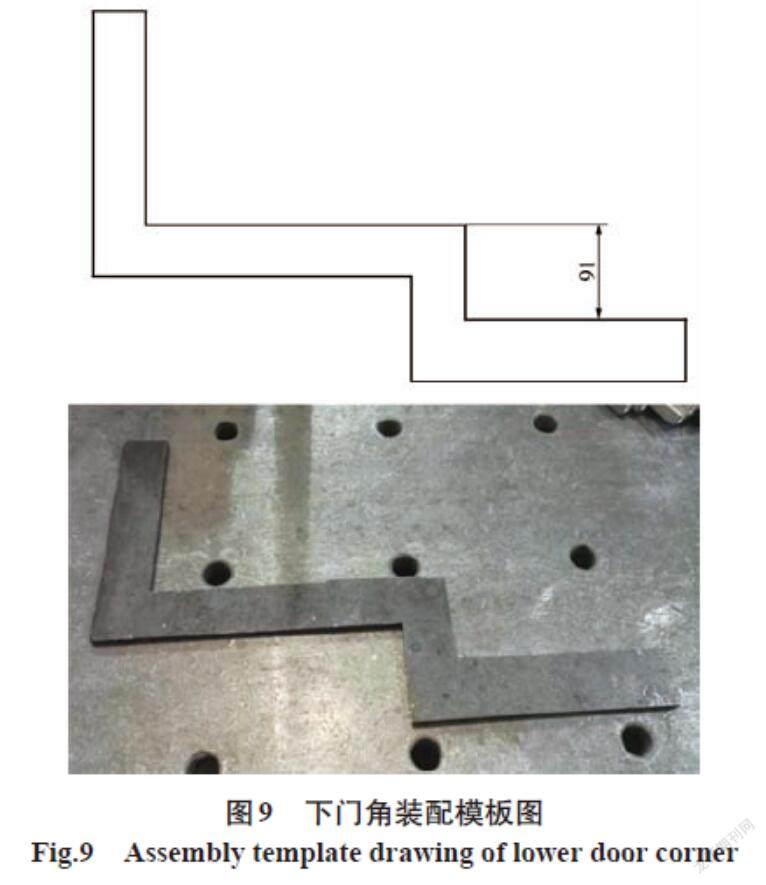
下门角的组焊与上门角相似,为确保焊接完成后符合工艺要求,需采用下门角装配模板进行装配,如图9所示。
为了保证下门角焊接完成后的垂直度,下门角装配模板必须依照下门角与门立柱的装配轮廓进行设计。下门角与门立柱底边的距离为90 mm,这个尺寸为关键尺寸,考虑到下门角焊接完成后会有收缩,所以将模板的伸出量设定为91 mm,装配如图10所示。
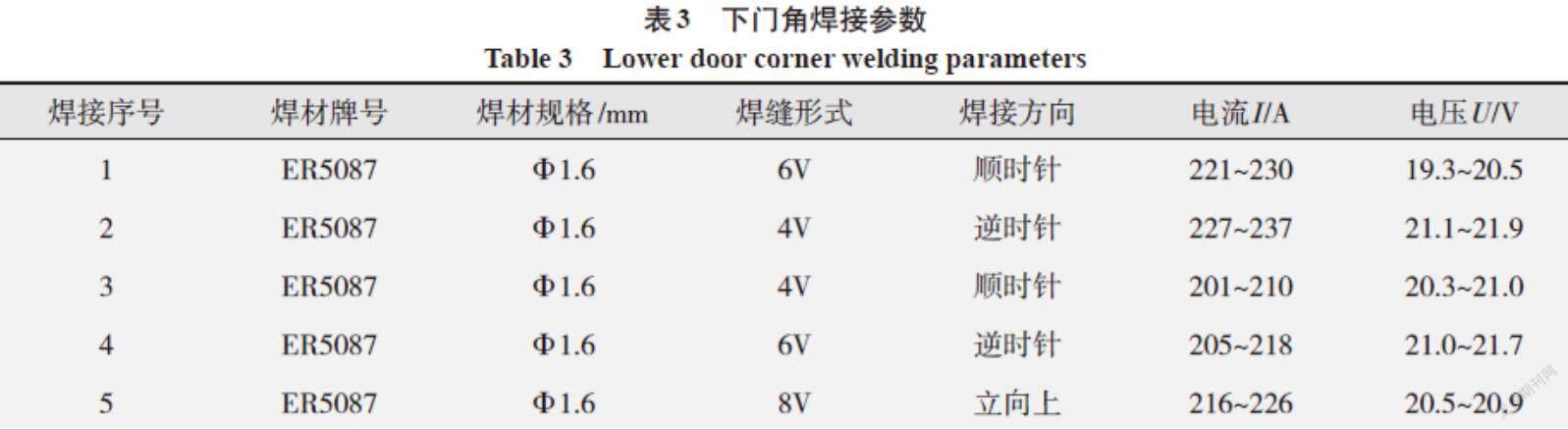
下门角装配完成后,将门角进行点焊固定,然后焊接,焊接顺序及方向与上门角焊接类似,如图11所示。焊接完成后,再用直尺检测下门角垂直度,下门角工艺参数如表3所示。
2.4 侧墙单元组焊工艺
2.4.1 组焊工装
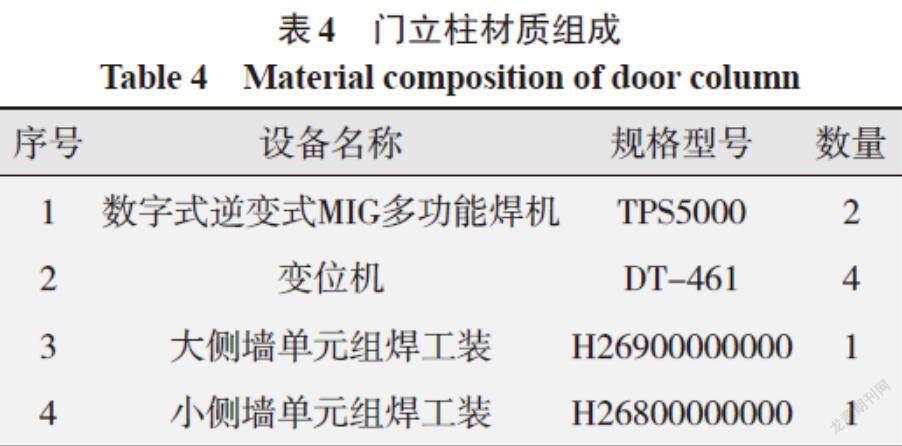
侧墙单元由侧墙板与门立柱组焊而成,其焊缝形式分别为Z5和3HV。侧墙单元的整体质量达到了125.6 kg,在焊接过程中需要借助变位机对侧墙进行180°翻转,才能完成所有焊缝的焊接。值得注意的是,在侧墙与变位机之间需增加铝合金垫块,隔离侧墙板与变位机。其次,由于焊缝长度达到了2 m,焊接过程中存在很大的焊接变形,因此需采用工装来进行控制,以保证侧墙的整体的尺寸及平面度,使用的工装明细如表4所示。
2.4.2 焊接工艺
侧墙单元的焊接主要分为以下几个步骤:
(1)焊前检查。焊接之前需要检查侧墙板的工艺尺寸及平面度,同时确认门立柱等配件的质量。按工艺要求,侧墙板机械加工完成后,其对角线超差公差为±2 mm,平面度公差为±2 mm。
