15CrMoR(H)钢配套焊材研制及其焊接接头性能研究
2021-10-27王士山,白建斌,李伟,边境,王学东,崔晓东
王士山,白建斌,李伟,边境,王学东,崔晓东






摘要: 焊接是承压设备制造过程的关键环节,承压设备配套焊材性能对承压设备的制造质量起关键作用,决定承压设备的最终性能。研制了用于临氢环境的15CrMoR(H)用R307L焊条与H08CrMo(H)/JWF201(H)埋弧焊材,对其焊接工艺及熔敷金属性能进行了研究。特以焊接接头性能为主要指标,采取包括模拟封头热成型在内的多种热处理后,试验数据依旧保持了优异水平。分析焊接接头微观组织,其焊缝组织均为铁素体为主,有少量贝氏体和珠光体。
关键词:焊接材料;15CrMoR(H);焊接接头;模拟热成型
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2003(2021)10-0107-07
DOI:10.7512/j.issn.1001-2303.2021.10.18
0 前言
铬钼钢主要应用于耐热环境,具有良好的高温强度和高温抗氧化性能,主要应用于电力锅炉、石油化工、煤化工、动力工程等领域[1]。铬钼钢在石化、煤化工领域应用最为广泛的是催化、焦化、常减压等装置,如使用在临氢环境的称为临氢钢,其中15CrMoR(H)钢得到了大量应用。15CrMoR(H)钢板在高温下具有持久强度、蠕变强度和高的耐蚀性、抗氢能力、抗氧化性及抗脆断能力[2],因此广泛用于压力容器。随着我国压力容器向大容量、高参数方向迅猛发展,压力容器行业对15CrMoR(H)钢的需求量必将越来越大[3]。
