焊接机器人在核反应堆压力容器顶盖焊接中的应用及分析
2021-10-27孔永红,高俊根,吴义党,李志杰,肖鹏
孔永红,高俊根,吴义党,李志杰,肖鹏


摘要:针对核反应堆压力容器顶盖焊缝的焊接进行了实例分析,设计了顶盖焊缝焊接机器人系统,完成了使用焊接机器人J型坡口自动焊焊接工艺评定、焊工考试和焊接工艺规程。结合RPV顶盖焊缝的特点,分析焊接机器人焊接关键技术及难点,重点围绕焊接机器人的焊接轨迹、焊接定位、焊接变形等关键技术难点以及产品焊接过程中的质量控制,提出解决措施,为焊接机器人在核反应堆压力容器顶盖J型焊缝焊接中的应用提供了理论依据和实践指导。
关键词:焊接机器人;J型坡口;RPV顶盖焊缝
中图分类号:TG409 文献标志码:B 文章编号:1001-2003(2021)10-0056-05
DOI:10.7512/j.issn.1001-2303.2021.10.10
0 前言
焊接是机械设备制造中的一个重要工艺,其工作强度大、对操作人员的技能水平要求高且存在潜在职业危害[1]。而焊接机器人具有提高焊接质量、改善劳动环境、提高工作效率、焊接一致性好等优点,其应用日益广泛[2-3]。近年来随着科技和工业的发展,焊接机器人在制造业的应用已成为发展的必然趋势,据相关数据统计,我国工业机器人销量由2012年的不到2.5万台增长到2019年的18万台,2020年更是超过20万台,其中焊接機器人占据整个工业机器人总量的40%以上[4],但焊接机器人在核电设备制造业的应用目前还处于研究阶段。文中选取核反应堆压力容器(RPV)顶盖焊缝焊接作为研究对象,对焊接机器人在该焊缝焊接中的应用进行分析,为焊接机器人在核电设备制造过程中的普及应用提供实践参考。
1 RPV顶盖焊缝概述
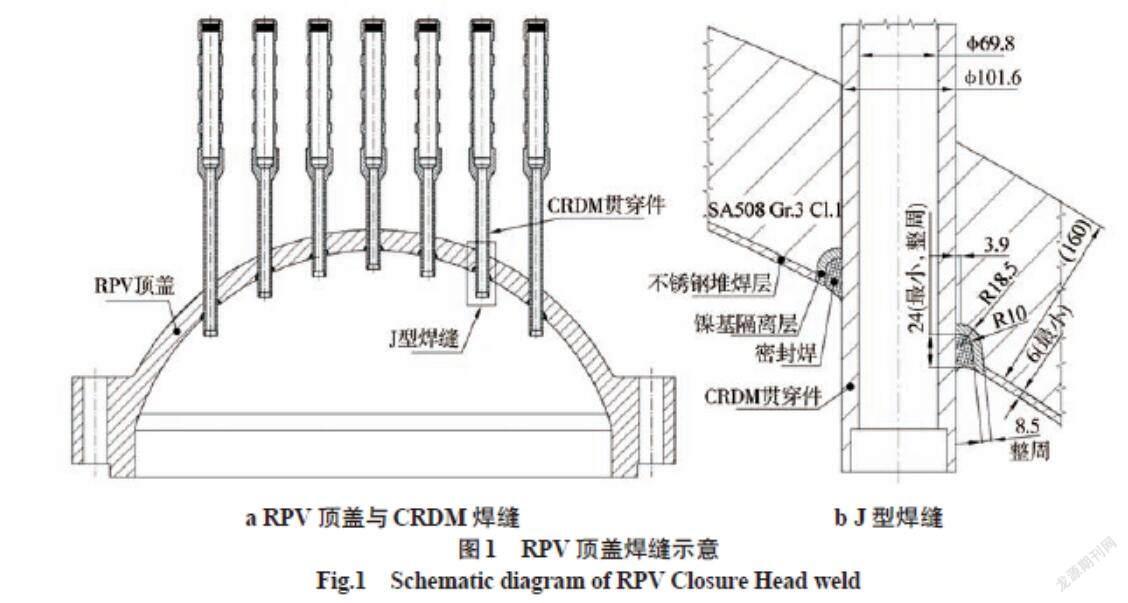