(2)焊前抛光。焊接前将侧墙板和门立柱放置于打磨支架上,使用清洗液清除侧墙板表面以及门立柱焊接区域的油污,然后用白棉布擦拭干净。使用抛光机去除侧墙板和门立柱焊缝两侧的氧化膜(30 mm范围内),使待焊区域呈现亮白色金属光泽。
(3)侧墙装配。将侧墙板和门立柱置于组焊工装上进行装配,由于焊接存在收缩,所以组装宽度要比理论宽度大2~3 mm。宽度调整完成后,用长平尺确认门立柱与侧墙板上下两端的直线度,确保两端平齐。侧墙的宽度和直线度组对完成后,再检测对角线尺寸是否满足±1 mm公差要求。待所有尺寸确定无误后,用工装上的悬臂夹压紧门立柱和侧墙板,确保变位机旋转时侧墙整体不会移动。
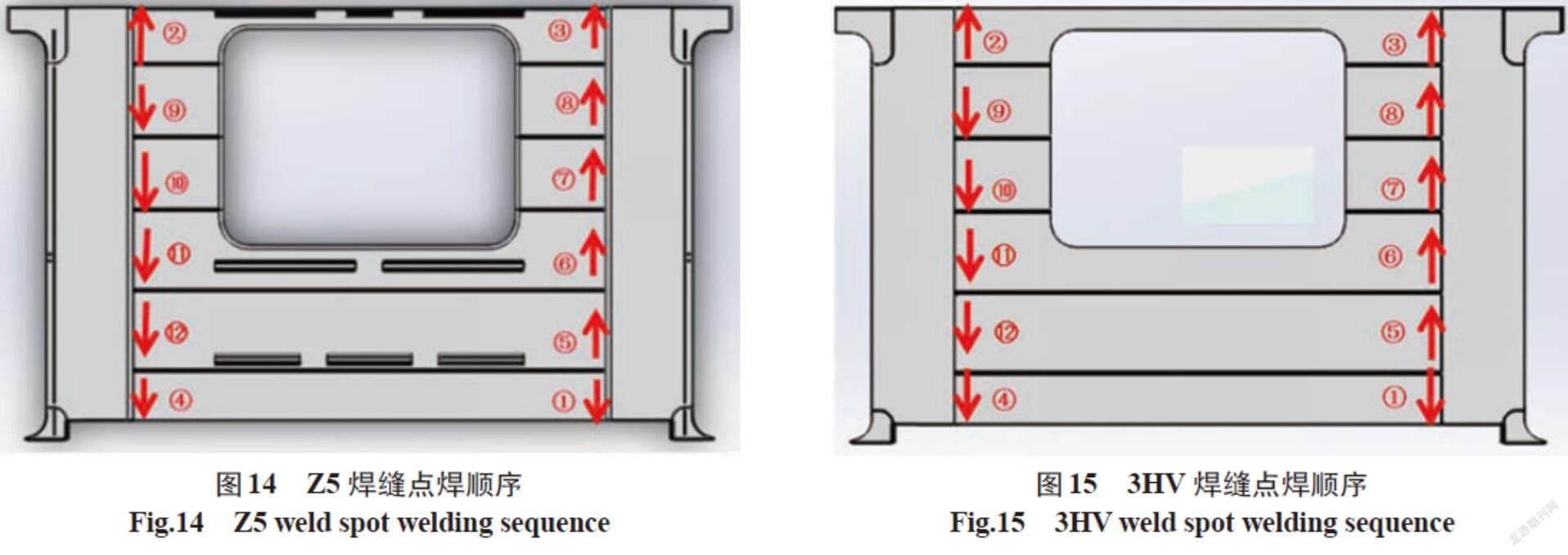
(4)点固焊。侧墙装配完成后,首先进行Z5焊缝的点焊,焊接顺序为①→②→③→④→⑤→⑥→
⑦→⑧→⑨→⑩→⑩→⑩如图14所示。先将侧墙的4个端点进行点焊固定,然后在每条焊缝中间均匀焊接4点焊缝,焊缝长度约为50 mm。为了保证焊接质量,每条焊缝的起弧与收弧处必须使用风动铣刀进行修磨,并用不锈钢丝刷清理黑灰。点焊完成后,翻转变位机,以相同的方式进行3HV焊缝的点焊,如图15所示。侧墙单元点固焊工艺参数如表5所示。
(5)满焊。点焊完成后,首先将3HV焊缝进行满焊,焊接顺序遵循交叉对称的原则,由中间向两端进行,焊接顺序为①→②→③→④→⑤→⑥→⑦
→⑧→⑨→⑩,如图16所示。3HV焊缝焊接完成后,转动变位机,将侧墙旋转180°,然后按同样的顺序进行Z5焊缝的焊接,如图17所示,焊接参数见表6。
