加氢反应器用不锈钢带极堆焊焊剂的研制
2021-10-27李伟,边境,王学东,姜澎,王立志,崔晓东
李伟,边境,王学东,姜澎,王立志,崔晓东







摘要:研发的加氢反应器用不锈钢带极堆焊JWF304D、JWF205D焊剂具有优良的焊接工艺性能,适用于30~90 mm宽焊带施焊。可根据不同的制造工艺进行调整,适用于多种制造工艺堆焊。焊接时飞溅小(针对于电渣焊)、脱渣优良、焊道成形质量好。埋弧焊用焊剂JWF304D焊接参数调整范围大,不但适合于90 mm宽带大电流焊接,而且适合小电流薄层快速焊。电渣焊用焊剂JWF205D可实现快速堆焊,在电流、电压适宜的情况下,堆焊速度可达27 cm/min,提高了生产效率。两种焊剂均实现了一剂多带,可配合EQ309L、EQ308L、EQ347L等多种型号不锈钢焊带使用,所得堆焊层的化学成分及各项性能指标均符合相关标准规定及用户技术协议要求。
关键词:不锈钢带极电渣焊;不锈钢带极埋弧焊;烧结焊剂;焊剂渣系;氢剥离试验
中图分类号:TG421 文献标志码:A 文章编号:1001-2003(2021)10-0037-06
DOI:10.7512/j.issn.1001-2303.2021.10.07
0 前言
加氢反应器是现代炼油工业的重大关键设备,主要用于石油炼制或重质油的加氢裂化、加氢精制以及催化重整、脱硫、脱除重金属等工艺过程[1]。加氢处理工艺是改变油品性质、降低石油产品中的硫含量以及调整产品结构的重要手段。常见的加氢处理工艺是加氢脱硫或加氢裂化过程。加氢脱硫的基本目标是将原材料中的硫和氮分别转化为H2S和NH3。由于重质油的加氢、裂化和异构化反应是在高温(250 ℃~450 ℃)、高压(8.0~18.0 MPa)下发生的,所以相较于其他炼油装置,加氢装置有其特殊性和严重性。