Tri-Arc与Tandem双丝电弧焊焊接工艺特性的对比
2021-10-27陈和,唐君才,魏占静,李少农,吴彬彬,耿正
陈和,唐君才,魏占静,李少农,吴彬彬,耿正



摘要:通过焊接工艺试验,对比Tri-Arc双丝焊与Tandem双丝焊的焊接工艺特性。结果表明:Tri-Arc双丝焊不但可以达到与Tandem双丝焊相同的焊接效率,而且在相同的焊丝熔敷率(送丝速度)和焊接速度条件下,Tri-Arc双丝焊的焊接热输入低于Tandem双丝焊,结果显示焊缝熔合比和焊接变形量更低。因此,Tri-Arc双丝电弧焊不仅可以在高效焊接应用场合替代Tandem双丝电弧焊,达到相同甚至更高的焊丝熔敷率,而且具有比Tandem双丝焊更优越的焊接性能和更广泛的适用范围。
关键词:Tri-Arc双丝电弧焊;Tandem双丝电弧焊;熔敷率;热输入
中图分类号:TG444 文献标志码:A 文章编号:1001-2003(2021)10-0102-05
DOI:10.7512/j.issn.1001-2303.2021.10.17
0 前言
提高焊丝熔敷率是提高焊接效率的主要技术手段之一。在提高焊丝熔敷率方面,Tandem双丝电弧焊较单丝电弧有着明显的技术优势[1-4],而且较双丝以上的多丝电弧焊有着更高的灵活性,尤其是结构紧凑的Tandem双丝焊枪能够与焊接机器人配套使用。Tandem双丝电弧焊在降低焊接热输入方面有一定的作用,但是多数时候仍不能满足热输入敏感材料及低焊接变形的焊接要求。