核反应堆压力容器是核电站的核心设备,它是装有由核燃料元件等组成的放射性活性区,裂变反应就在活性区内进行,并使高温、高压的冷却剂保持在一个密封的壳体内,因此其连接焊缝的质量关系到整个核电厂的运行安全,其中RPV顶盖焊缝就是设备制造过程中关键焊缝[5]。RPV顶盖焊缝是核反应堆压力容器顶盖与控制棒驱动机构(CRDM)贯穿件的承压密封焊缝,焊缝位置及结构如图1所示,该焊缝为J型焊缝,其坡口狭窄、空间曲面复杂、对焊接变形要求苛刻[6],加之为镍基材料焊接,焊接难度大,很容易出现焊接缺陷。同时,该焊缝还具有以下特点:①处于反应堆一回路中的关键位置;②焊缝空间位置复杂,焊缝坡口不对称,易产生缩颈和弯曲变形;③冶金过程复杂并常常伴随很高的残余应力。因此,该焊接过程是反应堆压力容器制造的难点之一。
受焊接技术能力所限,上述J型焊缝均采用手工焊方式,其焊接质量不稳定、焊接效率低下。国内外RPV制造商与焊接设备制造商均尝试过采用自动焊方式焊接J型焊缝,以解决J型焊缝的自动化焊接问题。
2 焊接机器人关键技术
2.1 焊接机器人系统
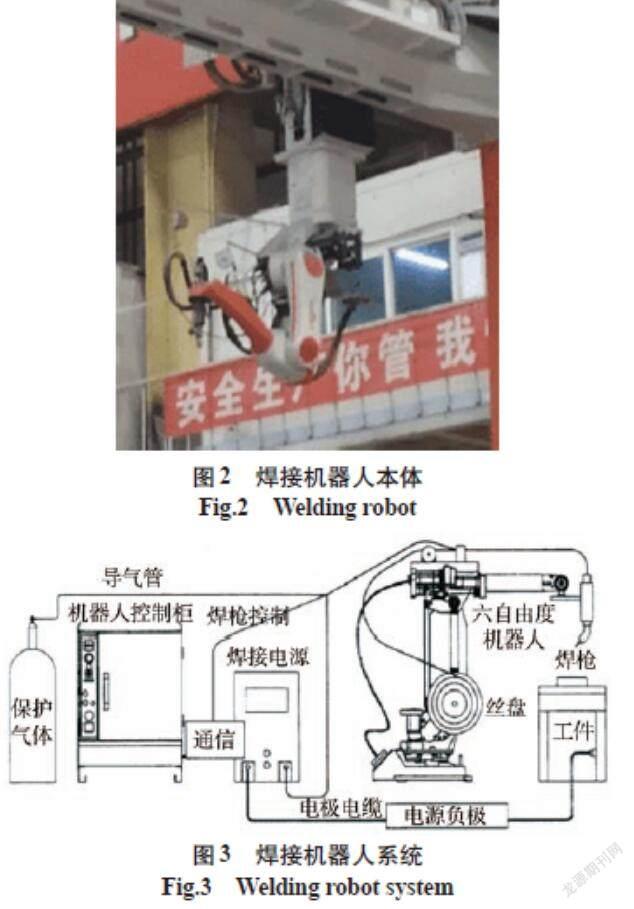
采用法国 POLYSOUDE 的 J 型坡口焊接机器人系统,配置6轴机器人本体,如图2所示。机器人具有自动平衡能力,装配于悬臂梁式操作机上,通过第六轴独特的回转式设计使该机器人适用于狭窄空间内环型焊缝的焊接,在第六轴上装载不同的焊枪可实现不同功能的焊接应用。该焊接机器人系统主要包括机器人本体、焊接电源、机器人控制柜、特制的GTAW焊枪、数据采集系统和摄像监控系统等,如图3所示。机器人路径测量系统由数字式控制完成,控制系统能实时检测各个环节,当误操作或程序出现异常时,能及时终止程序。焊接设备用焊接电源与机器人控制进行数据交换,其带有的气体流量检测装置会在保护气体和气体压力出现异常时,促使系统报警并终止焊接工作。
2.2 焊接机器人焊接工艺
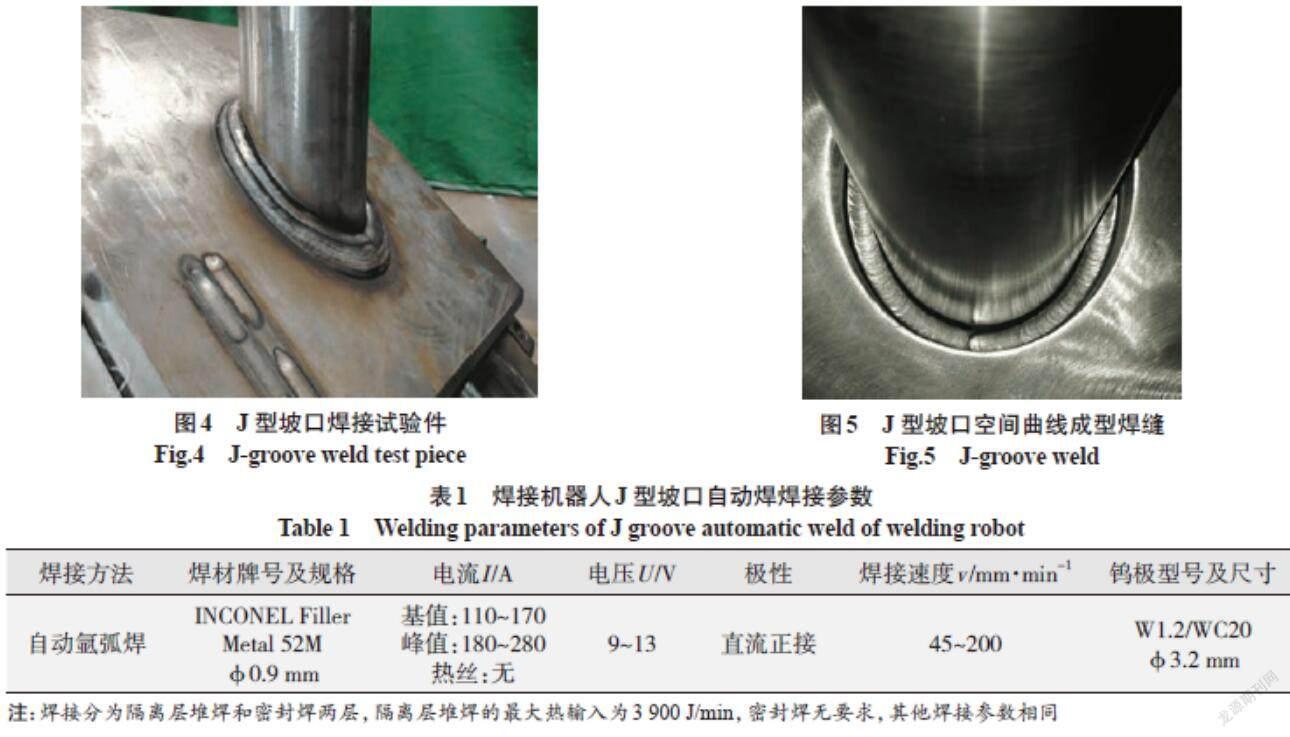
