几种压力容器快速检测技术方法比较
2021-10-27李明娥于光升
李明娥 于光升
(酒泉市特种设备检验所,甘肃 酒泉 735000)
0 引言
根据国家技术标准规定,压力容器定期检验工作主要是资料审查、宏观检验、壁厚测定、磁粉、渗透、超声、耐压试验[1]等无损检测,检验前后所需步骤较多,需要清空原料、开罐、清洗、置换、去除表面防腐层、检验、重新恢复表面防腐等[2],检测程序比较复杂,检验速度慢,效率低,而且一般要求停车、拆除保温保冷层,才能开罐进行检验。这就更加加剧了企业的时间成本、人员成本和材料成本。使用经验表明,相当一部分压力容器停车期间产生的腐蚀破坏程度远比正常使用时的腐蚀严重得多,所以停车后开罐检验有可能进一步加剧容器的损伤程度,而且大多数压力容器是集成密闭循环系统的一部分,如果检测时必须停车,则会破坏密封系统,给企业带来较大的经济损失[3]。因此,使用单位希望有一种新的快速检测技术,能够在不需要开罐的情况下,安全、高效、快捷、低成本地开展检测,并对容器的安全状况进行评估。在这种现实需求下,脉冲涡流、声发射、热成像技术的应用变得极为迫切。
1 脉冲涡流检测技术
脉冲涡流检测是利用交变磁场在导电材料中所感应涡流的电磁效应评价被检工件的无损检测方法,检测的主要原理(见图1)是通过脉冲发射机发射出电磁场信号,经过线圈诱导电磁场产生涡流,最后由接收器反映涡流脉冲信号的衰变情况,对信号特征的响应时间和参考值进行分析计算,明确金属物件的厚度和保温层的使用情况[4],在检测的全过程中,交变磁场在传播过程所感应的涡流会受到导电材料的磁导率和电导率影响,金属材料产生缺陷,造成这种现象的反应与缺陷位置、缺陷类型具有唯一对应性,因此可以通过观察信号反馈,从而得到有效的数据信息,判断出缺陷的具体位置。而在承压设备的检测过程中,应用电磁涡流无损检测技术进行检测,通过观察涡轮的对应形状,可以迅速判断出容器内部的电磁场干扰情况,进而迅速得出具体的缺陷位置和缺陷类型。例如在现场的检验检测中,若检测区域无缺陷或者缺陷很小,则产生的电涡流较为均匀,层状分布,具有一定的流动性,涡流会对试件进行磁场感应。而一旦检测区域出现缺陷,电涡轮的形状就会立即发生改变,根据涡轮形状的不同,笔者就可以迅速找到容器出现缺陷的具体位置。脉冲涡流无损检测技术具有自动化、可靠性高等优点, 因此其大多用于探测金属容器内部的缺陷。
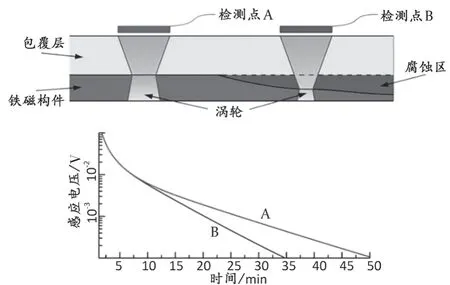
图1 脉冲涡流示意图