Tri-Arc双丝电弧焊是近年来出现的一种新型低焊接热输入的高效电弧焊方法[5-10]。Tri-Arc双丝电弧焊与Tandem双丝电弧焊在焊接工艺方面有很多共同之处,如焊丝高熔敷率、高速焊接性能等。但是Tri-Arc双丝电弧焊的主要特点是低焊接热输入,作为同等的高效电弧焊接方法,有必要对两者在焊接工艺性能及应用领域方面进行系统比较,从而为高效电弧焊接方法的选择提供有益的参考。
1 试验设备与试验条件
试验设备为德国CLOOS公司Tandem双丝焊设备GLC 603 QUINTO,深圳市瑞凌实业股份有限公司Tri-Arc雙丝焊设备Tri-Arc 1200,焊接设备和焊枪分别如图1、图2所示。焊接机器人采用FANUC M-20iA 10L。
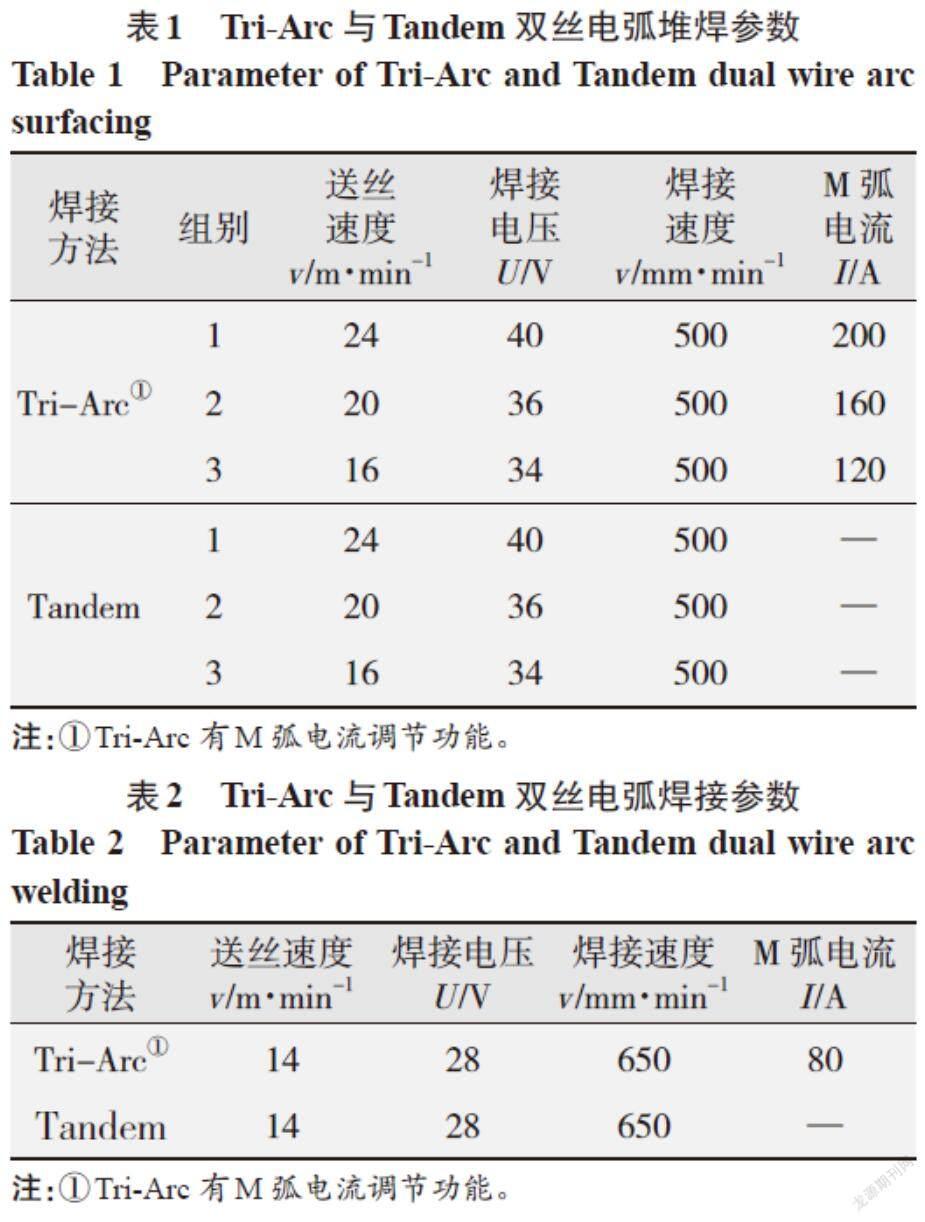
焊接材料为φ1.2 mm ER50-6焊丝,试板材质为Q235,保护气体φ(Ar)80%+φ(CO2)20%。堆焊试验板材尺寸400 mm×80 mm×12 mm,堆焊试验参数如表1所示。对接试验板材尺寸300 mm×80 mm×
4 mm,对接试验参数如表2所示。
2 试验结果
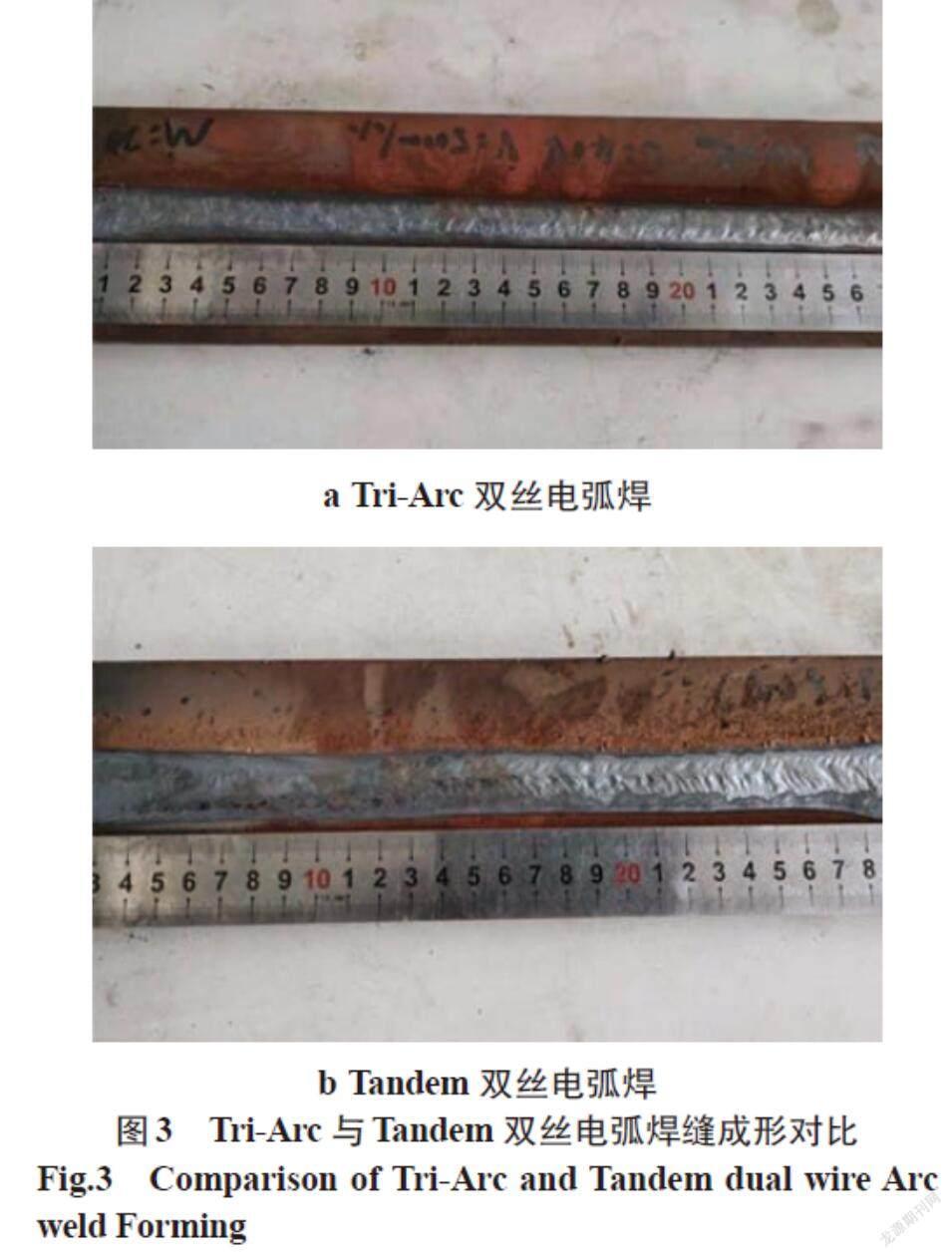
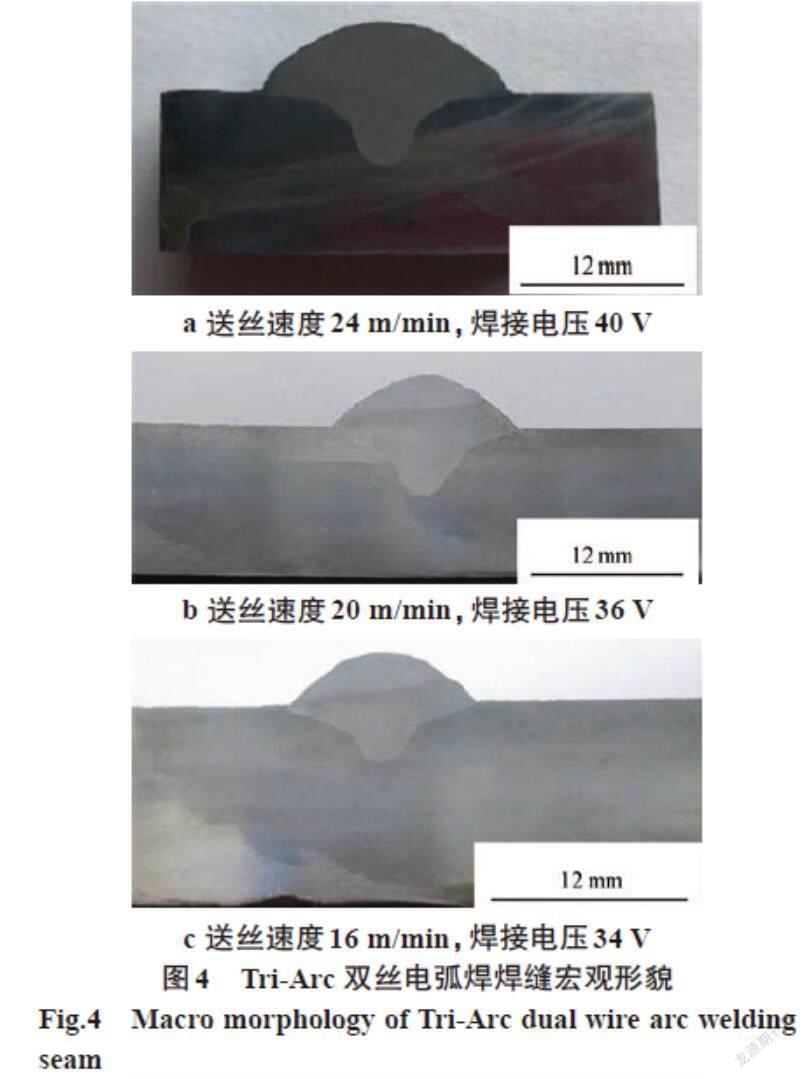