在高温临氢环境中最高氢分压超过0.7MPa,操作温度大于或等于200 ℃,在此条件下工作的碳钢和低合金钢除发生内部脱碳、表面脱碳和氢脆等氢损伤外,还需考虑高温回火脆性问题,对钢材和焊材的要求很高。国际上较为认可的焊材厂家主要有德国伯乐、日本神钢、英国曼彻特、美国林肯等公司。国内虽有同类焊接材料,但质量稳定性欠佳,且缺乏完善试验。作为特种焊材的生产厂家,北京金威焊材有限公司针对临氢钢用耐热钢焊材做了大量工作,研发了用于临氢环境的15CrMoR(H)耐热钢用系列焊材。
1 研制思路
15CrMoR(H)钢属于珠光体组织耐热钢,在高温下具有较高的热强性和抗氧化性,并有一定的抗氢腐蚀能力[4],但在长期使用过程中会出现回火脆
化及韧性降低等问题,这种现象通常在375~575℃
温度范围内长期工作时出现[5]。为确保使用安全,在抗回火脆性上对此类钢种提出了更高的要求。
研究表明,金属中的杂质元素P、As、Sn、Sb等在脆化温度区间偏析于晶界,减弱了晶界强度,使金属的韧性降低,成为引起回火脆化的主要原因[6],必须严格控制焊缝中P、As、Sn、Sb等杂质元素含量。鉴于以上需求,研制临氢钢用焊接材料时均采用精炼原辅材料制作,控制熔敷金属杂质含量,使其性能稳定。其中配套焊条采用在国内大型钢厂单独定制的精炼H08E芯线,其O、N、H含量极低,P、As、Sn、Sb等有害元素含量得到了有效控制,保证其熔敷金属X系数达到12×10-6以下的水平;其他原辅材料也均为精选的高纯粉料,严格控制S、P等杂质含量。焊条配方采用高碱度药皮体系,大理石、萤石、白云石等在焊接过程中对熔池进行充分的渣气保护,合理的Mn、Si、Ti等合金配比的加入,使焊接过程中脱氧脱氢更加充分,熔敷金属杂质含量及扩散氢含量更低,充分保证了焊缝金属的低温冲击韧性。在保证熔敷金属性能的同时,适量加入金红石改善熔渣熔点,加入石英等矿物粉,优化熔滴过渡形式,合理调整配方各组分,保证了焊条优秀的全位置焊接性能。
