基于逆向建模的铝合金薄壁件电弧增材再修复成形研究
2021-10-27焦坤,赵磊,杜行,董小媛,赵文忠
焦坤,赵磊,杜行,董小媛,赵文忠





摘要:基于结构光三维扫描尺寸采集技术、Geomagic软件数据处理与逆向重构技术、AMSlicerPro软件模型剖分切片与路径规划技术等,对铝合金ZL114A薄壁件的待修复区域进行逆向建模,通过焊丝ER4043电弧增材再修复试验完成薄壁样件的修复,利用无损探伤、显微硬度计、电子万能试验机及扫描电子显微镜等分析测试手段,对电弧增材再修复样件熔敷区域的性能与组织进行表征。结果表明:成形样件表面无开口缺陷,内部组织致密、无肉眼可见缺陷;修复区域顶部的显微硬度略高于底部,中间区域显微硬度稳定;平行于熔敷方向的试样力学性能均优于垂直于熔敷方向的试样,成形样件力学性能呈现一定的各向异性;修复区域组织Al-Si共晶呈细小条状分布于α固溶体中,并从底部指向顶部延伸,顶部Al-Si共晶分布更加弥散,对α基体的切割效应小,使得其性能比底部更优。
关键词:铝合金;电弧增材;修复;逆向建模
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2003(2021)10-0061-05
DOI:10.7512/j.issn.1001-2303.2021.10.11
0 前言
金属增材制造修复可做到零部件的立即修复、立即使用等优点,在军工和民用市场具有广阔的应用前景。目前金属增材制造修复技术面向工程化应用的一个突出问题在于缺乏适应现场复杂环境以及快速响应的能力,主要节省从型材制造到修复成型这段传统加工周期,优势更多的体现在修复再制造成本低于重新生产的零件上。
铝合金以其低质高强、强耐蚀等优点,被广泛应用于航空航天、机载电子、船舶等领域[1]。铝合金零部件呈现出轻量、薄壁、异形等复杂结构性的发展趋势[2],其加工制造需满足快速响应、灵活修正及降本增效等要求[3-4]。电弧增材及修复制造技术是以电弧为热源,以氩气等惰性气体作保护,通过填充焊丝逐层沉积堆敷,从而达到近净成形,可完成金属复杂结构件经济快速成形或修复[5-8]。电弧增材及修复技术应用到铝合金薄壁结构件上,可实现传统方法无法加工的复杂设计,大幅提升原材料利用率,缩短零部件制造或再修复的周期[9-12]。
