银中间层对钢/铝激光双道焊接头组织与性能的影响
2021-10-27茅卫东,石铭霄,方超,戴宇峰,李盛良
茅卫东,石铭霄,方超,戴宇峰,李盛良


摘要:对钢/铝接头直接采用激光焊接时,接头极易产生脆性Fe-Al金属间化合物。针对该问题,采用激光双道焊接方法研究了银中间层对304不锈钢/6061铝合金焊接接頭微观组织及力学性能的影响。结果表明,预置银为中间层,采用双道激光焊接工艺,焊后接头成形良好;组织分析表明,焊缝区域明显分为靠近铝侧的区域A和靠近钢侧的区域B,区域A由富银相和富铝相混合组成,区域B由纯银(区域B1)和奥氏体相(区域B2)组成。此外,焊缝中未出现脆性Fe-Al金属间化合物。力学性能测试结果显示,断裂发生在接头处的纯银区,抗拉强度为175.59 MPa,断后伸长率约为3%。
关键词:银中间层;304不锈钢;6061铝合金;激光焊接;脆性金属间化合物
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2021)10-0126-05
DOI:10.7512/j.issn.1001-2303.2021.10.21
0 前言
现代汽车工业发展中,汽车轻量化可提高动力经济性,有助于节能减排,具有良好的经济效益。不锈钢具有强度高、耐蚀性好和抗疲劳性能优良等特点,铝合金具有密度低、塑性好、比强度高等特点。由于车身不同部位对材料强度有不同的要求,因此使用不锈钢与铝合金的焊接结构可以充分发挥两种材料各自的性能优势,减轻质量,实现汽车轻量化[1]。钢和铝的熔点、导热率和热膨胀系数等热物理性能差异巨大,焊接时常常出现裂纹、熔合困难等缺陷,并极易产生大量硬而脆的Fe-Al金属间化合物[2],显著降低了焊接接头强度、塑性和韧性,因此如何消除Fe-Al金属间化合物是实现钢/铝异种金属优质、高效焊接的关键技术环节。