配套埋弧焊丝为国内大型钢厂单独定制精炼,对Mn、Si、Cr、Mo等主要合金元素配比进行了优化,保证焊缝金属成分范围处于合理区间,其O、N、H、P、As、Sn、Sb等有害元素含量更是得到有效控制,各项指标均有严格的技术控制要求。配套焊剂采用精选的矿物粉,对所用原材料的杂质元素要求极其严格,其中镁砂等原料因国内产品不能满足需求,采用进口超低硫磷产品代替。合理控制配方中各矿物粉比例,配方碱度控制在2.5~3.0之间,兼顾焊缝纯净度及焊接工艺性能。
对于焊材的评价,焊材厂一般按照国标、美标以及压力容器标准对熔敷金属的性能进行研究和评判;而压力容器制造企业则是按照实际焊接工况进行焊接工艺评定,考察焊接接头的性能是否合格。二者的差异造成了焊材评价结果的严重不一致性,往往是焊材熔敷金属符合相关标准,而接头性能不满足实际制造使用需求。文中在焊材熔敷金屬性能合格后,以焊接接头性能为主要评价指标,采取包括模拟封头热成型在内的多种热处理,且所有试验材料、参数、工艺及过程均模拟设备制造厂的工艺评定,以保证焊材在多种工况及要求下均具有良好的适应性。
2 研制目标
2.1 15CrMoR(H)焊材熔敷金属化学成分与力学性能要求
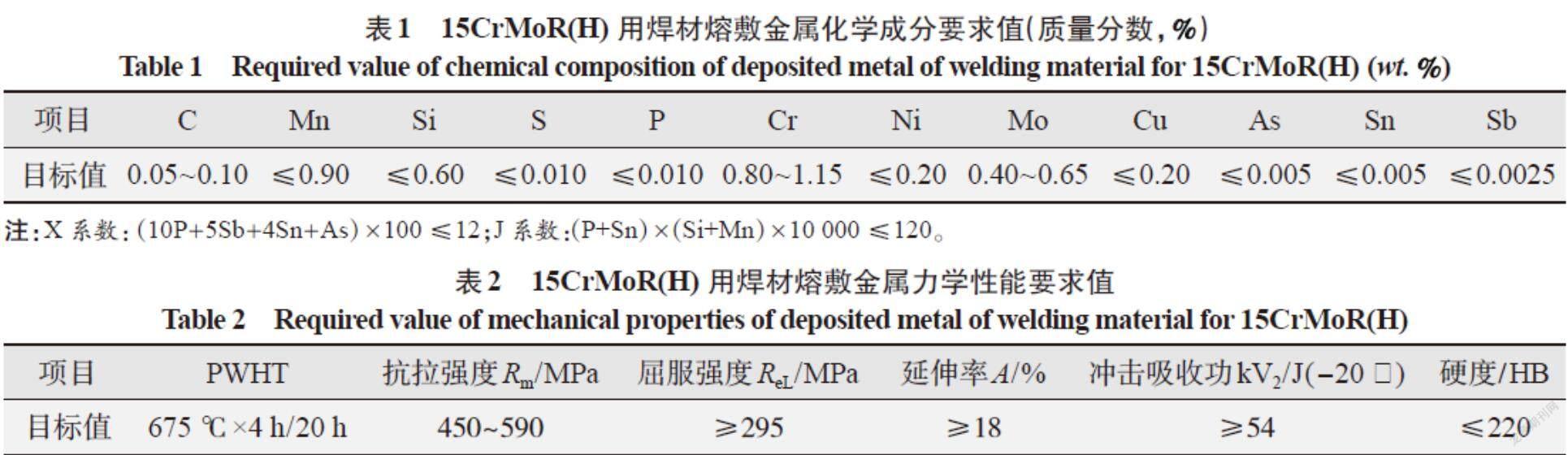
15CrMoR(H)焊条电弧焊及埋弧焊用焊材熔敷金属化学成分及力学性能目标值如表1、表2所示,应符合相应国标及NB/T 47018标准,满足承压设备制造厂提出的化学成分与性能要求。
