蒙古国某含硫磁铁精矿脱硫试验研究
2021-10-22李永亭张云龙
李永亭 张云龙
(山东鑫海矿业技术装备股份有限公司)
铁是国家工业化进程中消费量最大的金属资源,与经济社会发展息息相关[1]。我国铁矿石现有保有储量中,可供设计和规划利用的铁矿开采年限仅30 a左右,而世界铁矿资源的可采年限约为100 a[2]。我国钢铁工业发展已形成了从以利用国内铁矿石为主,过渡为以利用进口铁矿石为主的发展格局,形成了中国铁矿石资源较高的对外依存度[3]。
改革开放以来,蒙古国磁铁精矿源源不断出口到中国来,蒙古磁铁精矿含硫相对较高,有的高达3.6%。硫在铁中溶解度很小,与铁生成FeS,而FeS与Fe又可生成低熔点的共晶体,共晶熔化导致加工时开裂,即所谓的”热脆性”。为了提高炼钢质量,各钢厂对入厂铁精粉的含硫量有严格要求,要求含硫量≤0.5%。为了研究蒙古某高硫精矿提质降硫问题,采用磨矿+反浮选+磁选工艺进行脱硫试验研究,最终获得了满意的试验指标,硫含量降低到0.5%以下。
1 矿石性质
原矿多元素化学分析及粒度筛析结果见表1、表2。