这种检测技术可以在设备不停车的情况下完成检测项目,可显著提高检验效率,降低检验成本,且穿透能力强,能检出保温保冷层、使用铝皮、铁皮等保护层的金属构件壁厚或其他壁厚的腐蚀减薄缺陷,但是这种方法也有局限性,难以检出管壁内小体积缺陷。被检工件中涡流分布与深度的关系遵循物理规律,涡流密度随着深度的增加而快速衰减。检测时应该注意以下因素的影响:1)检测线圈的内径与背检管材外径相匹配;2)对比试样选择恰当,避免影响检测灵敏度;3)检测速度与调试时试样和检测线圈的相对速度接近;4)覆盖层厚度和电导率;5)放置式线圈焊缝的涡流检测,要注意非导体覆盖层对检测灵敏度的影响,其与探头和被测工件之间的距离有关;6)被检工件的形状和探头与检测区域的接近程度;7)线圈的方向;8)缺陷的类型、大小和深度;9)边缘效应。
2 声发射技术
材料在受内力或者外力作用下产生断裂或者变形时以弹性波形式释放出局部应变能的现象 , 称为声发射 (AE) , 如果用仪器检测、记录、分析这种声发射信号,并利用声发射信号推断声发射源进而找出缺陷位置的方法就是声发射检测技术。其原理是材料在应力作用下产生裂纹萌生与扩展、塑性变形、夹杂物断裂和脱开等,该技术是判断结构是否失效的重要机制,也是确定声发射源的重要技术。
具体来说声发射检测是通过物体自身所受内力或外力产生变形或断裂所产生的应变能等参数来评判缺陷类型、危害程度、结构连续性、剩余寿命等[5],所提供瞬时或连续信号随时间、温度、载荷等外部变化而产生,可应用于监视过程并预测早期损坏和即将发生的损坏,定量判断缺陷类型和存在位置,在缺陷萌生阶段和扩展过程中均可发现,该技术对“活”的缺陷检出率较高(原理见图2)。
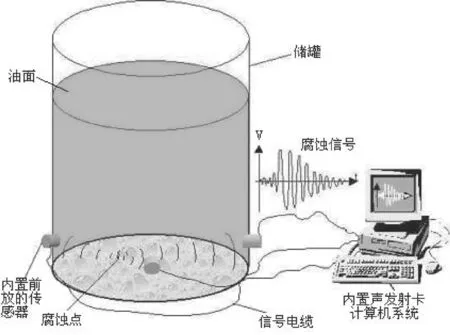
图2 声发射检测原理图
该技术对被检工件的要求不高,适用于剧毒、高温、核辐射、易燃易爆等难以进入的环境,但局限性在于对材料敏感,容易受到机电噪声的干扰。由于声发射的不可逆性,实验过程中的声发射信号无法通过多次加载而反复获得,每个检测过程的信号采集是非常宝贵的,不应因人为疏忽而丢失宝贵的数据,所以对现场检验人员要求较高,需要更丰富的数据库和现场测试经验。
3 热成像技术
热成像检测技术是指利用物体温度高低不同所散发出来的辐射能量大小不同的原理,折射到光学物镜光敏原件上得到红外热像图,图像显示不同颜色代表被测物体的不同温度[6](原理见图3)。该技术被广泛应用于高温压力容器的在线检测,并在常温压力容器疲劳损伤检测方面得到初步应用,并用于裂纹、焊缝、锈蚀和疲劳等方面检测,常用来检测压力容器中因使用而损坏的内衬、保温层的跑冷跑热、液面异常等,根据异常情况来侧面反映容器有无腐蚀或运行有无异常。该技术是被动式非接触性的检测与识别,操作方便,不受电磁干扰,可以宏观地反应被测物体的温度场,但是图像对比度低,分辨能力差,成本较高。
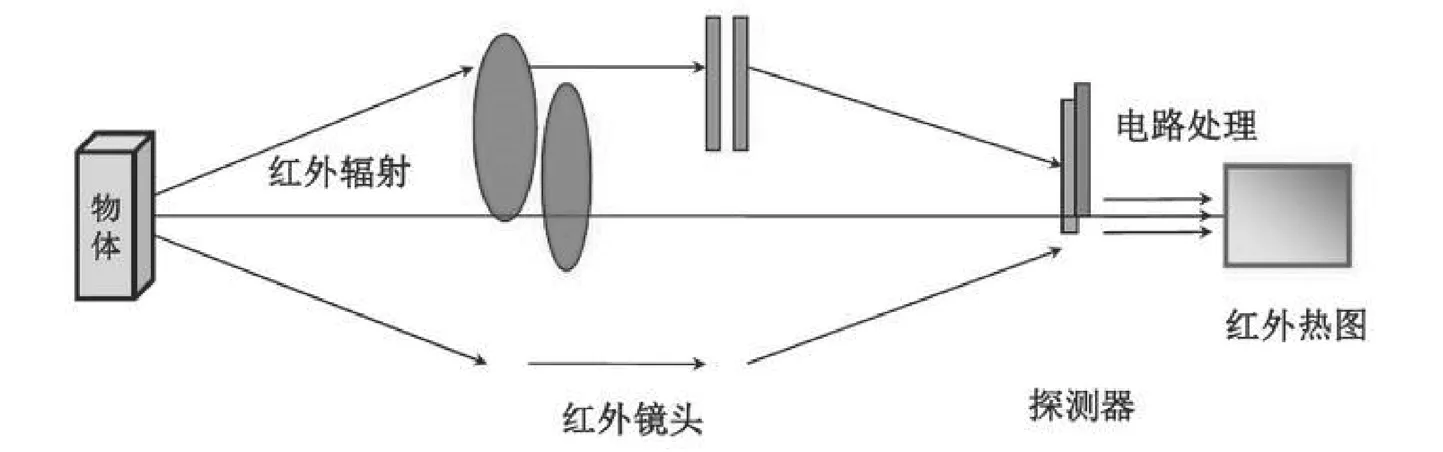
图3 热成像原理图