2.2 满足不同热处理后接头的性能要求
热处理是提高与改变钢材性能的有效措施。在承压设备的实际工程制造中,需要根据不同的材质、不同的部位及板材厚度进行不同工艺的热处理。试验采用板厚为46 mm的母材,接头形式按相应标准要求;试验的热处理工艺参照实际生产需要和用户技术协议,共为4种:675/690 ℃×4 h热处理、20 h热处理、模拟热压封头的正火+回火+4 h MIN.PWHT以及正火+回火+20 h MAX.PWHT。模拟热压封头的热处理工艺主要考虑的是检验研发的临氢钢焊材按热压封头热处理工艺后其性能的变化程度,能否满足多工况使用需求。
3 焊材工艺性能及熔敷金属性能
根据上述焊材设计思路,进行大量的配方调试后,量产了用于临氢环境的15CrMoR(H)用R307L焊条与H08CrMo(H)/JWF201(H)埋弧焊材。所研制焊材在满足既定的化学成分和力学性能目标值的基础上,同时具有优良的焊接工艺性能。
3.1 焊条电弧焊焊材工艺及熔敷金属性能
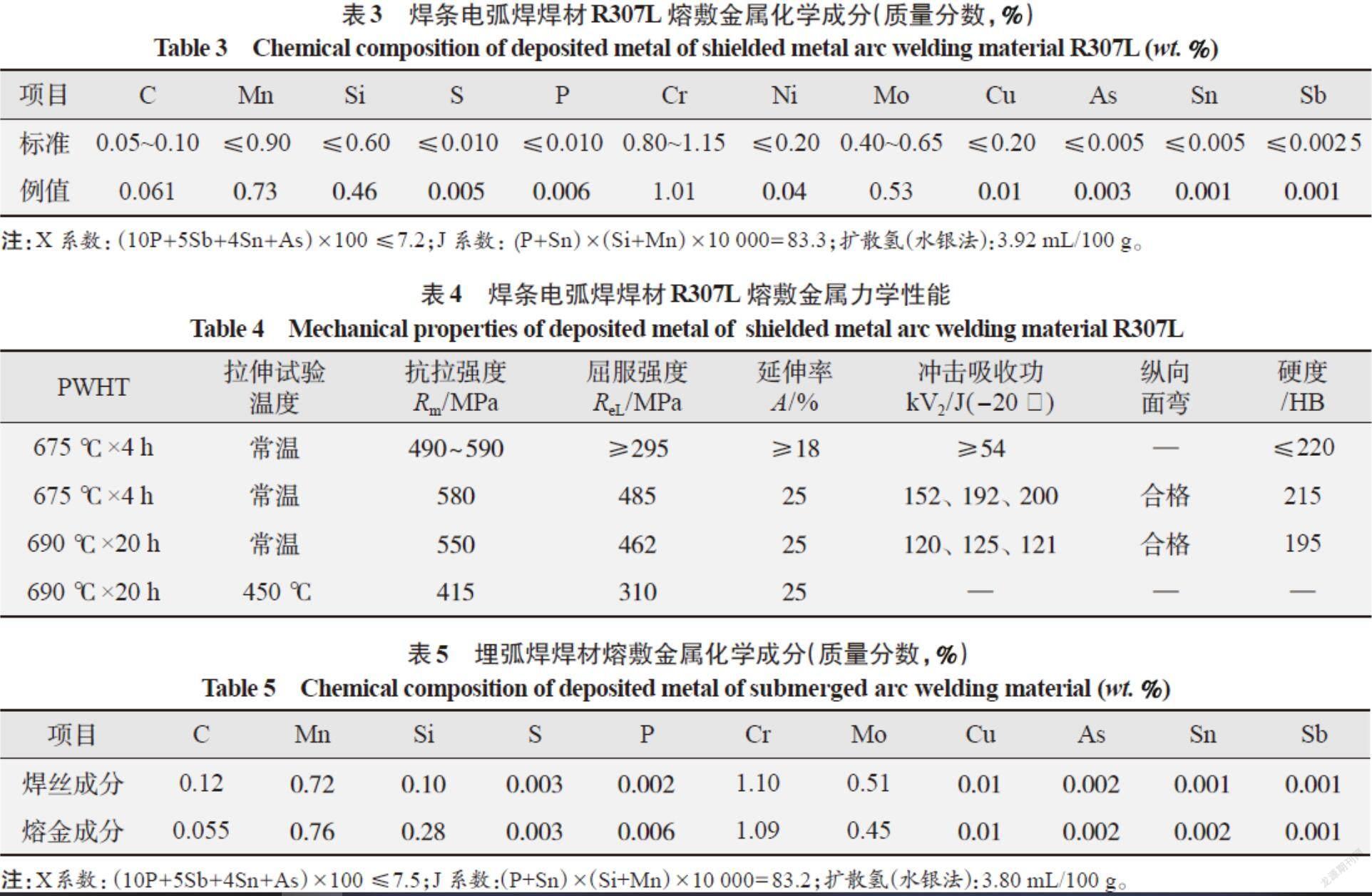
研制的R307L具有优良的工艺性能,其电弧稳定、飞溅小,焊缝易脱渣,成形美观,脱渣前后如图1所示。焊条的国标型号为E5015-G,符合国标GB/T 5118-2012、压力容器标准NB/T 47018-2017,其熔敷金属化学成分见表3,力学性能见表4。可以看出,熔敷金属杂质含量低,具有优良的抗回火脆性,力学性能优异。
3.2 埋弧焊焊材熔敷金属性能