其中,氢脆、氢腐蚀和连多硫酸腐蚀等是加氢反应器在使用过程中的主要破坏因素,尤其是连多硫酸腐蚀严重影响加氢反应器的使用寿命。反应装置大多采用铬钼钢(2.25Cr-1Mo或2.25Cr-1Mo-0.25V)作为主体材料,在没有保护措施的情况下,筒壁内表面将迅速发生均匀的一般腐蚀,不但会减少反应器的使用寿命,而且腐蚀产物将污染石油制品,影响石油制品的质量。
目前,国际上对于上述各种腐蚀的应对措施是在加氢反应器主筒体内壁堆焊奥氏体不锈钢。研究表明,容器内壁采用奥氏体不锈钢堆焊层可有效防止H2S对铬钼钢的腐蚀。从耐蚀和制造角度考虑,接触介质的堆焊层材质最好选用含Nb的347型不锈钢[2],与母材接触的过渡层为了防止合金成分被稀释而使用合金成分含量较高的309型不锈钢。
1 焊剂的研制
1.1 渣系设计
具体配方设计应兼顾考虑焊接的工艺性能和内在性能。影响堆焊层金属弯曲、耐蚀及抗氢剥离性能的根本原因是:堆焊金属合金元素配比不当造成的铁素体含量过高或过低及堆焊层硫磷含量过高。在配方设计时应重点考虑上述因素,控制焊剂熔渣的碱度,保证堆焊金属中合金元素Cr、Ni、Nb等含量,抑制S、P等杂质元素的过渡,从而提高堆焊金属的综合性能。
1.1.1 不锈钢带极埋弧堆焊焊剂JWF304D
埋弧带极堆焊焊剂应具有合适的熔点,熔点太高,熔渣凝固太早,易造成压坑;熔点太低,焊道成型不好[3]。针对不锈钢焊带中合金元素含量高、易氧化烧损和热裂倾向大的特点,带极埋弧堆焊焊剂JWF304D选用氧化性小、碱度适宜的CaF2-MgO-CaO-SiO2焊剂渣系,通过调整多种复合氧化物原材料配比,优化焊剂的焊接工艺性能。加入适量的长石、云母、陶土等含有易电离稳弧元素原材料进行调整,通过大量对比试验得到焊剂配方中矿物成分的配比,并添加适量合金元素,从而确定JWF304D焊剂配方。
