门座起重机臂架上铰点轴承更换工艺
2021-10-27张宁
张 宁
沧州黄骅港矿石港务有限公司
1 引言
门座起重机(以下简称门机)是散杂货码头装卸的主要设备。门机在码头作业中的安全性与稳定性一直都是关注焦点,门机日常的维修保养是工作重点之一[1]。在日常点检过程中,发现门机象鼻梁与臂架上铰点轴承有较大的振动和摩擦声,后确定为象鼻梁与臂架上铰点右侧轴承损坏。对故障进行分析,发现臂架上铰点轴承内部黄油风化,缺少润滑,导致滚珠磨损,轴承损坏。为了消除安全隐患,制定了轴承更换工艺,进行维修。本次维修主要包括2个方面:一是施工前对门机进行工艺加固,包括加固变幅齿条,使用工艺撑杆加固大拉杆与臂架等;二是臂架轴承的拆卸更换,包括更换轴套、轴承套、轴承盖、轴承、轴等。
2 施工方案
2.1 施工要求
(1)所有到达现场的施工人员必须穿好工作服、安全帽、劳保鞋、安全带等劳保用品。施工人员做好安全警示教育,办理动火许可证等证件,现场气割、电焊人员必须持有特种作业许可证,严禁无证人员上岗作业。施工过程严格按照工艺作业,工装件要焊接牢固,严把施工质量关。
(2)施工区域用隔离墩及警戒带拉好,防止高空坠物伤人。
(3)现场需有专业指挥人员指挥维修门机和配合门机的运行指令,指挥过程中门机司机只听从现场一个指挥人员的指令。
(4)作业前需特别注意天气情况(风力等级、迷雾等级、阴雨天气),在提升象鼻梁头部时,风力等级不允许大于5级,能见度需大于1 000 m,检查象鼻梁上是否有活动件,门机底下是否有人员。
2.2 施工准备
2.2.1 材料及配件准备
按照《臂架铰点维修方案》中工具及材料清单进行准备,包括电焊机1台、氧气4瓶、乙炔气2瓶、棉布、钢丝绳、手拉葫芦、开口扳手1套、内六角扳手1套、吊耳、顶升凳子、工艺撑杆、槽钢、钢板、钢板尺、内卡钳、撞山、塞尺、70 t汽车吊等。
2.2.2 办理相关作业手续
需要办理高空作业许可证、吊装作业许可证、施工动火许可证,维修人员学习公司安全规程,制定防风应急预案。
2.3 维修作业
维修前,隔离维修区域。用70 t汽车吊将垫板、工艺撑杆、手拉葫芦、配件等吊装至臂架上。先将衬板焊到拉杆底部(可在适当位置焊接临时平台),再用工艺撑杆将臂架和大拉杆连接起来,中间焊接连接槽钢。臂架铰点处焊接2组顶升凳子,顶升凳子之间的间隙根据50 t千斤顶的顶升高度确定(见图1)。

1.钢板 2.工艺撑杆1 3.槽钢 4.工艺撑杆2 5.槽钢 6.顶升凳子1 7.顶升凳子2 8.象鼻梁抬吊吊耳图1 吊装工具组成
将门机朝陆侧45°方向放好,并在象鼻梁顶部焊接2个吊耳,在配合门机上用20 t手拉葫芦和∅40钢丝绳提升象鼻梁头部,吊重接近12 t时拆除臂架上铰点(见图2)。

图2 吊装铰点
因拆除轴承时需将象鼻梁吊起超过臂架上铰点,提升象鼻梁头部的高度为2 006 mm,提升过程中象鼻梁头部钢丝外移904 mm,故在提升前需将钢丝绳角度偏移4°,钢丝绳顶点与吊带约偏移489 mm[2]。钢丝绳角度及位置偏移见图3。