研制的埋弧焊用焊材,其埋弧焊丝为H08Cr Mo(H),埋弧焊剂为JWF201(H),工艺性能优良,焊道成形美观,坡口内脱渣容易,焊缝形貌如图2所示。焊材符合国标GB/T 12470-2018、GB/T 36 037-2018及压力容器标准NB/T 47018-2017,其熔敷金属化学成分见表5,力学性能见表6。由表可知,其熔敷金属杂质含量极低,具有优良的抗回火脆性,力学性能优异(采用板厚为46 mm的母材)。
4 焊接接头试验
4.1 试验参数及热处理工艺
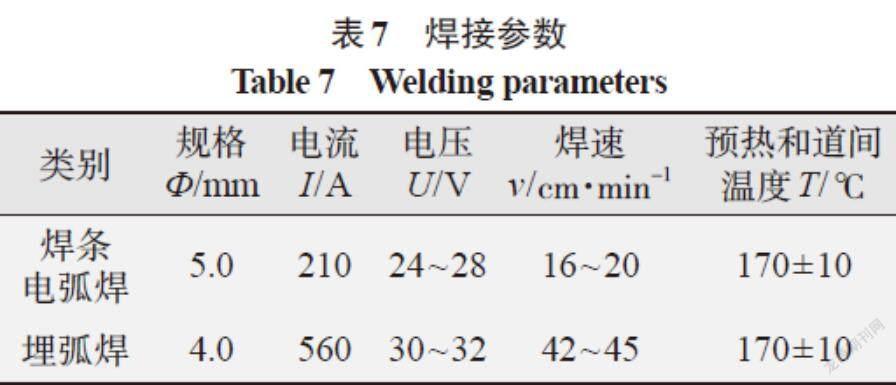
焊接母材为舞阳钢铁的15CrMoR(H)钢板,尺寸150 mm×400 mm×46 mm,采用U型坡口,埋弧焊用母材钝边为6 mm,焊条电弧焊用母材钝边为2 mm,焊接参数如表7所示。
在承压设备的实际工程制造中,需要根据不同工作环境、不同部位及板材厚度进行不同工艺的热处理。此次试验的热处理工艺参照实际生产需要和用户技术协议,共为4种: ①675 ℃×4 h (以下称MIN.PWHT);②675 ℃ ×20 h (以下称MAX.PWHT);
③930 ℃×35 min空冷+ 910 ℃×110 min水冷+ 710 ℃
×140 min空冷+ 675 ℃×4 h炉冷 (以下称模拟热成型+MIN.PWHT);④930 ℃×35 min空冷+ 910 ℃×
110 min水冷+ 710 ℃×140 min空冷+ 675 ℃×20 h炉冷 (以下称模拟热成型+MAX.PWHT)。注:上述炉冷为随炉降温速率110~130 ℃/h,400 ℃以下可出炉空冷。
4.2 焊接接头试验及数据分析
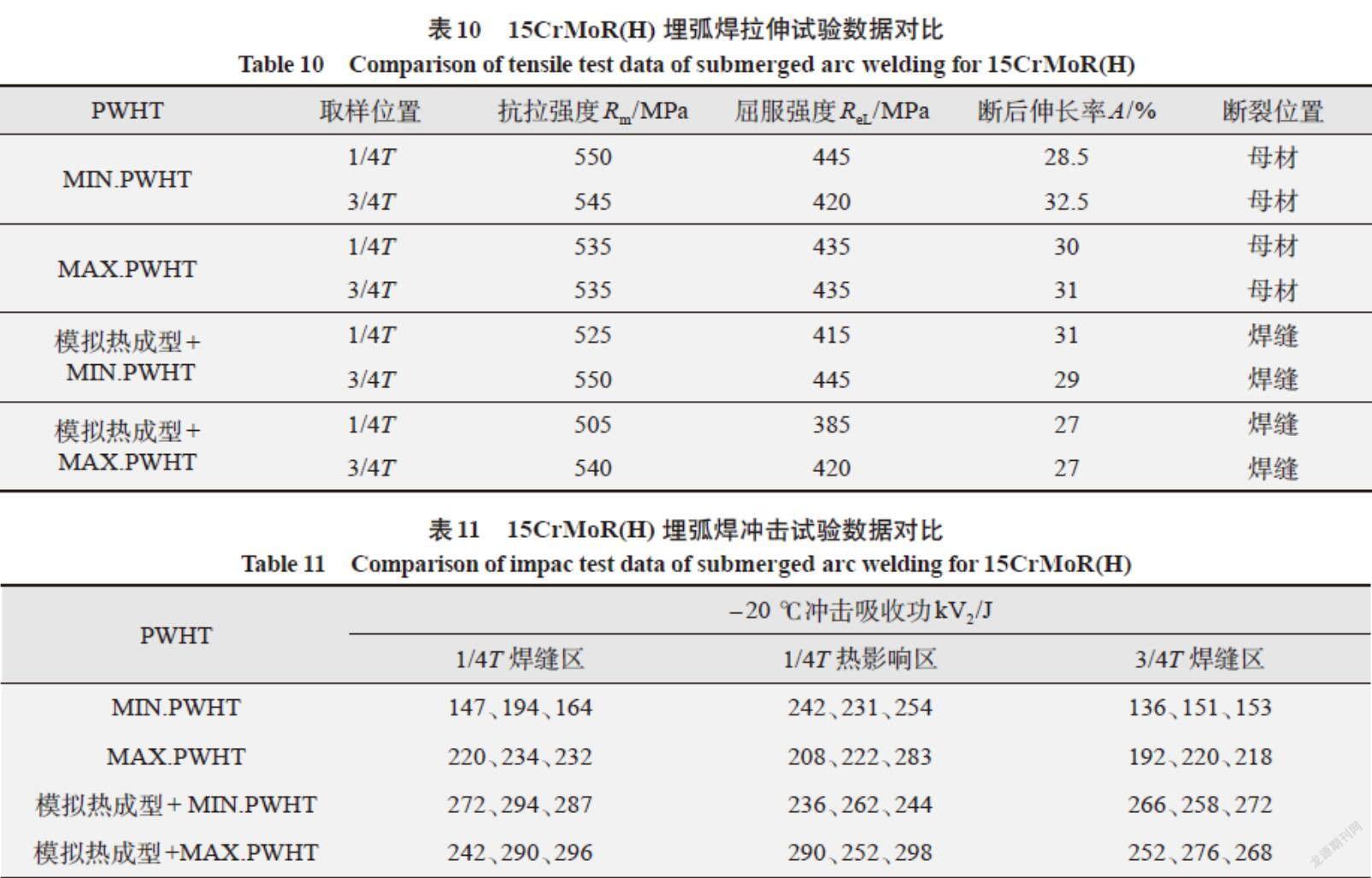