为了确保机器人焊接工艺在RPV顶盖产品焊接中的成功应用,焊接工艺评定试验母材和填充金属与产品一致,通过对13种J型坡口的单个试验件和1∶1 封头模拟件进行焊接试验,试验件和模拟件分别如图4、图5所示。
通过不断的工艺调整、编程优化,最终完成了焊接机器人J型坡口自动焊焊接工艺评定、焊工考试及焊接工艺规程,焊接工艺参数如表1所示。
2.3 焊接机器人产品焊接
RPV顶盖焊缝为J型焊缝,为承压压力边界,其包括镍基隔离层堆焊和密封焊,这两道焊缝的焊接主要过程类似,焊接机器人在RPV顶盖焊缝的焊接过程如下:
(1)根据焊接机器人的空间可覆盖范围将RPV顶盖放置于专用的支承辅具上,并进行定位。
(2)将特制的镍基隔离层堆焊焊枪装配在焊接机器人第六轴上,将焊接坡口的外形尺寸参数和相对位置参数预置到控制系统中,通过对坡口进行空间精确定位后,生成焊接轨迹控制程序,并对焊接机器人的焊接轨迹进行验证。
(3)在焊接轨迹被合理验证后,启动焊接编程程序,开始焊接。焊接机器人控制焊枪起弧位置为坡口的6点位置,随后逆时针方向向上焊接至12点位置。焊接结束后焊枪熄弧上抬并自动行走至6点位置,然后顺时针方向向上焊接至12点位置,自动完成第一道焊缝,如图6所示。程序设定保证收弧搭接,实现焊道平整。如此反复,直至完成整个坡口的堆焊。
(4)当RPV顶盖镍基隔离层堆焊焊接结束,更换特制的密封焊焊枪。焊接机器人控制焊枪的起弧位置和焊接顺序与镍基隔离层堆焊焊接顺序相同,即采用半周上坡焊的方式进行填充焊接,如图7所示。
3 焊接机器人应用技术难点及分析
RPV产品顶盖焊缝由于坡口狭小,空间曲面异常复杂,使用焊接机器人进行自动焊接难度大,其影响因素包括焊接次序、焊接位置的实时变化,需要不同的焊枪轨迹、焊接电流、焊接电压、频率、收弧时间、焊接速度、钨极距边量等,其操作过程中任何细节参数的变化均可能造成焊缝缺陷的产生,尤其是焊接机器人焊接轨迹编程、密封焊焊接变形控制、焊枪的定位及焊接过程中质量控制等参数的影响。
3.1 焊接轨迹