文中采用可现场采集外形尺寸的便携式可移动金属增材修复设备,在铝合金ZL114A薄壁样件上进行基于逆向建模的电弧增材再修复试验,通过ABB六轴机器臂与CMT焊机实现高效率、稳定的电弧增材与修复成形,研究成形件熔敷区域的力学性能与显微组织等,以期为铝合金电弧增材再修复在工程中的应用提供工艺参考与理论支撑。
1 试验材料与方法
待修复样件材料为ZL114A T6态,采用焊丝ER4043,直径φ1.2 mm,化学成分如表1所示。
待修复样件与目标体结构如图1所示。针对目标体结构分析,需在薄壁件中间位置增材成形一个220 mm×110 mm×4 mm的薄壁筋条。
采用Y.Cougar SMT型X射线检测仪和渗透检测对成形样件进行无损探伤分析;采用HVS-1000Z显微硬度计测量成形样件不同区域的显微硬度值,采用RGM4100电子万能试验机对成形样件进行力学性能分析;采用JCM-7000扫描电子显微镜对成形样件进行显微组织分析。
2 逆向建模
样件增材再修复逆向建模包括尺寸采集、数据处理、逆向重构与增材分形4个步骤,具体的建模条件如表2所示。
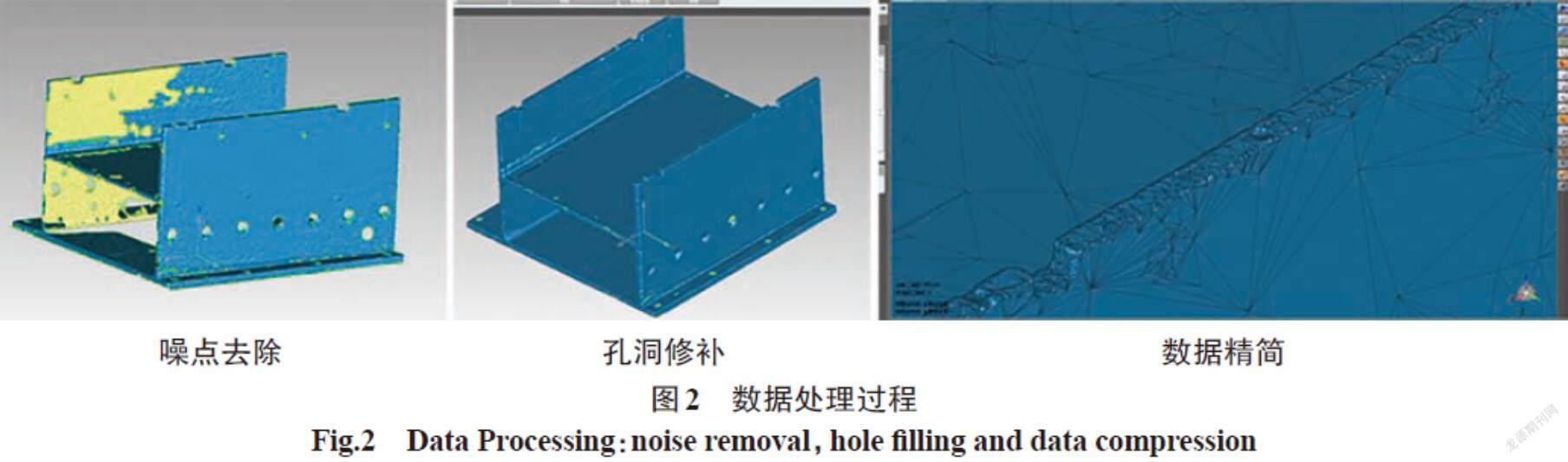
基于结构光三维扫描技术对待修复样件进行原始尺寸点云数据采集。由于采集的是样件表面点云数据,需进行多次多视角扫描,能够协助系统进行坐标变换完成自动拼接。数据处理是逆向工程的一项重要技术环节,处理质量直接影响到后续曲面重建过程,其主要内容包括噪点去除、孔洞修补及数据精简等,如图2所示。
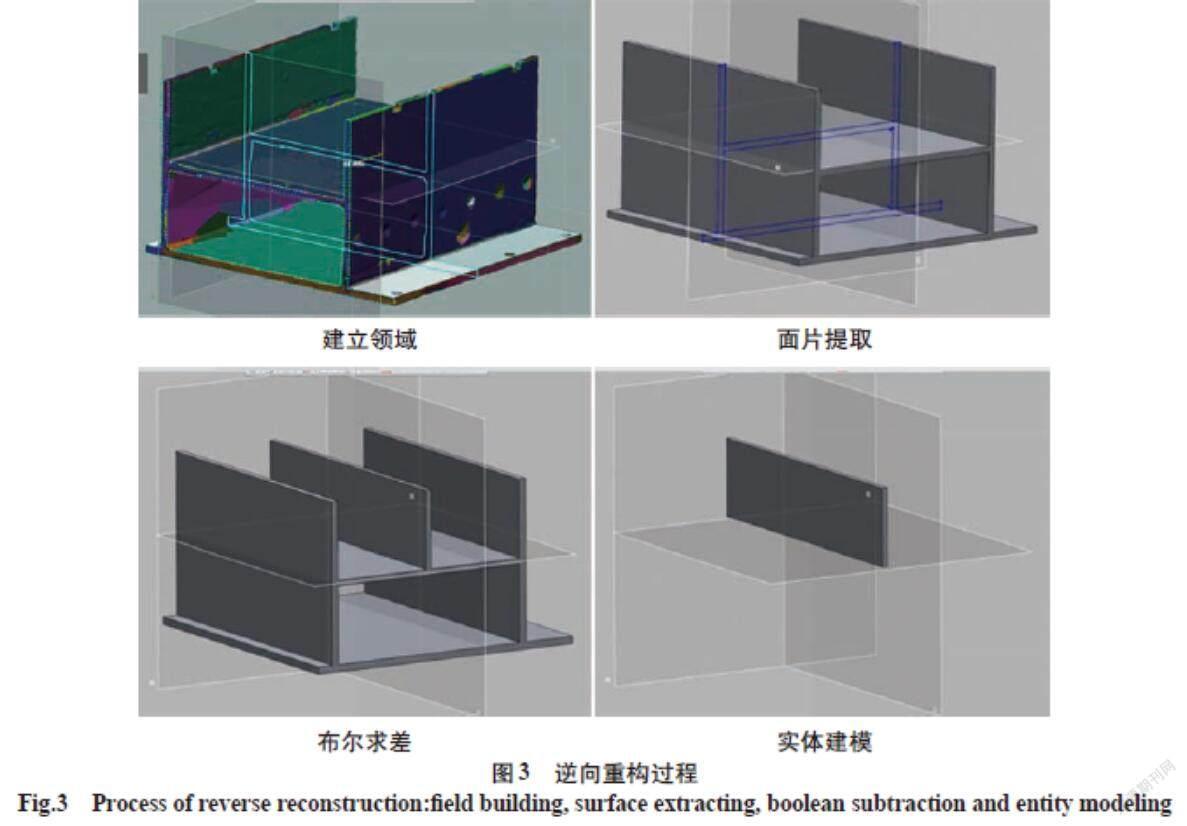
逆向重构原理基于NURBS曲线曲面构造法。逆向重构过程包括对数据处理的点云数据集合建立领域、提取STL模型的拟合面片精度,以及布尔求差运算出待修复模型,如图3所示。
将逆向重构的STL格式实体模型导入软件AMSlicerPro进行电弧增材的模型剖分切片、路径规划及后处理等操作。增加工具坐标系、工件坐标系、运动速度、焊接参数及层间等待时间等参数信息,将运动轨迹转换为机器人可识别的RAPID程序,加载至ABB机械臂控制器中即可进行增材再修复试验。
3 电弧增材再修复试验
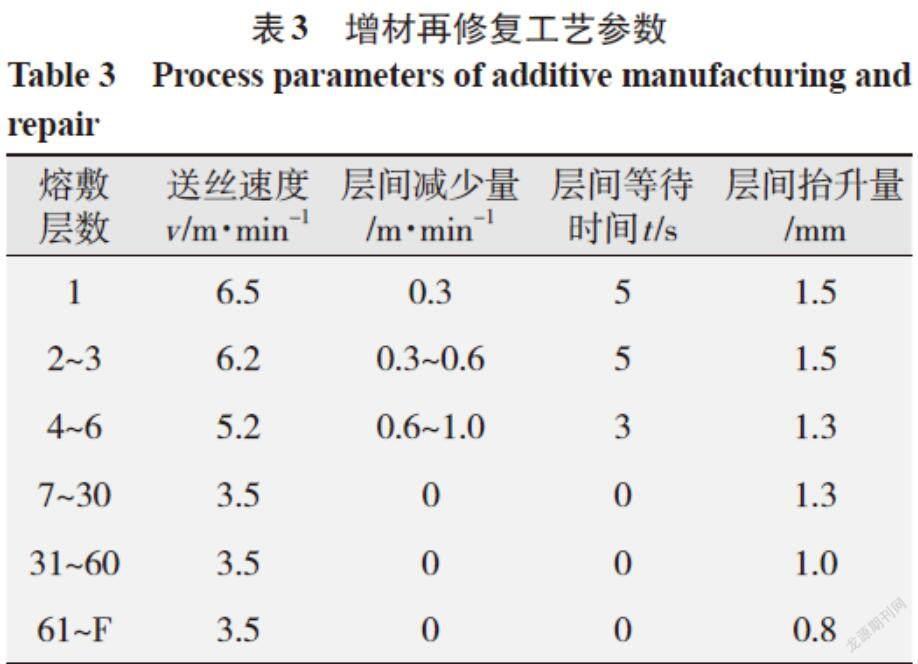