采用表1中的焊接参数进行堆焊试验。图3为24 m/min送丝速度下Tri-Arc与Tandem双丝电弧堆焊成形,可以看出,采用Tri-Arc和Tandem双丝电弧进行高速堆焊都能获得良好的焊缝成形。由表1的焊接参数对比可见,Tri-Arc与Tandem双丝电弧具有相同的送丝速度,即具有相同的焊丝熔敷率,但是Tri-Arc双丝焊多了M弧电流,该参数的作用是在相同的焊丝熔敷率条件下具有更低的焊接热输入。Tri-Arc与Tandem双丝电弧在不同焊接电压下的堆焊宏观形貌如图4、图5所示,由图4可知,采用Tri-Arc双丝电弧堆焊焊缝其熔入母材部分的形状都呈指尖形状,面积小而窄;由图5可知,Tandem堆焊焊缝熔入母材部分的形状大多呈饱满圆滑过渡,面积相比Tri-Arc明显增大。
采用表2的焊接参数进行对接试验。Tri-Arc与Tandem双丝电弧焊工件焊后变形情况如图6所示,焊接变形数据如表3所示。由图6可知,采用Tri-Arc双丝电弧焊焊后工件在长度方向和宽度方向的变形明显小于Tandem双丝电弧焊。由表3可知,在相同的焊丝熔敷率条件下,Tri-Arc双丝电弧焊相对于Tandem双丝电弧焊工件焊后在长宽方向的变形量分别降低了36.4%和40%,说明Tri-Arc相比于Tandem双丝电弧焊具有更低的焊接热输入。
3 试验结果分析
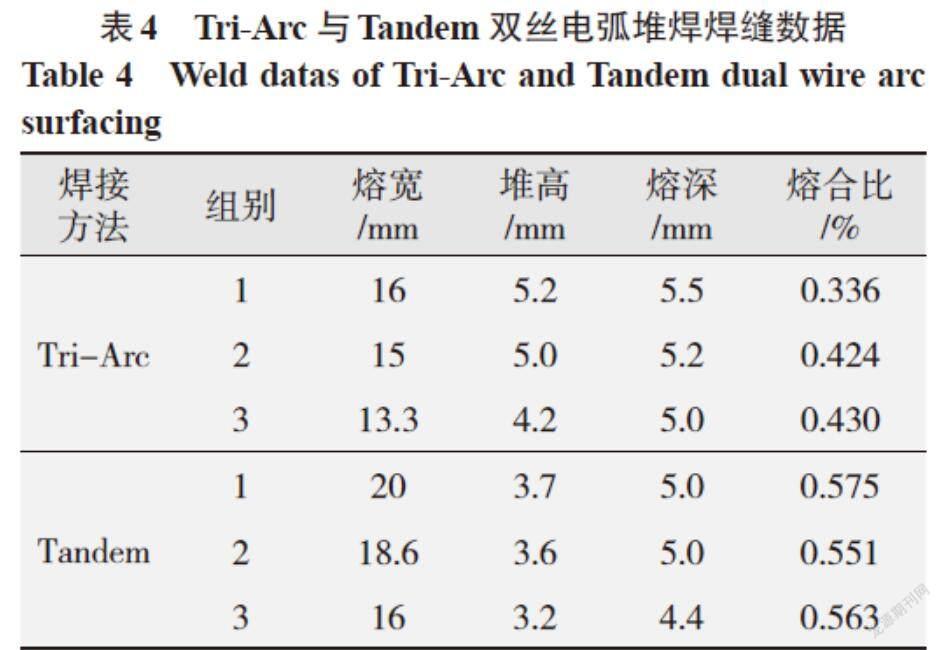
采用像素法对堆焊焊缝的熔合比进行计算。不同焊接参数下Tri-Arc与Tandem双丝电弧堆焊的焊缝数据如表4所示。