1.1.2 不銹钢带极电渣堆焊焊剂JWF205D
带极电渣堆焊是通过熔渣产生的电阻热来熔化焊带和母材,从而实现堆焊的过程,与带极埋弧堆焊相比,其特点为堆焊效率高,稀释率约为10%。电渣焊焊剂最重要的技术要求为:焊接开始时,可迅速由电弧过程转变为电渣过程,且在焊接过程中保持稳定的电渣过程,焊后脱渣容易,焊缝成形好。基于上述需求,最终确定采用CaF2-Al2O3-CaO-SiO2氟碱型渣系,加入适量冰晶石、硅灰石等复合氧化物进行调整,优化焊剂的焊接工艺性能。通过大量对比试验,确定焊剂配方中矿物成分的配比,形成JWF205D焊剂配方。
1.2 渣系中各组分及其作用
CaF2属于碱性氟化物,熔点相对较低,是强稀释剂,可提高渣的流动性,使焊缝中的气体易于逸出,并具有脱硫、脱氢等作用。CaF2还可提高熔渣的碱度,从而提高焊缝金属的冲击韧性[4]。CaF2在高温作用下能与SiO2反应生成SiF4气体,而SiF4气体能排除电弧区的氢气,防止氢溶解于金属中,减少气孔产生。
MgO和Al2O3主要作为造渣剂加入。高熔点的MgO和Al2O3会提高渣壳的粘性,降低渣的流动性,并限制熔渣的流动,影响焊缝成形。碱性氧化物可提高熔渣碱度,从而提高焊缝金属的冲击韧性。
CaO、SiO2主要起平衡焊剂酸碱度及造渣的作用。碱性氧化物CaO可提高焊接熔渣的碱度,改善堆焊层熔敷金属的冲击韧性。SiO2属于酸性氧化物,会降低熔渣的碱度,具有调整熔渣流动性、细化熔滴和改善焊缝成形的作用。
1.3 焊剂配方的确定
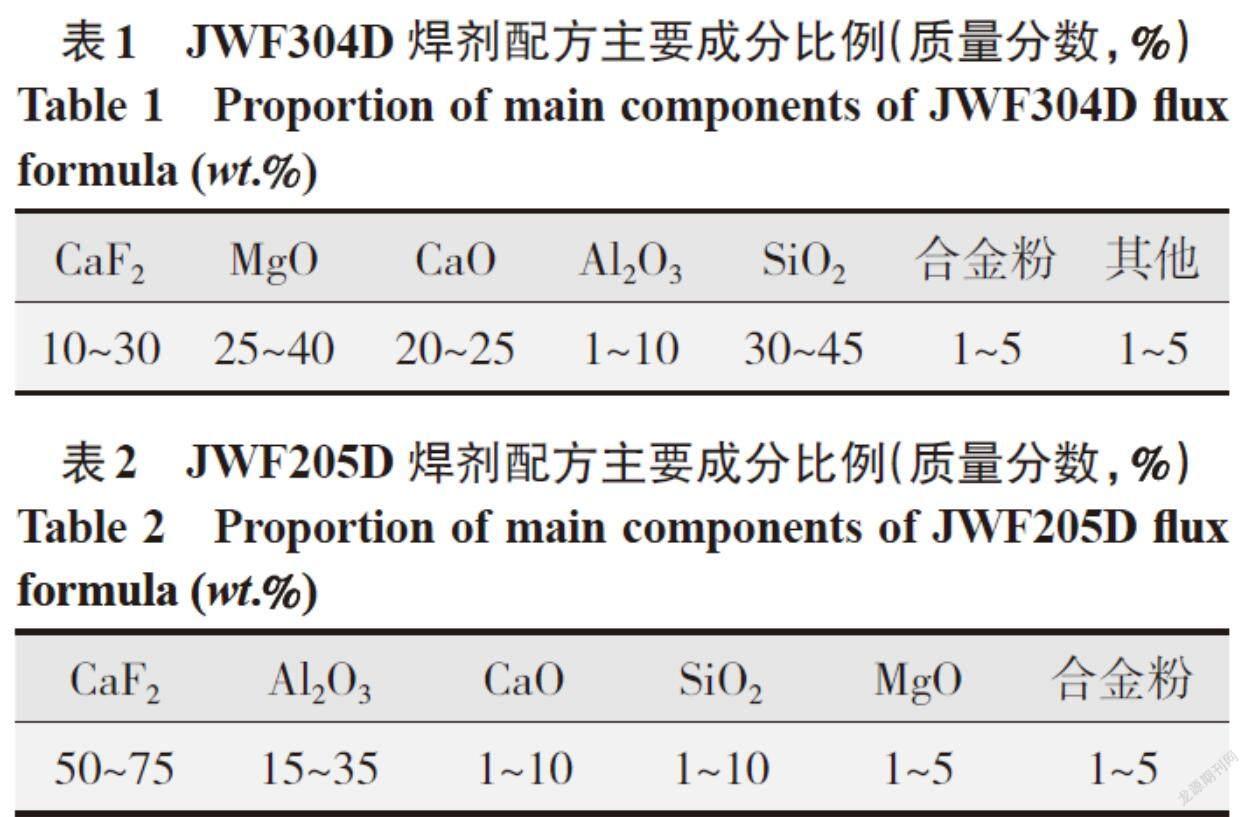
经系统对比试验确定了各组分的添加范围及合金元素加入量,形成了不锈钢带极埋弧焊焊剂JWF304D的配方,如表1所示;不锈钢带极电渣焊焊剂JWF205D的配方,如表2所示。