RPV顶盖焊缝属于多层多道焊的焊接工艺,焊接轨迹是复杂的空间曲线,每一道焊缝的焊枪姿态和焊接角度都不相同,即使在同一焊道中,焊枪姿态和焊接角度也有很大变化,因此焊接机器人机头需要进行多维度位置适时变化,如图8所示。
在产品焊接过程中,随着CRDM贯穿件到RPV顶盖中心位置的改变,J 型坡口角度和形状发生改变,焊接轨迹也存在差异。因此为保证焊接轨迹的准确度,需要对每种不同尺寸的J型坡口焊接进行单独编程。以某项目RPV顶盖焊缝为例,通过建立数学模型,根据坡口形状、角度分类等差异,将顶盖焊缝分为13组,各自单独编程。
3.2 焊接变形控制
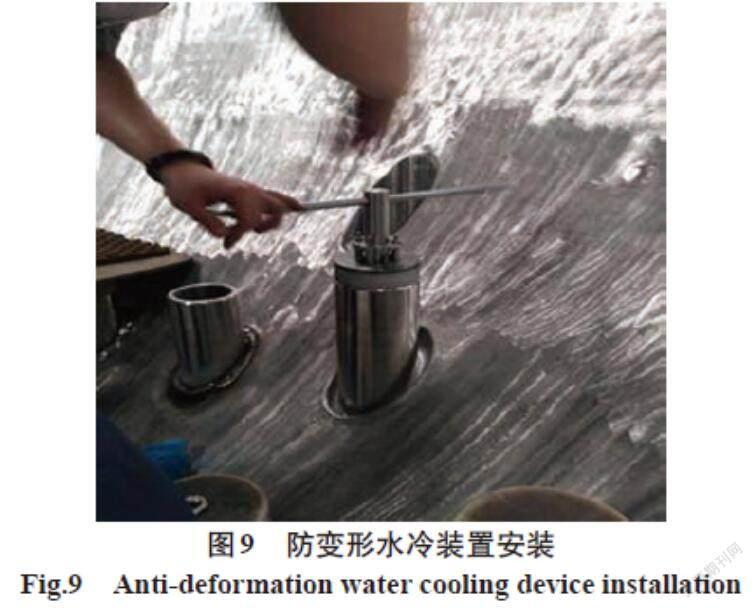
由于J型焊缝密封焊坡口是一个非轴线对称、力矩不平衡的坡口,在进行密封焊过程中,焊接应力会对CRDM贯穿件产生偏心的力矩,造成CRDM贯穿件的焊接变形。为了保证密封焊焊接完毕后CRDM贯穿件的变形满足产品图纸的要求,有必要增加防变形装置。在实际的产品焊接中,专门设计并制造CRDM贯穿件防变形—水冷一体式装置,如图9所示,通过该装置同时实现CRDM贯穿件的焊接防变形作用和水冷作用,可有效性控制CRDM贯穿件的焊接变形。
3.3 焊接定位及干涉
RPV顶盖J型坡口形状复杂,对焊接坡口准确定位比较困难。为实现焊接机器人对焊接坡口的精准定位,在焊接机头设置激光定位仪,用于识别 J 型坡口上、下、左、右四个位置,计算出坡口中心,再通过模拟行走,进行程序设定、调整和焊接。而在焊接較大角度坡口处时,焊机机头导电嘴容易对工件的坡口边缘产生干涉,需要通过及时调整参数方可施焊。
3.4 焊接质量控制
(1) 坡口的装配精度误差。
RPV顶盖焊缝坡口的装配如存在误差,会影响焊接机器人根据编程对坡口的精准识别,从而影响焊接质量。因此焊接的坡口装配,需要进行严格的质量控制和焊接的检查。
(2)焊接过程加热。
RPV顶盖产品焊接需要在热态下进行(121 ℃~