由表4可知,采用Tandem双丝电弧堆焊,当送丝速度为24 m/min时熔合比为0.575,当送丝速度为20 m/min时熔合比为0.551,当送丝速度为16 m/min时熔合比为0.563;采用Tri-Arc双丝电弧堆焊,当送丝速度为24 m/min时熔合比为0.336,当送丝速度为20 m/min时熔合比为0.424,当送丝速度为16 m/min时熔合比为0.430,在相同焊丝熔敷率条件下Tri-Arc相对于Tandem电弧堆焊熔合比分别降低了41.6%,23%和23.6%。通过数据对比可以得出,在相同的焊丝熔敷率条件下,Tri-Arc相比于Tandem双丝电弧堆焊具有更低的焊接热输入。
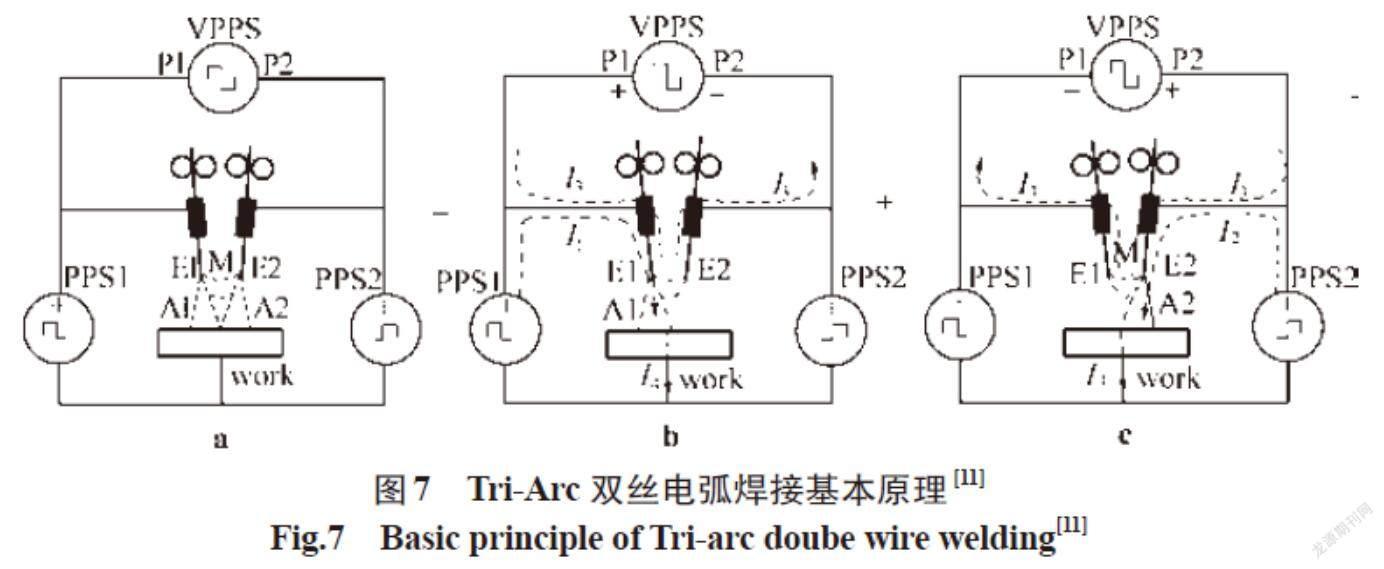
Tri-Arc双丝焊采用首创的“ 动态双丝三弧焊接方法 ”,其基本原理如图7所示,VPPS为可变极性电源,PPS1和PPS2为2台直流脉冲电源,通过控制上述3台电源的极性和脉冲关系,可以在焊丝E1与工件之间建立第一电弧A1,在焊丝E2与工件之间建立第二电弧A2,在焊丝E1和E2之间建立第三电弧M,第三电弧M称为调制电弧,Tri-Arc双丝电弧焊的新特性主要由M电弧的作用决定[11]。M 弧对焊接过程具有调控作用,对流经母材的电流进行分流,可使流经焊接工件的电流远低于流经焊丝的电流,从根本上解决提高焊丝熔敷效率与降低工件热输入之间的矛盾。在堆焊中,电流是影响焊接热输入的主要参数,因此减小流入母材的电流,就能降低对母材的热输入。
4 应用前景及实施案例