铝合金电弧增材再修复过程是一个复杂的动态非均匀熔化-凝固过程[13-14]。由于电弧热输入较高,已沉积成形部分将反复受到后续沉积时电弧热源的热作用,使得成形过程中的热积累显著,不同工艺参数将直接影响成形样件的组织、性能及尺寸精度等。CMT焊机使用一元化参数设置,在增材再修复过程中,送丝速度作为主要的控制变量[15-16]。此外,由于电弧的热输入、散热效率以及熔敷精度差等因素影响,须根据经验调整送丝速度、层间等待时间以及熔覆层高度补偿量等变量来保证增材再修复成形。样件电弧增材再修复工艺参数设置如表3所示。
4 結果与分析
4.1 无损探伤
对修复样件进行X射线探伤与渗透探伤分析。修复样件熔敷区域内部组织致密,无肉眼可见的气孔、缩孔、疏松等缺陷(黑点为噪点),如图4a所示;样件表面无开口性缺陷,如图4b所示。在表3的工艺参数控制下,电弧增材再修复过程中熔敷层与熔敷层间能够很好地熔合形成致密组织,但层与层之间存在明显的分层痕迹,造成外观表面粗糙度差,还需进一步的精加工来保证尺寸精度。成形薄壁的两端存在明显的熔敷堆积过量,端部高于中心部位,这是由于熔敷层每次起弧与熄弧时热输入差异导致熔敷量累积造成的。
4.2 力学性能
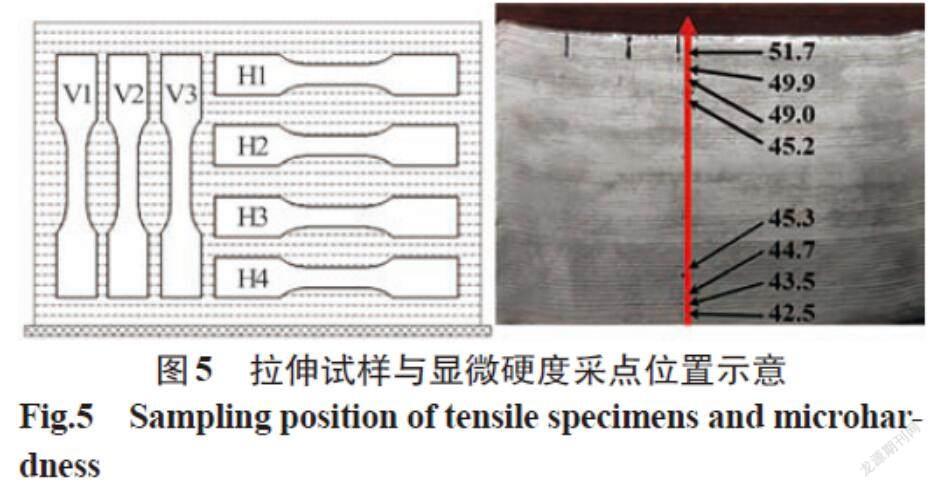
依据GB/T 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》中标准试样的规定设计力学拉伸试样尺寸。如图5所示,从成形样件修复区域分别取垂直于焊缝方向的纵向试样3组(V1、V2、V3),平行于焊缝方向的横向试样4组(H1、H2、H3、H4)。沿垂直于焊缝方向剖切,从熔敷层底部至顶部依次测量8个区域的显微硬度平均值,加载载荷F=1.962 N,加载时间15 s。
7组试样的力学性能如表4所示,对比试样V1、V2、V3的力学性能可知,三者性能较为接近,说明成形样件修复区域在平行于熔敷方向的力学性能较为稳定,靠近端部的力学性能未发生显著变化。对比试样H1、H2、H3、H4的力学性能可知,修复区域靠近顶部高位的力学性能优于靠近母体的部位,试样H1的抗拉强度比H4高8.9%,延伸率及端面收缩率也更高;显微硬度也是顶部高于底部区域,这是由于底部区域经历多次的电弧往复加热,相当于进行了较长时间的退火,因此其力学性能略低于顶部。整体来看,电弧增材再修复成形样件力学性能呈现一定的各向异性,平行于熔敷方向H系列试样的抗拉强度、延伸率及断面收缩率均优于垂直于熔敷方向的V系列试样。
4.3 显微组织
成形样件修复区域顶部与底部的SEM背散射线成像照片如图6所示。铝合金4043为Al-Si二元合金,内部组织通常为α固溶体+Al-Si共晶组织,如图6a所示。由于铝硅合金很软,图中深黑色点为金刚石抛光剂残留颗粒。