焊接接头试验主要为常温拉伸试验和-20℃冲击试验,拉伸试验及取样方法参考标准GB/T 228.1-2010,NB/T 47016-2011。在1/4板厚及3/4板厚处取拉伸试样,取样样式为紧凑型板接头带肩板形拉伸试样;冲击试验及取样方法参考标准GB/T 229-2007,NB/T 47016-2011,在试件上表面1/4板厚处取样,进行热影响区和焊缝区冲击试验,在试件上表面3/4板厚处取样,进行焊缝区冲击试验。试验后的实测数据如表8~表11所示。
由表8~表11可知,经多种热处理后,焊接接头各位置拉伸试验及冲击试验数据优异,特别是经模拟热成型后,力学性能仍然保持着优良水准,为热压封头不置换焊肉提供了有力的技术数据支撑。经热处理与模拟热成型之后,强度有略微下降,符合一般认知规律。模拟热成型后焊条电弧焊焊缝上层强度与下层强度一致,无明显区别,埋弧焊下层强度明显高于上层。经4种热处理后,-20℃时的冲击韧性均表现优异,远高于标准下限值。
5 焊缝金属微观组织
5.1 焊条电弧焊微观组织
焊条电弧焊4种热处理后的焊缝组织均以铁素体为主,有少量贝氏体和珠光体,如图3~图6所示。20 h热处理与4 h热处理相比晶粒更加均匀,其冲击值也更高,焊缝组织与试验数据相吻合。通过100倍模拟热成型后的焊缝组织(左图)可以看出,晶粒均匀度明显提高;500倍金相(右图)可以看出,碳化物分布更加均匀,因此模拟热成型后的焊缝冲击吸收功显著提高。
5.2 埋弧焊微观组织
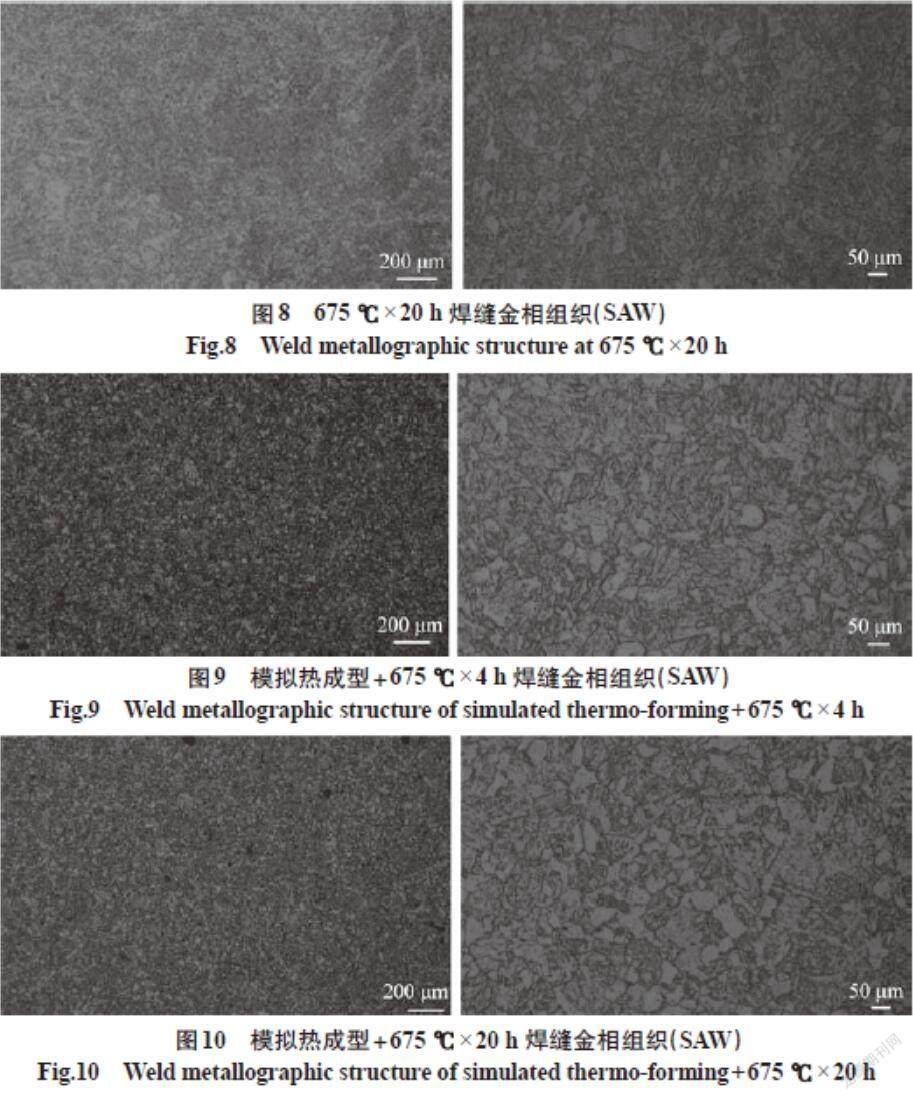