2 焊剂的焊接参数及工艺性能
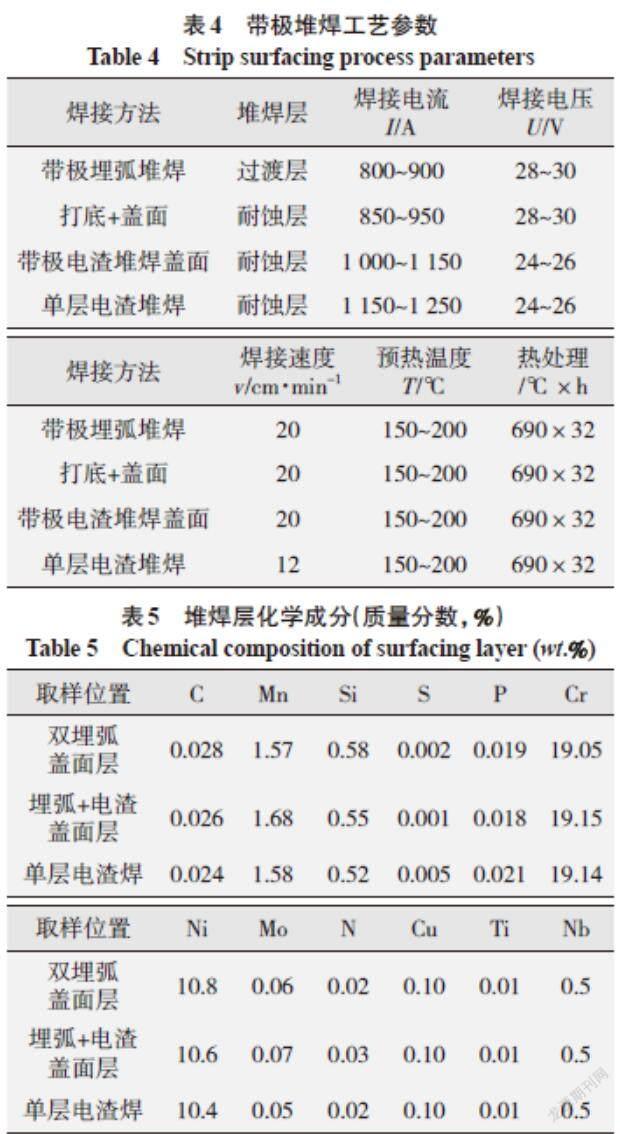
研制的用于不锈钢堆焊的JWF304D、JWF205D焊剂具有优良的焊接工艺性能,适用于30~90 mm宽焊带施焊。可根据不同的制造工艺进行调整,适用于多种制造工艺堆焊,焊接时飞溅小(针对电渣焊)、脱渣优良、焊道成型质量好。埋弧焊用焊剂JWF304D焊接参数调整范围大,不但适合于90 mm宽带大电流焊接,也适合小电流薄层快速焊。电渣焊用焊剂JWF205D可实现快速堆焊,在合适的电流、电压下,堆焊速度可达27 cm/min,提高了生产效率。此外,单层电渣堆焊可配合EQ309LNb焊带,单层堆焊层厚度可达5.0 mm以上,堆焊层成分符合NB/T 47018中FZ347-D的要求。两种焊剂均实现了一剂多带,可配合EQ309L、EQ308L、EQ347L等多种型号不锈钢焊带使用。根据制造厂加氢反应器内壁堆焊的焊接工艺要求,采用双埋弧、埋弧打底+电渣盖面及单层电渣堆焊的焊接方法分别制备试样并进行相关试验,焊剂和焊带使用组合如表3所示,堆焊焊道成型如图1所示,焊接工艺参数如表4所示。
3 典型堆焊层组织及性能分析
堆焊用母材为12Cr2.25Mo1R耐热钢钢板。分别对耐蚀层表面以下3 mm内进行取样,然后进行化学分析,化学成分如表5所示。
3.1 铁素体含量
对于加氢反应器堆焊而言,堆焊层成分设计主要是将耐蚀层的铁素体含量严格控制在3%~8%[5]。堆焊层中铁素体含量过少,易出现热裂纹,适量的铁素体可增大晶界数量,打乱结晶方向,防止热裂纹的产生;同时铁素体还起到抑制奥氏体晶粒长大的作用。但在设备高温运行时,堆焊层的铁素体易析出脆性的σ相,过多的铁素体会引起堆焊层脆化,影响设备的安全运行[6]。由表5的化学成分,根据Delong图、WRC-1992图以及采用磁针法测试得出的铁素体含量如表6所示。由表6可知,所得堆焊盖面层的铁素体含量均在3%~8%范围内,符合设计要求。