(6)打磨。焊接完成后,将侧墙转移至打磨支架,使其自然冷却。根据工艺要求,待焊缝冷却至室温,先用不锈钢丝刷及白棉布清除焊缝表面的黑灰,然后再将焊缝打磨平整。
(7)焊后檢测。焊缝打磨完成后,对焊缝进行外观检查及PT检测。同时,侧墙整体的宽度、直线度及对角线尺寸都需要一一确认,保证所有尺寸都满足工艺要求,外形尺寸检测记录如表7所示。
3 结论
地铁A型车的侧墙焊接工序较多,焊缝形式多样,工艺要求严格,因此其焊接难度大。通过分析侧墙单元和门立柱的焊接难点,制作合适的组对工装,采用合理的焊接工艺,有效地解决了侧墙单元组焊时焊接变形较大、工艺尺寸很难保证等焊接难题。文中所述的工艺措施已经被中车株洲电力机车有限公司等企业广泛运用到A型车侧墙单元的批量生产中,其焊接质量和工艺尺寸完全满足车体组焊的要求。实践证明该焊接工艺具有可行性和可操作性,可为同类型侧墙单元的焊接提供借鉴和参考。
参考文献:
[1]田新莉,唐衡郴,尹德猛,等.B型车铝合金地铁车厢侧墙制造技术及焊接工艺[J].焊接技术,2014,4(3):73-75.
[2]赵卫,李本广,李忠辉. 侧墙组焊自动焊应用工艺改进[J]. 金属加工:冷加工,2016(S1):729-732.
[3]董世康,唐衡郴,冯孝忠,等.动车组铝合金车体制造技术[J].热加工工艺,2012,41(3):183-186.
[4]朱瑞. 铝合金列车侧墙制造及其质量控制[J]. 科学生活,2020(1):16-17.
[5]王立夫,唐衡郴,王金金,等.轨道车辆用铝合金焊接缺陷分析[J].焊接技术,2012,41(10):14-17.