电弧增材再修复成形后修复区域铝合金4043内部较为致密,未观察到微裂纹或者气孔等显著冶金缺陷,Al-Si共晶呈细小条状分布于α固溶体中,未发现粗大片状或块状共晶组织。对比顶部与底部成像情况发现,修复区域铝合金4043内部Al-Si共晶呈现一定的方向性,大多数共晶沿着增材方向,即从底部指向顶部延伸;靠近顶部的部位内部Al-Si共晶分布相对于底部更加弥散,共晶间的黏连更少,对α基体的切割效应小,受力时发生应力集中的概率更小,力学性能更加优良。
5 结论
对ZL114A薄壁铝合金件进行修复区域的逆向建模,增材再修复试验摸索,并对成形样件修复区域进行力学性能、化学成分以及显微组织等分析,得出结论如下:
(1)通过对待修复模型进行尺寸采集、数据处理、逆向重构与增材分形等四个步骤,即可实现增材再修复的逆向建模。
(2)成形样件经X射线探伤与渗透探伤,内部组织致密且表面无开口性缺陷。力学性能结果也表明,成形样件修复区域靠近顶部的部位较靠近母体的部位的性能更优,平行于熔敷方向的试样力学性能均优于垂直于熔敷方向试样,电弧增材再修复成形样件力学性能呈现一定的各向异性。
(3)熔敷区域组织Al-Si共晶呈细小条状分布于α固溶体中,Al-Si共晶呈现一定的方向性,即从底部指向顶部延伸;顶部Al-Si共晶分布相更弥散,共晶间的黏连更少,对α基体的切割效应小,使其性能优于底部。
参考文献:
[1]WANG F D,Williams S,Rush M. Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6A14V alloy[J]. International Journal of Manufacture Technology,2011(57):597-603.
[2]刘一搏,靳鹏,王建峰,等. 4043铝合金电弧增材冷约束组织特征研究[J].航空制造技术,2019,62(1/2):58-63.
[3]苗秋玉,刘妙然,赵凯,等. 铝合金增材制造技术研究进展[J].激光与光电子学进展,2018(1):1-9.
[4]张海鸥,王超,胡帮友,等.金属零件直接快速制造技术及发展趋势[J].航空制造技术,2010(8):43-46.