采用电子束焊[3]、熔钎焊[4-6]可实现钢/铝的连接,但接头中仍有较多Fe-Al脆性金属间化合物生成。钎焊[7]与压力焊[8-9]过程中母材仍保持固态,可避免脆性Fe-Al金属间化合物大面积生成,但这两种方法受限于工件尺寸和形状,焊接效率低,特别是接头区的强度较低,难以满足较高强度的使用要求。
激光焊接具有高能量密度、焊接位置精准可控、生产灵活性好等优点,可以精确控制焊接热输入与加热区域,抑制两种材料直接熔合后生成大量金属间化合物,广泛应用于异种金属焊接[2,10-12]。文中采用激光双道焊接的工艺方法,研究了银中间层对钢/铝焊接接头微观组织及力学性能的影响。
1 试验方法
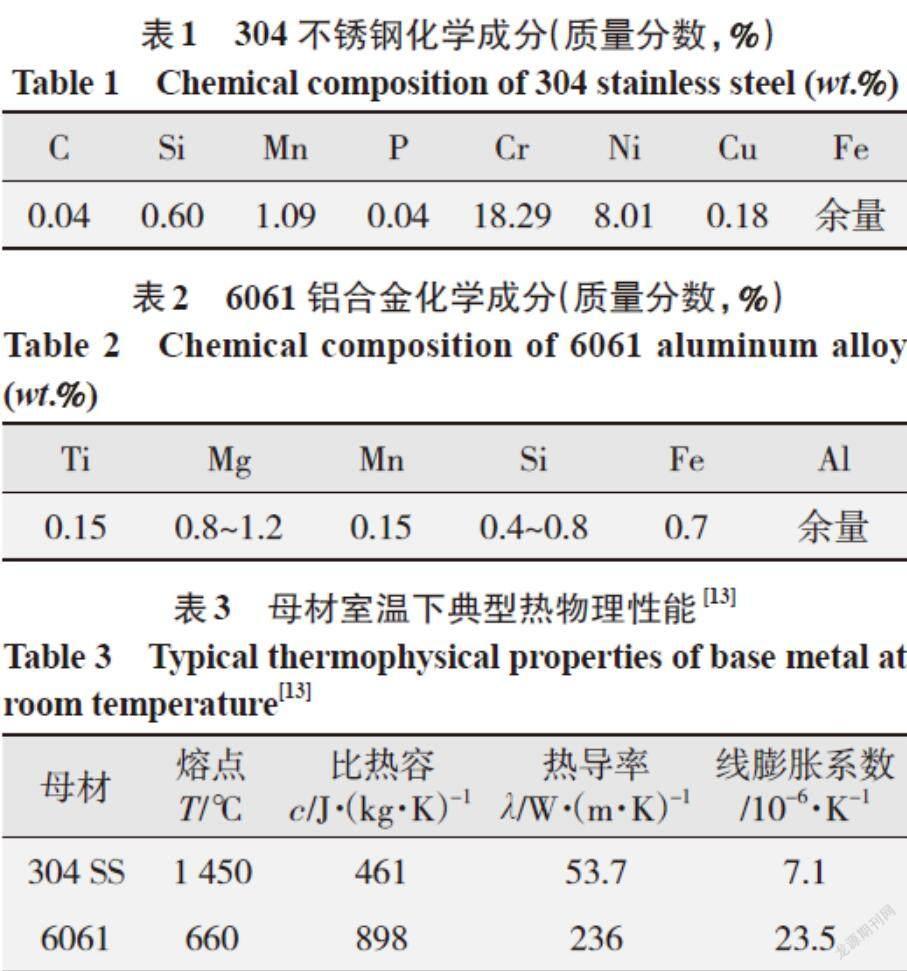
试验母材为304不锈钢(退火态)与6061铝合金(固溶处理+人工时效),试板尺寸均为50 mm×
50 mm×2 mm。304不锈钢和6061铝合金的化学成分如表1、表2所示。304不锈钢和6061铝合金室温(20 ℃)典型热物理性能如表3所示。采用纯银作为中间层材料,尺寸为50 mm×2 mm×2 mm。
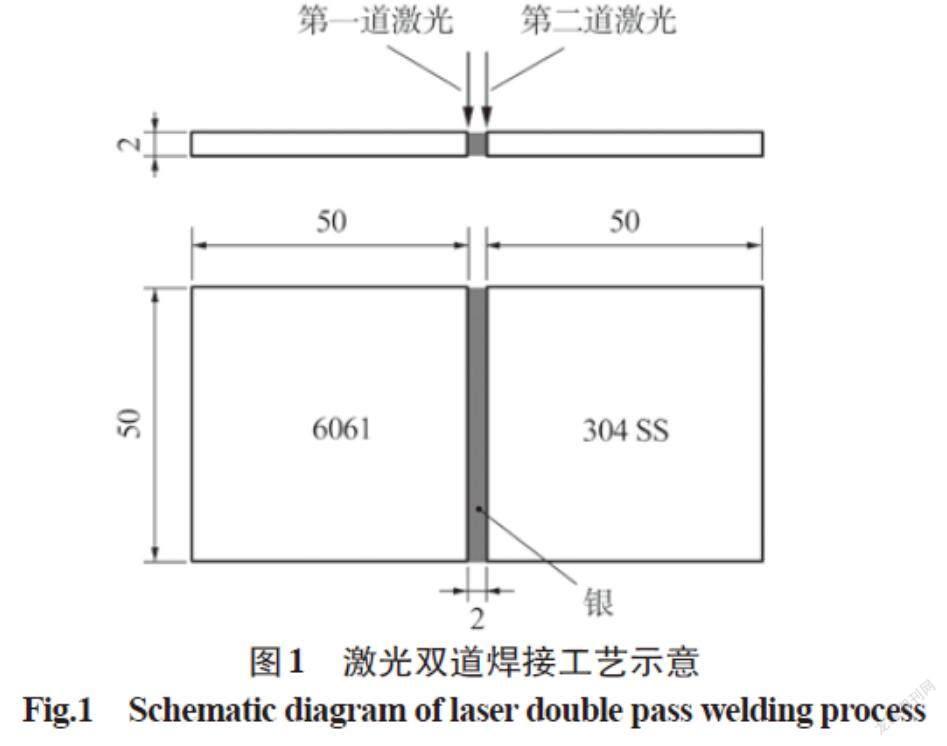
试验用的激光焊接设备为额定功率6 000 W的IPG YLS-6000掺镱多模光纤激光器,光斑直径0.3 mm,焦距255 mm,波长1 075 nm。采用对接接头,将Ag预置在钢-铝对接面处,并保证铝-银、银-钢对接面紧密接触,无间隙,焊前去除焊件表面的氧化膜、油污和水分。激光双道焊接工艺示意如图1所示,第一道焊接铝-银对接面,第二道焊接银-钢对接面,保护气体采用氩气,气体流量15 L/min,其他激光焊接工艺参数如表4所示。