Tri-Arc双丝电弧是一种新型的高效焊接技术,它在通过双丝实现与Tandem双丝相同甚至更高熔敷率的同时,利用建立在两根焊丝之间的第三电弧M的分流作用,降低实际流入工件的电流,即降低工件的有效热输入。采用Tri-Arc双丝电弧技术在材料表面改性方面具有极大的优势,可以实现高熔敷率和低熔合比,该技术在电弧增材制造方面具有广阔的应用前景。该焊机目前在比亚迪(西安)云轨钢结构的横联部件自动焊接产线中得到应用,该项目的工件如图8所示,焊接部位为翼板和腹板的4条角焊缝,客户要求生产节拍高的同时要求工件焊后变形小,采用Tri-Arc双丝电弧具有与Tandem相同的高效率且焊接热输入低,可以满足较小的焊接变形。
5 结论
(1)Tri-Arc双丝电弧焊具有与Tandem双丝电弧焊一样的高速焊接性能,相同的焊丝熔敷率。
(2)在相同的焊接工艺参数下,Tri-Arc相比于Tandem双丝电弧焊热输入更低,Tri-Arc双丝电弧焊熔合比相对于Tandem双丝电弧焊分别降低了41.6%、23%和23.6%。
(3)在相同的焊丝熔敷率条件下,Tri-Arc相对于Tandem双丝电弧焊工件在长宽方向的变形量分别降低了36.4%和40%。
参考文献:
[1]李星林,黄石生,吴开源,等.双丝脉冲MIG/MAG焊的现状和发展方向[J]. 电焊机,2007,37(10):11-13.
[2]吉俊文. Tandem 双丝焊接电源的系统设计与调试[D]. 北京:北京工业大学,2008.
[3]魏占静. Tandem高速、高效MIG/MAG双丝焊技术[J]. 机械工人,2002(12):32-33.
[4]Ken Michie,Stephen Blackman. Twin-Wire GMAW:Process Characteristics and Applications[J]. Welding Journal,1999(15):31-34.
[5]Zhang Y M,Jiang M,Lu W. Double Electrodes GMAW Improve Heat Input control[J]. Welding Journal,2004,83(11):39-41.
[6]武传松,张明贤,李克海,等. DE-GMAW高速电弧焊工艺机理的研究[J].金属学报,2007,43(6):663-667.
[7]Richard M. Hutchison,Joseph K. Fink. MIG-MIG Welding Process. US 20100059485 A1[P]. 2010-03-11.
[8]耿正.双丝动态三电弧焊接方法:CN 102069265 B [P]. 2012-08-22.
[9]耿正.多态双丝电弧焊接装置及焊接方法:CN 103341681 B[P]. 2015-05-06.
[10]耿正,李少农,魏占静,等. Tri-Arc与Tandem双丝电弧焊的工作原理对比分析[J]. 精密成形工程,2020,12(4):107-111.
[11]耿正,魏占静,韩雪飞,等. 高熔敷率低热输入的Tri-Arc双丝电弧焊接方法[J].金屬加工(热加工),2014(22):36-42.