200 ℃),常规的加热方式为工件倒置,采用专用工装从工件的下方加热,但RPV顶盖因有8个堆侧接管,结构上限制了电加热装置的覆盖范围,尤其是靠近封头边缘的J型坡口存在加热不到位的风险,这就需要采取局部火焰加热的方式辅助加热,并在产品焊接过程中做好温度的监控。
(3)焊接过程工件变形。
RPV顶盖为多坡口,需要频繁变换焊接坡口,每次重新对待焊坡口位置进行定位时,在顶盖组件焊接过程中,因焊接过程中的温度较高,工件整体出现热变形,导致J 型坡口与工件中心的相对位置产生变化,最大的位置变化可达 2~3 mm,因此焊接过程中需要重新调整焊接参数,重新使用激光定位寻找坡口位置。
(4)焊接过程观察。
由于RPV顶盖结构限制及自动焊机机头体积较大,且焊接过程是加热焊接,因此人员不便在熔池附近观察,在封头边缘观察距离较远,不便于熔池观察、调整、控制。为实现远程观察焊缝外观质量,及时避免焊接缺陷,在焊接机头设置高清摄像头,焊接过程可全程在显示屏中观察,对于紧急情况可随时暂停焊接。
(5)焊接环境。
镍基焊接对环境清洁要求严苛,外来异物的带入会使焊接产生气孔、夹渣等缺陷。因此焊接机器人需要做好对焊接环境清洁度的控制,在RPV顶盖产品焊接过程中,可将焊接工位进行专门的隔离防护或在单独的清洁车间进行焊接。
4 焊接应用及效果
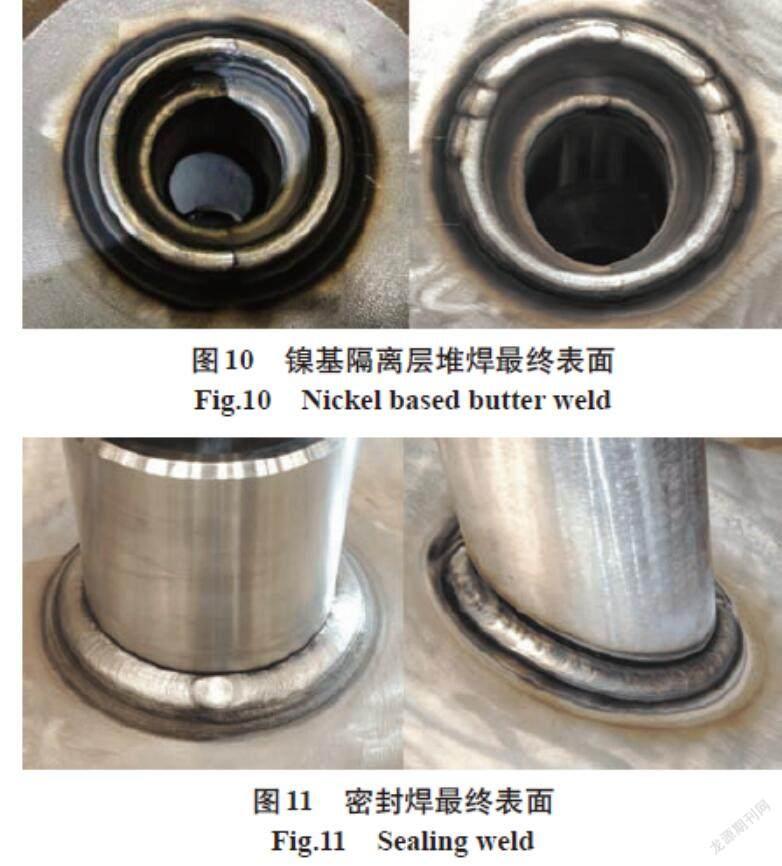
通过焊接技术分析和采取的技术预防控制措施,焊接机器人目前已经成功应用于核电RPV顶盖J型坡口焊接中。实践结果显示,使用焊接机器人后,焊接效率及质量较手工焊有了显著提高,焊后焊缝渗透探伤(PT)显示不合格率从超过80%降低至10%以下,焊接外观成型良好,焊接过程无飞溅,显著减少了打磨和返修工作量,从而保证了焊缝尺寸,有利于后续的加工。某项目RPV顶盖产品最终焊缝的外观质量如图10、图11所示。
5 结论