焊后使用线切割机沿垂直于焊接方向截取金相试样,经打磨、抛光、腐蚀后进行组织分析。采用光学显微镜(VHX-900)观察焊缝低倍微观组织,采用扫描电子显微镜(JSM-6480)观察高倍微观组织。采用X射线衍射仪(D8 Advance)分析接头相组成,使用能谱仪(TN-4700)分析接头化学成分,并且对接头进行了拉伸试验和显微硬度测试,以评价银作为中间层的钢/铝激光焊焊接接头的力学性能。使用HX-1000标准显微硬度计,选用的压力为100 g,打点间隔为0.15 mm,压紧时间为10 s,HX-1000标准显微硬度计通过计算压痕对角线的长度,并与标准进行对比从而计算出压痕所在位置组织的实际显微硬度值。拉伸试验时,将试样两端母材装夹在CMT5205型电子万能试验机的上下装夹装置。拉伸过程中,记录试样拉断时的最大载荷,并根据测量出的有效板厚计算接头的抗拉强度。接头抗拉强度由3个接头抗拉强度平均值确定,加载速率为2 mm/min。
2 试验结果与讨论
2.1 焊缝表面成形
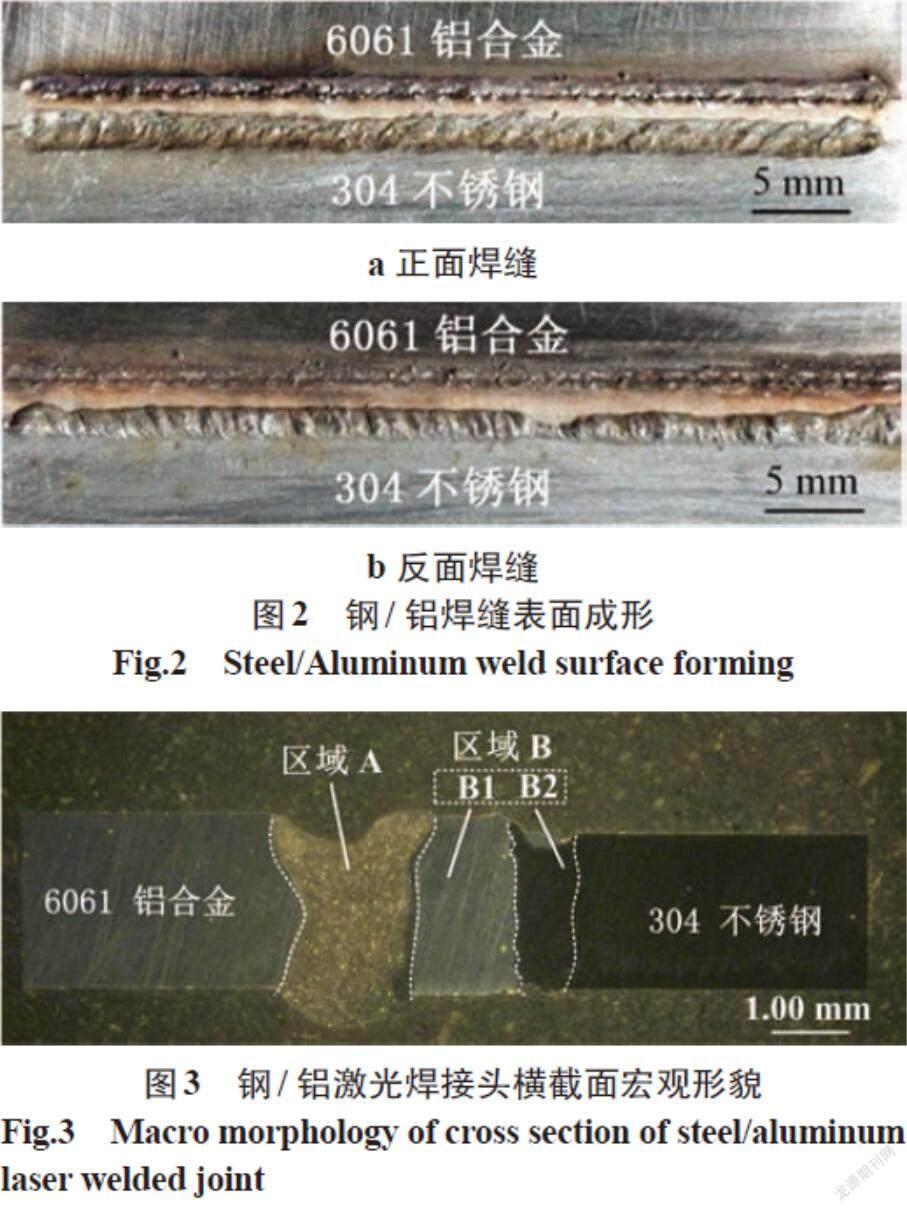
焊缝正反两面成形情况如图2所示。正面两道焊缝均成形良好,波纹均匀且细致美观,表面未见有气孔、裂纹等明显缺陷;反面焊缝亦成形良好,两道焊缝均已完全熔透。
2.2 接头微观组织
接头横截面的宏观形貌如图3所示。由图可知,焊缝明显分为两个区域:靠近铝一侧为区域A、靠近钢一侧为区域B,两个区域中间有明显的界面分开。铝与区域A的熔合线呈曲线,沿着板厚方向焊缝的熔宽有明显变化,中间部分熔宽小。区域A和区域B之间的界面较为平直,区域B中明显分为剩余银区(B1)和局部熔化的不锈钢区(B2),B1与B2的界面呈锯齿状。
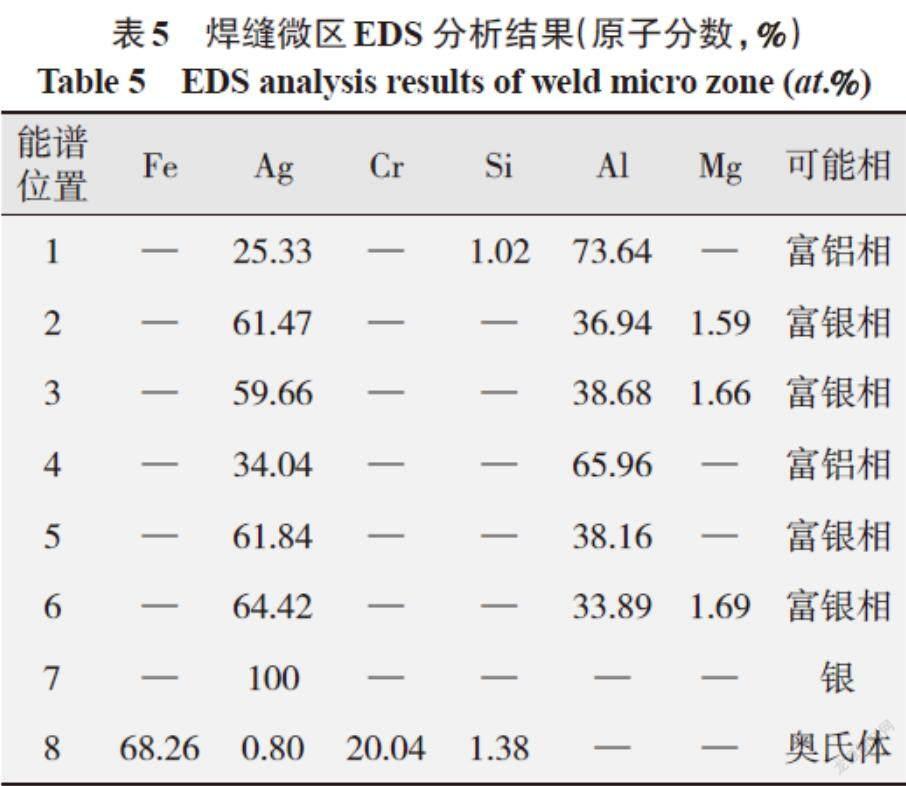