埋弧焊热处理后的焊缝组织均以铁素体为主,如图7~图10所示。20 h热处理与4 h热处理相比晶粒均匀度明显提高,其冲击值也显著提高,焊缝组织与试验数据相吻合。模拟热成型后的焊缝组织晶粒尺寸虽有增大,但是均匀度明显提高,碳化物分布也更加均匀,因此模拟热成型后的焊缝冲击吸收功显著提高。
6 结论
研制的15CrMoR(H)钢配套焊材R307L(焊条电弧焊)、H08Cr Mo(H)/JWF201(H)(埋弧焊)熔敷金属化学成分和力学性能完全满足相关国家标准和技术协议的要求,其熔敷金属杂质元素含量极低,抗回火脆化指数达到了X系数≤8×10-6、J系数≤100的优异水平。焊接接头分别进行了4种不同工艺的热处理后,力学性能良好,特别是经过模拟热压封头的模拟热成型+MIN.PWHT和模拟热成型+MAX.PWHT处理后,拉伸试验和冲击试验数据保持了优良水平,为热压封头不置换焊肉提供了有力的技术数据支撑。金威焊材研制的15CrMoR(H)用抗氢钢焊材性能优异,现长期供货威海石岛重工,用于铬钼钢焦炭塔等众多项目,应用反馈良好,可大量替代进口产品,积极推动焊材国产化进程。
参考文献:
[1]邓想.抗磨耐热钢组织及性能的研究[D]. 河南:郑州大学,2005.
[2]唐立娜. 15CrMoR钢板的焊接工艺研究[J].中国化工装备,2016(4):39-41,20.
[3]苏志敏. 容器用钢15CrMoR热轧及热处理工艺研究[D].东北大学,2008.
[4]刘丹,陈广兴,徐琛,许晓嫦. 热处理工艺对15CrMoR鋼带状组织和冲击性能的影响[J].金属热处理,2020 (10):130-134.
[5]中国机械工程学会焊接学会. 焊接手册[M]. 北京:机械工业出版社,2001:75.
[6]徐伟.冷轧低碳钢回火组织对疲劳断裂的影响机制[D].河北:燕山大学,2010.