注:Au、Ag含量单位为g/t。
由表1可知,该铁精矿中的硫元素超标,硫品位为1.90%。

?
2 试验研究
2.1 磨矿细度试验
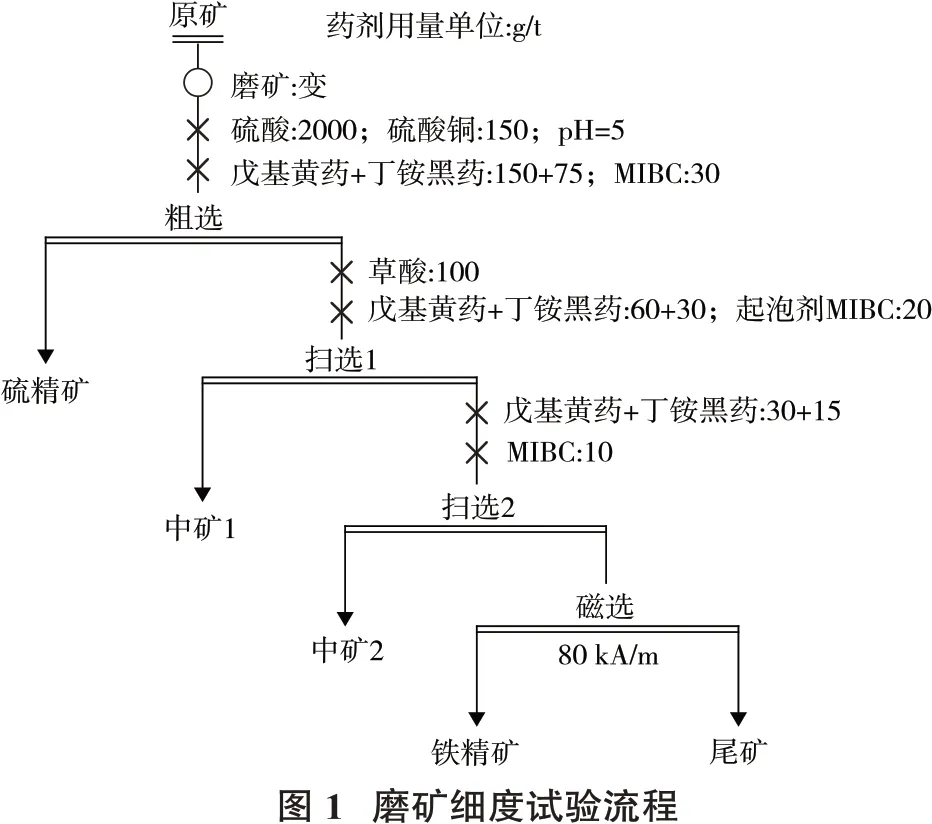
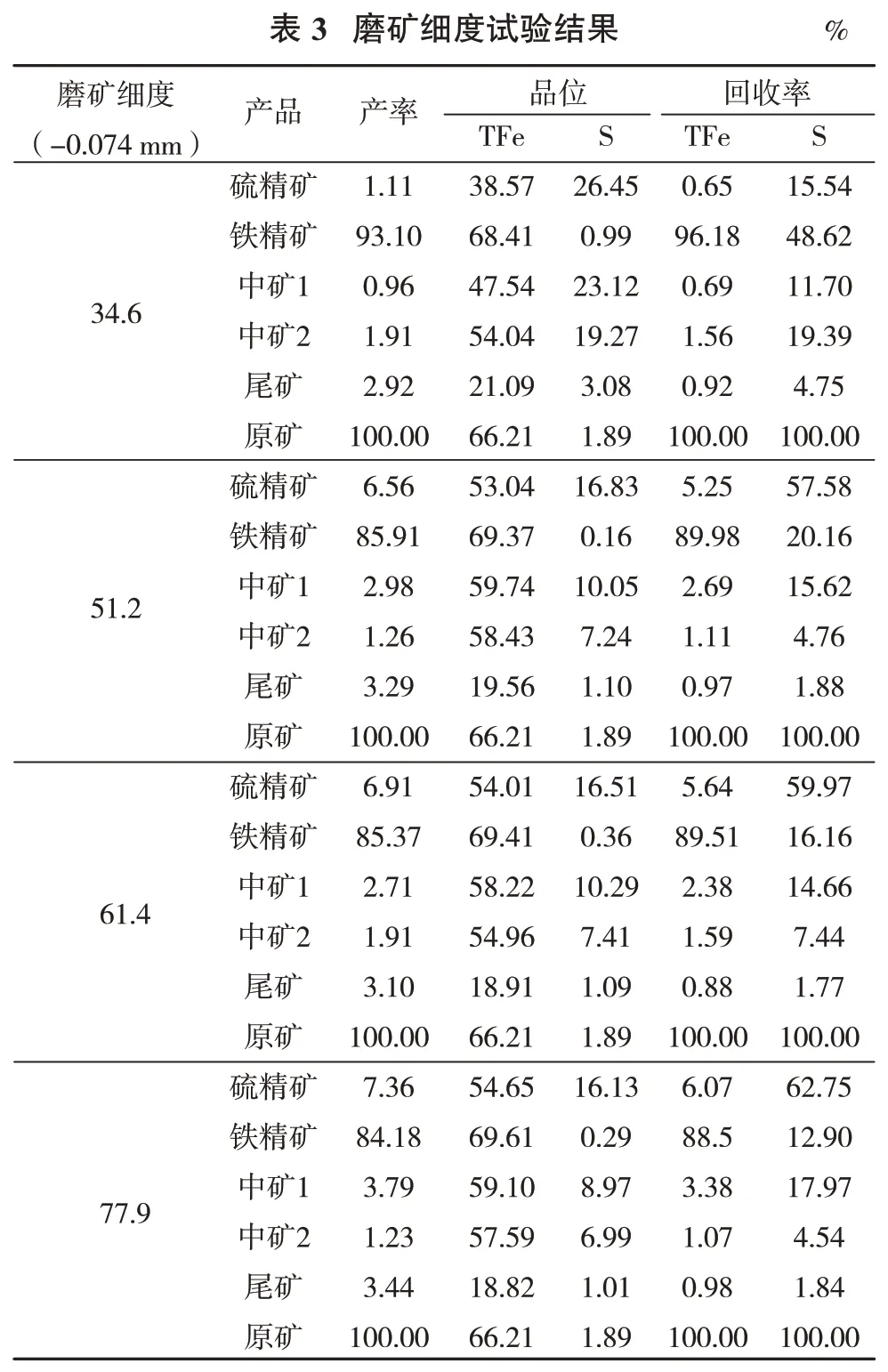
磨矿细度是影响浮选指标的主要因素之一,将矿石磨至适宜细度,既能使矿物与脉石单体解离,又可避免过磨对浮选产生的不利影响[3]。原矿中+0.5 mm粗粒级含量为35.68%,这部分粗颗粒在浮选机中不易浮出,而易沉槽、恶化浮选作业,因此在原矿浮选前需要磨矿。试验流程及条件见图1,结果见表3。
?
由表3可知,随着磨矿细度的增加,精矿铁品位变化不大,铁精矿含硫量降低;硫精矿品位降低,硫精矿含铁量升高,为了保证铁精矿中的硫含量小于0.5%;综合考虑,磨矿细度选择-0.074 mm61.4%为宜。
2.2 活化剂种类试验
硫酸铜是硫化矿选矿中常用的阳离子活化剂,但在选矿过程中往往会和黄药类阴离子捕收剂作用生成难溶化合物,既降低了硫酸铜的活化作用,又消耗了捕收剂。因此,硫酸铜在使用中的用量极为关键[4]。草酸是简单的二元酸,由于矿浆中褐铁矿的存在,矿浆中必然存在游离态的Fe3+和Fe2+,其在弱酸性矿浆中与草酸根发生络合反应。草酸与Fe3+生成6个羰基螯合络离子,可将吸附在自然金粒及伴生金硫化物的亲水性薄膜结合成络合物,掉落在矿浆中,暴露出自然金及伴生硫化物的新鲜表面,起到了活化金矿物浮选的作用[5]。
在磨矿细度-0.074 mm61.4%、戊基黄药+丁铵黑药用量(150+75)g/t、MIBC用量30 g/t的条件下,进行活化剂种类及组合试验,试验流程见图1,结果见表4。
由表4可知,单一使用硫酸或草酸做活化剂时,铁精矿含硫量较高;当硫酸、硫酸铜和草酸联合使用时,试验效果较好,铁精矿含硫量较低;综合考虑,选择硫酸、硫酸铜、草酸(草酸扫选添加)联合使用。
2.3 活化剂用量试验