3.2 堆焊层显微组织和力学性能
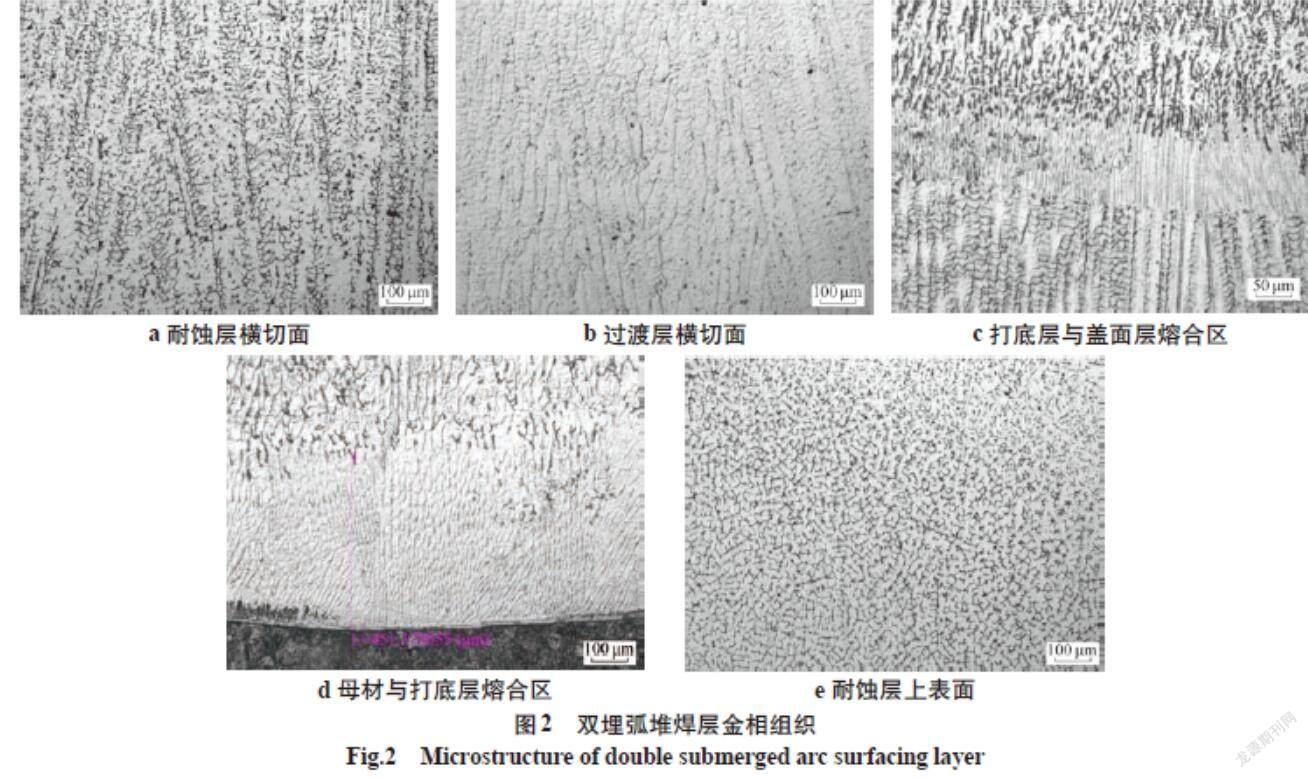
双埋弧堆焊层金相组织如图2所示。由图2可知,双埋弧堆焊盖面层由大量γ相柱状晶和δ相枝状晶组织组成,打底层与盖面层熔合区的组织均匀而致密(见图2c);打底层与母材熔合良好(见图2d)。
埋弧打底+电渣盖面堆焊层在焊态条件下的金相组织如图3所示,可以看出,埋弧打底+电渣盖面堆焊层金相组织与双埋弧堆焊层金相组织一致。
综合比较发现,双埋弧和埋弧打底+电渣盖面制备的堆焊层在焊态条件下的微观组织较为接近,其盖面层均由大量γ相柱状晶和δ相枝状晶组织组成。奥氏体焊缝中δ相具有以下作用:①可以打乱单一γ相柱状晶的方向性,不致形成连续贫Cr层;②δ相富Cr,有良好的供Cr条件,可减少γ晶粒形成贫Cr层。由此减小了晶间碳化物沉淀的可能性,提高了不锈钢焊缝抗晶间腐蚀的能力。同时,奥氏体不锈钢焊缝中少量δ相铁素体的存在会降低焊缝金属的裂纹敏感性,同时提高焊缝的强度。
将三种堆焊方法获得的试件经690 ℃×32 h热处理后进行纵向和横向侧弯试验,均未见弯曲裂纹。
3.3 堆焊层的物相分析试验
对焊态下的双埋弧堆焊层与单层电渣焊堆焊层进行物相分析试验,采用布鲁克D8 ADVANCE X射线衍射仪,Co靶,管电流40 mA、管电压35 kV,积分时间 0.4 s,Lynxeye XE探测器。试验结果表明,三种不同的堆焊方法对堆焊层表面金属的物相组成没有影响。
3.4 堆焊层晶间腐蚀试验