图4a为区域A与铝合金界面的扫描电镜图像,区域A与铝合金界面处熔合良好,有界面反应层存在,结合EDS分析结果可知,靠近铝合金界面处的区域A中的暗色组织为富铝相(图4a与表5中点1),亮色组织为富银相(图4a与表5中点2),二者构成典型的层片状组织,进一步结合Ag-Al二元合金相图[14]分析可知,富铝相为α(Al)固溶体,富银相为ξ固溶体。
由于区域A与铝合金的界面反应层中Al含量较多,位于Ag-Al相图的过共晶合金区,在熔池冷却过程中,先从液相中结晶出α(Al)先共晶相,当温度继续下降发生共晶转变时,形成了层片状的共晶组织,其共晶α(Al)相依附于先共晶相长大难以分辨,因此在显微形貌中发现富铝相与富银相二者以层片状分布于区域A中,并且暗色富铝相的数量较多。
图4b为区域A中心区域的扫描电镜图像,结合EDS分析结果可知,图4b中大量亮色的卵形晶粒为富银相(图4b与表5中点3),而沿晶界析出的为富铝相(图4b与表5中点4)。这是由于区域A中心区域距铝合金较远,Al含量降低,在激光热源作用下,熔化后的熔池中液态金属成分位于Ag-Al相图中亚共晶合金区并且远离共晶成分点,在熔池冷却过程中先共晶相(ξ固溶体)数量较多,导致共晶成分中的ξ相依附于先共晶相长大,α(Al)相则沿着晶界析出,形成所谓的离异共晶现象。
图4c为区域A和区域B1界面的扫描电镜图像,可以发现,界面处的晶粒形态和分布与区域A中的晶粒相同,并结合EDS分析结果(图4c与表5中区域5、6)发现晶粒的相组成与区域A也相同,因此推测该界面处组织形成过程与区域A中组织的形成过程相同。
图4d为区域B1与区域B2界面处的扫描电镜图像,可以看到有清晰的界面线,结合EDS分析结果可知,区域B1为纯银区(图4d与表5中区域7),区域B2成分与母材相同为奥氏体区(图4d与表5中区域8)。根据Ag-Fe相图[14]可知,二者在液态、固态均互不相溶,因此在焊接过程中母材加热熔化形成了钢液与银液,在随后的冷却过程中,钢液首先凝固形成奥氏体区(区域B2),银液随后凝固形成纯银区(区域B1),产生明显的分层现象。