由于红外线热成像无损检测技术是一种先进的无损检测技术,相关检验设备十分昂贵,因此导致在技术方面与引入时间上存在一定的局限性,使该技术难以在一些规模较小的企业得到推广与应用,而在规模较大的一些企业中,其应用优势正逐渐地突显出来。概括来说,其优点十分明显:1)具备极高的安全性。2)灵敏度较高。3)检测效率高,能够节省成本。
4 脉冲涡流和声发射在实际中应用
以某厂脱正丁烷塔重沸器壳程出入口管线为例,进行涡流扫查,发现出口弯头处有16%减薄区域,出口下直管有11%减薄区域,为验证涡流扫查结果的准确性,进一步拆除保温进行超声波测厚,发现弯头表面及直管表面存在腐蚀产物(见图4),弯头位置超声波测厚实测标定位置10.4mm,腐蚀减薄位置最小值9.2mm,直管位置超声波测厚实测标定位置10.2mm,腐蚀减薄位置最小值9.8mm,与涡流扫查数据吻合(见图5、图6)。根据使用工况分析,有保温层的大气腐蚀,判断为安装质量差或覆盖层局部破损造成,建议下一个检验周期再进行脉冲涡流扫查。

图4 弯头处腐蚀产物
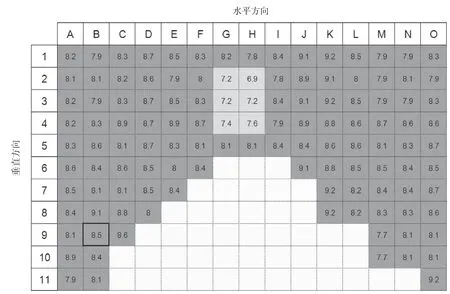
图5 弯头处扫查数据

图6 直管段扫查数据
以1台20000m³储罐为例,直径为40m,高度为16m,液位为13.5m,介质为原油,共用24个传感器进行检测,均安装在罐体外侧,1~12号为检测传感器,安装在离罐基础0.75m,7~12号为护卫传感器,安装在高度为2m,数据采集为18.5h,按照JB/T 10764-2007标准的规定,采用区域定位分析及分级方法对储罐底板进行数据分析见表1[7]。
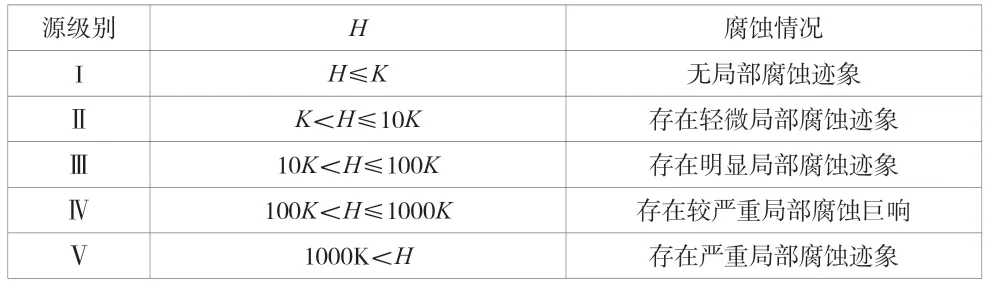
表1 基于区域定位分析的声发射圆的分级
通过对采集的数据进行分析,发现夜间采集数据存在干扰,干扰源为周期信号,选取白天采集的3h进行数据分析,处理之后得到的撞击数为24580个,事件数为2338个,单个通道每小时出现的撞击数612个,结合储罐运行检修情况,该储罐底板腐蚀状况评价为Ⅱ。为验证检验结果,进行开罐检验,发现储罐底部幅板靠近中央的幅板防腐层出现局部鼓包破损现象,周围幅板有深度不等的腐蚀坑,最大深度为1.8mm,最大减薄量20%,与声发射检验结果相吻合,建议3a后再进行声发射检测。
5 结语
热成像技术作为一种新型的检测技术,对压力容器的内衬、保温层的跑冷跑热、检测液面的异常等方面有重大的指导意义,虽然具有效率高等优点,但由于检测成本较高等原因未得到普及。脉冲涡流检测技术由于检测精准、检出率高等优点在压力容器和压力管道检测方面得到广泛应用。声发射由于需要庞大的数据库和现场检验经验丰富的检验人员等原因,在压力容器检测方面有些掣肘。为提高压力容器检测效率,降低企业经济损失,根据设备特征选择合适的压力容器不拆保温、不开罐的快速检测技术,分别检测压力容器壁厚变化、腐蚀及活动性缺陷等情况,从而评估其安全可靠性能,提高检测效率,这是今后努力的方向。