图3 钢丝绳角度及位置偏移示意图
当象鼻梁与臂架上铰点脱开后,有足够将轴承更换的空间时,使用槽钢、钢板将象鼻梁和臂架焊接在一起,防止有突风造成安全隐患(见图4)。拆卸轴承端盖,使用50 t千斤顶配合顶升凳子顶升臂架铰点轴。将拆下的轴进行清洗,将已损坏卡死的轴承拆下,更换上新轴承,并打满黄油。
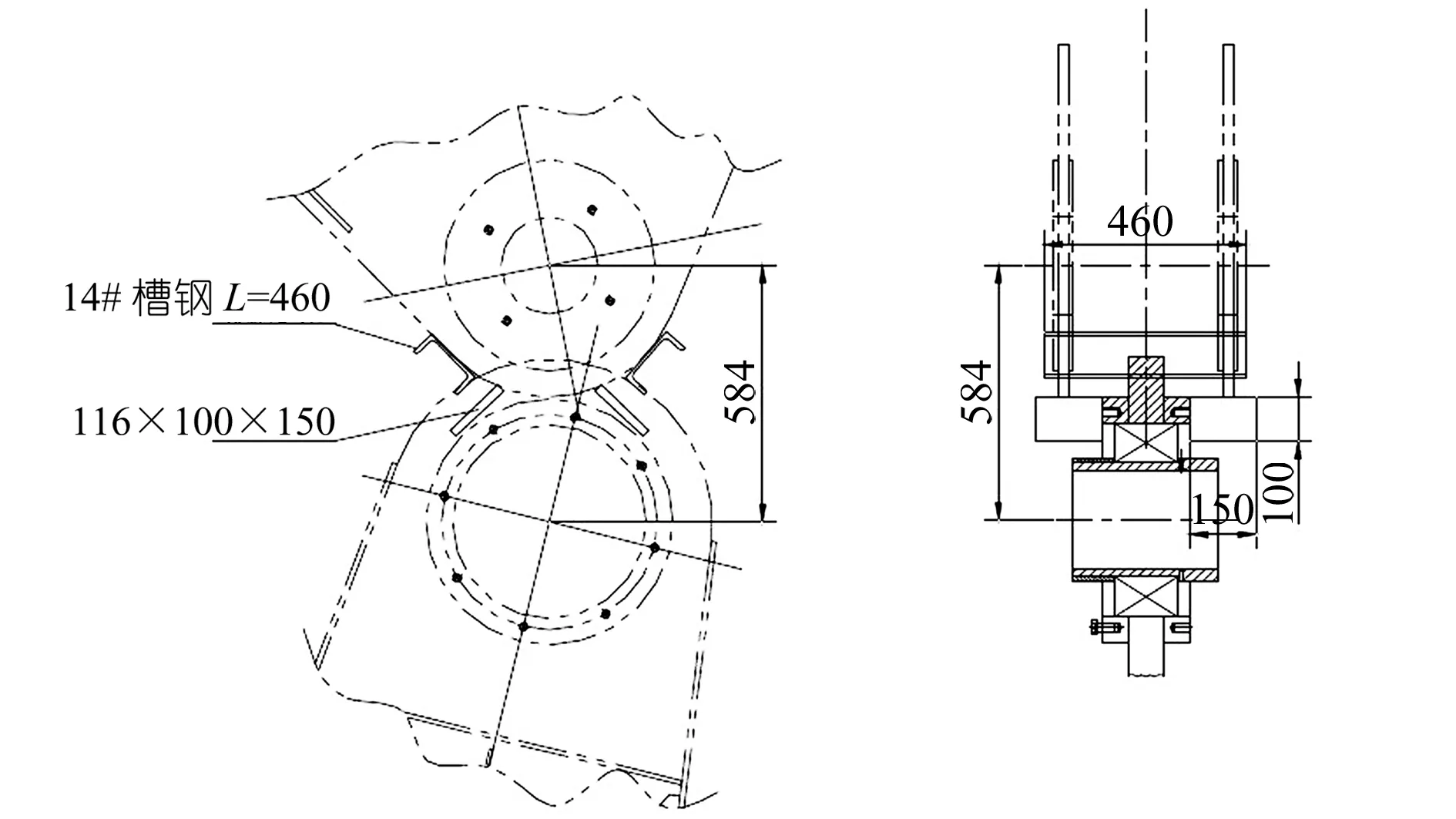
图4 拆卸过程示意图
使用70 t汽车吊将工艺撑杆、工具等吊下,进行试车,门机俯仰运转平稳无噪声,确认消除异响后交付使用。
3 结语
经过维修,解决了门机臂架上铰点轴承异响的故障。在今后设备管理过程中,还需加强对门机各个铰点轴承润滑管理,按照维修保养计划定时定量进行润滑保养,保证各个铰点轴承的正常使用。