在磨矿细度-0.074 mm61.4%、戊基黄药+丁铵黑药用量(150+75)g/t、MIBC用量30 g/t的条件下,进行活化剂硫酸、硫酸铜、草酸用量试验,试验流程见图1,结果见表5。
由表5可知,随着活化剂用量的增加,铁精矿产率降低,铁品位变化不明显,铁精矿含硫量降低;综合考虑;选择硫酸用量2 000 g/t、草酸用量100 g/t、硫酸铜用量150 g/t为宜。
2.4 捕收剂用量试验
硫化矿浮选常用的捕收剂为丁基黄药、丁铵黑药、戊基黄药等,丁基黄药对硫的捕收效果较好,而丁铵黑药具有较强的选择性,对细粒级矿物有较好的捕收作用[8]。为此,试验选择丁铵氨黑药和戊基黄药为组合捕收剂。在磨矿细度-0.074 mm61.4%、粗选活化剂硫酸+硫酸铜用量(2 000+150)g/t、MIBC用量30 g/t的条件下,进行捕收剂用量试验,试验流程见图1,结果见表6。
由表6可知,随着捕收剂戊基黄药+丁铵黑药用量的增加,铁精矿产率降低,铁品位变化不明显,铁精矿含硫量降低;综合考虑,选择戊基黄药+丁铵黑药用量(100+50)g/t为宜。

?
2.5 开路试验
在条件试验的基础上进行开路试验,试验流程及药剂制度见图2,结果见表7。
由表7可知,经1粗2扫2精浮选、浮选尾矿再经一段磁选,可获得产率86.81%、全铁品位69.14%、铁回收率90.63%、含硫0.35%的铁精矿,产率2.27%、硫品位30.06%、硫回收率35.18%、含铁45.48%的硫精矿。
2.6 闭路试验
在全开路试验的基础上进行闭路试验,试验流程见图3,试验结果见表8。
由表8可知,经过1粗2扫2精浮选+磁选作业,得到的铁精矿产率86.91%,全铁品位69.14%,全铁回收率90.75%,硫含量0.35%。
3 结语

?

?
蒙古国某高硫铁精矿在最佳试验条件下,通过采用磨矿+反浮选+磁选工艺,获得了产率86.91%、全铁品位69.14%、全铁回收率90.75%、硫含量0.35%的铁精矿,实现了提质降硫,将铁精矿硫含量降低到0.5%以下,满足了钢厂炼钢的原料要求,经济效益显著。


?

?