在核电设备制造过程中引入焊接机器人,对于提高产品质量和生产效率有明显的帮助,尤其是针对结构复杂、焊接工作量大的RPV顶盖J型坡口焊缝,可显著提高工作效率。
(1)通过对比13种 J 型坡口的单个试验件、1∶1封头模拟件的焊接试验,完成了焊接机器人 J 型坡口自动焊焊接工艺评定、焊工考试及焊接工艺规程,掌握了焊接机器人 J 型坡口自动焊焊接参数,对同类焊缝焊接工艺的制定具有借鉴意义。
(2)对于焊接机器人而言,RPV顶盖焊缝的焊接轨迹是复杂的空间曲线,通过焊接工艺的实施,对比发现焊接每一道焊缝时焊枪的姿态与角度都不相同,因此焊接机器人机头需要进行多维度位置适时调整。应根据坡口形状、角度等差异,对顶盖焊缝进行分组,单独编程,实现J型焊缝焊接轨迹离线编程。
(3)由于J型焊缝密封焊坡口是非轴线对称、力矩不平衡的坡口,防止变形至关重要。专门设计并制造了CRDM贯穿件防变形—水冷一体式装置,可有效防止变形。
(4)RPV顶盖J型坡口形状复杂,通过焊接机头设置激光定位仪,精准定位焊接坡口,掌握了焊接坡口定位及避免发生干涉的控制方法。
(5)焊接机器人在RPV项盖焊缝焊接中,掌握焊接过程的风险及预防措施,为焊接机器人在RPV顶盖J型焊缝焊接中的应用提供了参考和借鉴。
参考文献:
[1]郭勇.焊接机器人系统的应用[J].电焊机,2006,36(3):37-39.
[2]谢小宝,林健力.焊接机器人应用现状与研究发展趋势[J].海峡科技与产业,2018(6):86-88.
[3]张克,刘禹,蒲科锦.焊接机器人在薄壁箱体焊接中的应用研究[J].新技术新工艺,2020(4):17-20.
[4]肖润泉,许燕玲,陈善本,等.焊接机器人关键技术及应用发展现状[J].金属加工:热加工,2020(10):24-31.
[5]黄逸峰,张俊宝,梅乐,等.核电反应堆压力容器顶盖J型接头内壁残余应力[J].焊接,2016(1):23-27.
[6]李汉宏.核电压力容器J型坡口自动焊接[J].电焊机,2010,40(2):84-87.