对热处理(690 ℃×32 h)后的堆焊层试样进行加工,并按照GB/T4334方法E的评定标准进行晶间腐蚀试验,在加有铜屑的硫酸—硫酸铜溶液中经16 h连续煮沸后,弯曲180°检查。测试结果表明,双埋弧、埋弧打底+电渣盖面和单层电渣焊的堆焊层均无晶间腐蚀倾向。
3.5 堆焊层金属的均匀电化学腐蚀试验
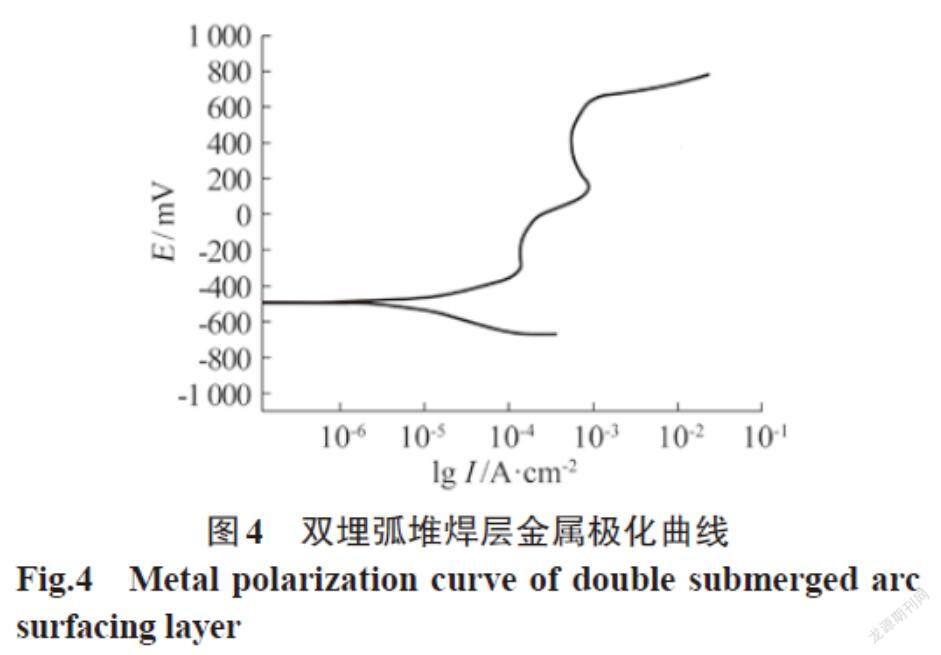
按照国标 GB/T17899,试样表面用环氧树脂涂覆非测试面,露出测试面积1 cm2。试验腐蚀介质采用3.5%NaCl溶液,酸性溶液中参比电极采用甘汞电极,辅助电极用石墨电极。工作电极有效面积1 cm2,扫描范围为-1.2~1.2 V,扫描速度2.00 mV/s,试验结果如图4所示。
双埋弧堆焊层金属腐蚀电压为-0.496 V,腐蚀电流密度为0.016 14 A/cm2,腐蚀速率0.188 8 mm/a。
由图4可知,堆焊层金属存在着两个钝化区间,在
-300 mV 左右腐蚀电流密度减小并维持,到 0 mV 时电流密度增大,在 100 mV 时又出现减小,直到650 mV 时又出现突然增大,堆焊层金属有很高的击穿电位为 650 mV。堆焊层金属的阳极极化曲线出现反复钝化区间,说明开始时钝化膜遭到破环,但很快又有新的钝化膜生成,使表面达到钝化状态。且堆焊层金属的腐蚀电位较高,在电化学腐蚀过程中表现出较好的耐蚀性能。
3.6 堆焊层的硬度试验
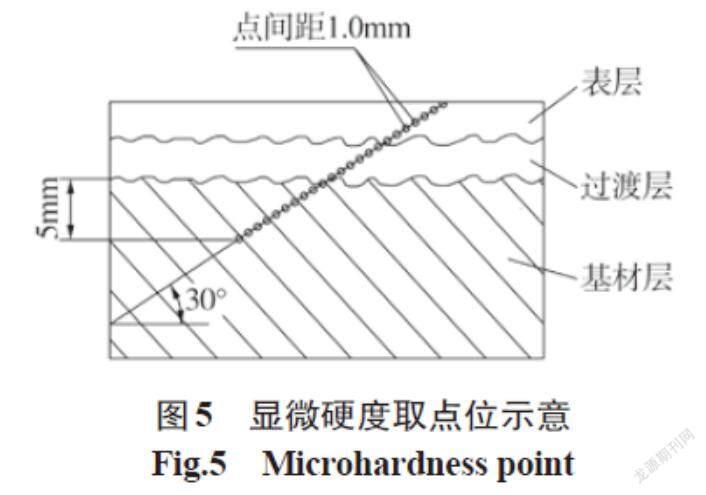
取热处理(690 ℃×32 h)后的双埋弧、埋弧+电渣、单层电渣堆焊层的母材、热影响区、过渡层、耐蚀层各3点进行HV硬度测量,取点位置如图5所示,测量结果如表7所示。
3.7 堆焊层熔敷金属的氢剥离试验
在高温、高压及氢介质中使用的反应器停止运行时,有时沿母材和不锈钢堆焊层的界面处会产生裂纹,一般称为氢剥离裂纹。堆焊层的抗氢剥离性能是衡量堆焊层焊接质量的重要指标之一。