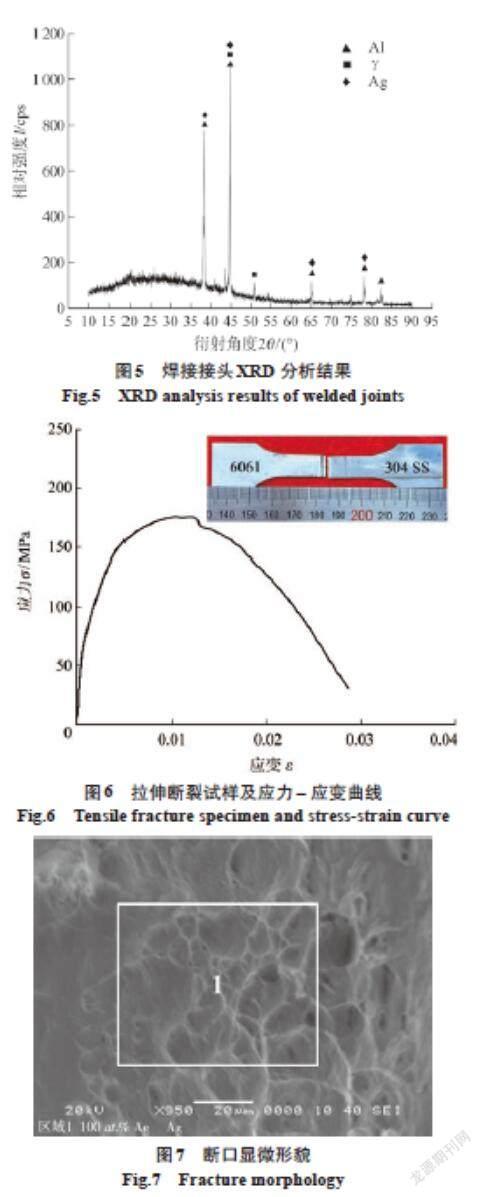
为了进一步确定焊缝相组成类型,对焊接接头的焊缝区域进行XRD衍射分析,结果如图5所示。焊缝相主要由富铝相、富银相和奥氏体组成,未出现Fe-Al脆性金属间化合物,XRD分析结果与能谱分析结果相一致。
2.3 接头力学性能
拉伸试验的典型结果如图6所示。可以看出试样在焊缝处发生断裂,试样抗拉强度为175.59 MPa,断后伸长率接近为3%。
在扫描电子显微镜下观察断口显微形貌(见图7),发现断口处存在较多韧窝,呈现微孔聚集性断裂特征,为典型的韧性断裂。EDS分析结果显示Ag所占原子比为100 at.%,因此确定断裂位置在纯银区(区域B1)。
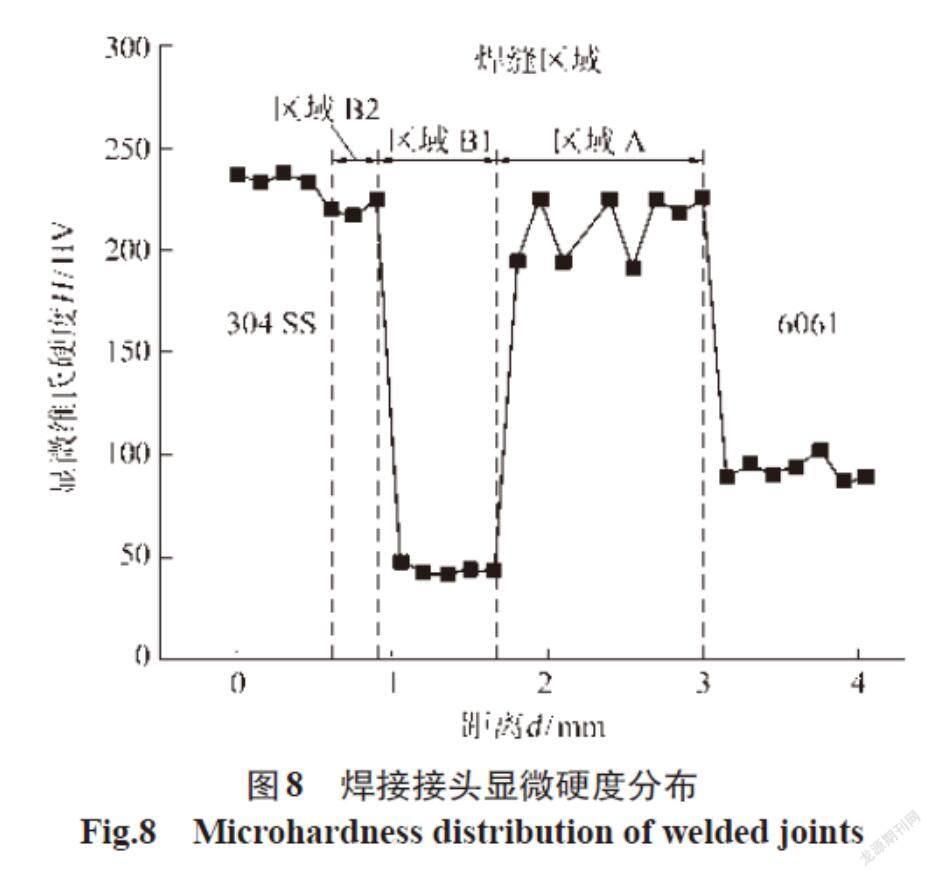
焊接接头显微硬度分布曲线如图8所示,显微硬度分布极不均匀,区域B1显微硬度最低,是接头中最薄弱的区域,因此焊接接头在该区域发生断裂,这主要是因为区域B1由强度较低的银组成。
3 结论
(1)采用2 mm厚度的银作为中间层,通过激光双道焊接的方法实现了钢/铝异种金属的焊接,焊缝成形良好,表面无气孔、裂纹等缺陷。
(2)采用银作为中间层,抑制Fe与Al的互扩散,避免生成脆性金属间化合物。显微组织主要是由富银相ξ与富铝相的混合物、银和奥氏体组成。
(3)焊接接头的抗拉强度为175.59 MPa,断裂发生在纯银区,为韧性断裂,纯银区(B1区)是接头中力学性能最薄弱的区域。
参考文献:
[1]龙江启,兰凤崇,陈吉清.车身轻量化与钢/铝一体化结构新技术的研究进展[J]. 机械工程学报,2008,44(6):27-35.
[2]韦竺施,崔丽,贺定勇,等.钢/铝异种合金激光深熔焊接头界面金属间化合物的EBSD研究[J]. 材料工程,2018(7):113-120.