[5]DING J,Colegrove P,Mehnen J,et al. Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layer parts[J]. Computational Materials Science,2011,50(12):3315-3322.
[6]王世杰,王海东,罗峰.基于电弧的金属增材制造技术研究现状[J].金属加工(热加工),2018(1):20-22.
[7]Martina F. Investigation of methods to manipulate geometry, microstructure and mechanical properties in titanium large scale wire+arc additive manufacturing [D]. Cranfield:Cranfield University,2016.
[8]从宝强,苏勇,齐铂金,等.铝合金电弧填丝增材制造技术研究[J].航天制造技术,2016(3):29-37.
[9]李文刚,谢凝. 航空铝合金薄壁零件上3D打印技术的应用研究[J].科技创新与应用,2019(31):159-160.
[10]李明祥,张涛,于飞,等. 金属电弧熔丝增材制造及其复合制造技术研究进展[J].航空制造技术,2019,62(17):14-21.
[11]李权,王福德,王国庆,等.航空航天轻质金属材料电弧熔丝增材制造技术[J].航空制造技术,2018,61(3):74-82.
[12]王庭庭,张云彬,谢岳.丝材电弧增材制造技术研究现状及展望[J].电焊机,2017,47(8):60-65.
[13]熊俊,薛永刚,陈辉,等. 电弧增材制造成形控制技术的研究现状与展望[J].电焊机,2015,45(9):45-50.
[14]周祥曼,張海鸥,王桂兰,等. 电弧增材成形中熔积层表面形貌对电弧形态影响的仿真[J].物理学报,2016,65(3):1-12.
[15]Talalaev R,Veinthal R,Laansoo A,et al. Cold metal transfer (CMT) welding of thin sheet metal products[J]. Estonian Journal ofEngineering,2012,18(3):243-249.
[16]张博文,张来启.交流冷金属过渡(Advanced CMT)技术的研究进展及其在增材制造中的应用[J].新型工业化,2017,7(11):82-88.