为此,金威焊材委托中油抚顺石化设备检测监理研究中心(试验程序与验收部分参照ASTM:G146-01)对金威牌不锈钢带极双层埋弧堆焊所得材料进行了氢剥离试验,具体试验记录如表8所示。
4 产品应用实例
文中所研制的加氫反应器用不锈钢带极堆焊焊剂可配合多种类型的不锈钢焊带单层堆焊或双层堆焊使用,产品已经大量生产并成功应用于多家大型石化设备制造厂,用户反映良好,图6为用户焊接现场实例。
5 结论
(1)研制的加氢反应器用不锈钢带极堆焊焊材其堆焊层化学成分和力学性能符合GB/T36037、NB/T47018标准和相关技术协议的要求,达到了预定研制目标。
(2)不锈钢堆焊的JWF304D、JWF205D焊剂有优良的焊接工艺性能,焊接时飞溅小、脱渣优良、焊道成型质量好;实现了一剂多带,可配合EQ309L、EQ308L、EQ347L等多种型号不锈钢焊带使用。
(3)研发的加氢反应器用不锈钢带极堆焊JWF304D、JWF205D焊剂,已成功应用于石化设备等领域大型设备的焊接。
参考文献:
[1]王健.加氢反应器2.25Cr-1Mo-0.25V钢堆焊不锈钢应用研究[D].重庆:重庆大学材料科学与工程学院,2008.
[2]谢育辉.加氢反应器和换热器高温腐蚀与对策[J].石油化工腐蚀与防护防,2010,40(8):12.
[3]李春范.不锈钢焊接及焊接材料实用手册[M].北京:化学工业出版社,2015:125-129.
[4]何少卿.焊条、焊剂制造手册—工艺、检验与质量管理[M].北京:化学工业出版社,2010:46-67.
[5]吕锋杰.加氢反应器堆焊层铁素体含量及其测定[J].特种设备安全技术,2009(1):36-38.
[6]毛明志.加氢反应器中不锈钢堆焊层铁素体含量的测定[J].化工管理,2013(5):8-9.