[3]张秉刚,何景山,曾如川,等. LF2铝合金与Q235钢加入中间Cu层电子束焊接接头组织及形成机理[J]. 焊接学报,2007(6):37-40.
[4]雷振,秦国梁,林尚扬,等.基于激光-MIG复合热源的5A02铝合金/镀锌钢熔-钎焊[J]. 机械工程学报,2009,45(3):94-98.
[5]Xue J Y,Li Y X,Chen H,et al. Wettability,microstructure and properties of 6061 aluminum alloy/304 stainless steel butt joint achieved by laser-metal inert-gas hybrid welding-brazing[J]. Transactions of Nonferrous Metals Society of China,2018(28):1938-1946.
[6]Liu J,Jiang S C,Shi Y,et al. Laser fusion-brazing of aluminum alloy to galvanized steel with pure Al filler powder[J]. Optics & Laser Technology,2015(66):1-8.
[7]Liu S,Suzumura A,Ikeshoji T T,et al. Brazing of Stain-less Steel to Various Aluminum Alloys in Air[J]. JSME Inter-national Journal Series A,2005,48(4):420-425.
[8]Wang T H,Komarasamy M,Liu K M,et al. Friction stir butt welding of strain-hardened aluminum alloy with high strength steel[J]. Materials Science and Engineering:A,2018(737):85-89.
[9]王希靖,邓向斌,王磊. Q235钢板与6082铝合金搅拌摩擦焊工艺[J]. 焊接学报,2016,37(1):99-102.
[10]石铭霄,赵健,陈书锦,等. 激光偏束焊对铌/钢接头组织及性能的影响[J]. 焊接学报,2017,38(3):41-44.
[11]Yan F,Wang X W,Chai F,et al. Improvement of microst-ructure and performance for steel/Al welds produced by magnetic field assisted laser welding[J]. Optics & Laser Technology,2019(113):164-170.
[12]Li L Q,Xia H B,Tan C W,et al. Influence of laser power on interfacial microstructure and mechanical properties of laser welded-brazed Al/steel dissimilar butted joint[J]. Journal of Manufacturing Processes,2018(32):160-174.
[13]林剛,林慧国,赵玉涛. 铝合金应用手册[M]. 北京:机械工业出版社,2006:465.
[14]唐仁政,田荣璋. 二元合金相图及中间相晶体接头[M]. 长沙:中南大学出版社,2009:11,19.
