HAP增强纳米颗粒对Mg/HAP MMCs微铣削特性的影响
2021-10-21张小雨孙付仲
张小雨,孙付仲
(南京工业大学 机械与动力工程学院,江苏 南京 211800)
Mg的生物相容性和力学性能与骨骼组织非常相似,因而常被用作生物体植入物以替代其他金属生物材料[1-2],但纯Mg的低强度、低弹性模量以及易腐蚀和可快速分解的特性限制了其广泛应用[3]。研究发现,通过添加纳米颗粒形成镁基金属复合材料(MMCs),可以增大基体硬度,从而获得良好的力学性能[4]。可以采用溶胶-凝胶法制备Al掺杂ZnO纳米粉末[5]以及通过微波辐照加热制备Sb掺和SnO2纳米颗粒[6]。羟基磷灰石(Ca10(PO4)6(OH)2, HAP),由于其优异的生物相容性、生物活性而备受关注[7]。由于Mg和HAP在生物医学应用中存在优势,研究人员制备了HAP纳米颗粒增强的镁基金属复合材料(Mg/HAP MMCs)并研究了其性能[8-10]。
MMCs一直被认为是难加工材料[11],针对这一问题,研究人员对MMCs切削参数进行了大量研究。例如,Ciftci等[12]研究了车削方法对切削速度、进给速度和切削深度的影响。Cheung等[13]发现在加工过程中增大切削参数会导致增强纤维或颗粒从工件中移位,造成加工后的MMCs表面光洁度下降。
为揭示不同含量的HAP纳米颗粒对Mg/HAP MMCs微铣削性能的影响,本文分别选取HAP质量分数为0.5%和1.0%的Mg/HAP MMCs进行微铣削试验,并与纯Mg的试验结果进行对比。
1 试验
按照文献[7]的描述,制备了纯Mg和HAP质量分数为0.5%和1.0%的Mg/HAP MMCs试样,试样尺寸为60 mm×7 mm×4 mm。
微铣削试验在台式微铣削加工机床上进行,机床参数[14]:三轴(X、Y、Z)最小进给量为0.1 μm;主轴转速为5 000~80 000 r/min;用超精密卡盘夹紧微型研磨机,以确保主轴在1 μm精度内运行,配备测力计压电装置(Kistler 9256C2型、精度为2%),上述配置确保了微铣削试验的顺利进行。
使用的刀具为双槽无涂层碳化钨微型立铣刀,直径0.5 mm、刀柄直径3 mm。在研磨之前,通过扫描电子显微镜(SEM,Hitachi TM3030型)观察试验中使用的所有新刀具的几何形状,通过SEM照片估计切削刃半径为1.5 μm,每个工件使用一个新的微型立铣刀。
采用全因子设计研究切削参数和表面粗糙度对Mg/HAP MMCs材料微铣削加工的影响。在该试验中选择了3个可控变量,即主轴速度、切削深度和每齿进给量。试验1:主轴转速选择了3个参数(20 000、40 000、60 000 r/min),切削深度选择了2个参数(100、200 μm),每齿进给量(fz)选择了4个参数(1、2、3、4 μm),共组合进行24次试验。为了研究切削过程中的尺寸效应,设计了每齿进给量不同,切削深度和主轴转速相同的16槽铣削试验(试验2,表1),铣削完成后可通过SEM观察毛刺、表面形貌与切屑,由SurfTest软件(范围和分辨率分别为800和0.01 μm)测量槽中的表面粗糙度。

表1 试验2的切割条件
2 结果与讨论
2.1 毛刺、表面形貌与切屑形成分析
微铣削加工中毛刺会严重影响加工产品的尺寸精度。图1为微加工中纯Mg和Mg/HAP MMCs的毛刺形状。由图1可以看出:HAP硬质纳米颗粒的含量和每齿进给量均会影响毛刺的形成。纯Mg的毛刺表面光滑且连续,毛刺边缘处呈锯齿状,随着每齿进给量的增大,毛刺的尺寸随之减小。当每齿进给量较小时,沿切削方向的材料会被挤出而出现沟槽,塑性变形部分开裂的材料保留在槽的边缘并形成毛刺。 Mg/HAP MMCs的毛刺尺寸随每齿进给量的增大而减小,这与纯Mg随每齿进给量的变化趋势相同。然而,在毛刺的边缘有明显的断裂,这主要是由于HAP质量分数的增大引起了Mg/HAP MMCs硬度和脆性的增大。由图1还可知:在相同的切削参数下,毛刺厚度随HAP质量分数的增大而减小,这也归因于Mg/HAP MMCs的硬度和脆性增大,上铣边的毛刺尺寸大于下铣边,该结果与文献[15]结果相似。
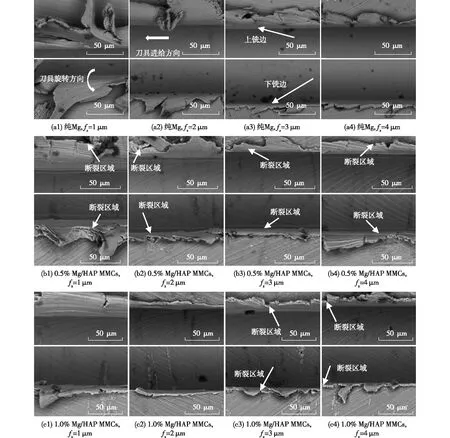
图1 纯Mg和Mg/HAP MMCs微加工槽的SEM照片Fig.1 SEM graphs of micromachined slots of pure Mg and Mg/HAP MMCs
图2为微加工中纯Mg和Mg/HAP MMCs的表面形貌和切屑。由图2可以看到:微加工表面存在不同的缺陷,主要表现为纯Mg出现多处微坑而Mg/HAP MMCs出现裂纹。纯Mg表面的微坑(图2(a))是微铣削过程中刀具与金属之间的摩擦引起的Mg晶粒剥落。HAP质量分数为0.5%的Mg/HAP MMCs表面产生大量裂纹(图2(b)),当HAP颗粒含量增加到1.0%时裂纹面积增大(图2(c))。这是因为Mg/HAP MMCs比纯Mg脆,在与刀具接触时对撞击非常敏感,并且容易造成材料大量脱落形成纹路;纯Mg表面的刀具痕迹分布不规则,而Mg/HAP MMCs的刀具痕迹由于硬度增大而相对规则。
对材料进行切屑研究可以更好地了解微加工表面形貌,图2(d)—2(f)为3种材料在微铣削过程中产生的切屑的SEM照片。由图2(d)可知:纯Mg的切屑表面光滑且规则,易形成较长的切屑,这是因为纯Mg质软且延展性较好。由图2(e)和2(f)可知:Mg/HAP MMCs切屑出现大量裂纹并最终断裂,切屑长度较短,这主要是由于HAP颗粒的加入导致Mg/HAP MMCs的硬度和脆性增大,从而造成切屑易于断裂。HAP颗粒越多,切屑长度越短,且切屑断裂程度加剧,产生的切屑形态与图2(b)和2(c)所示的材料表面缺陷形态吻合。

图2 纯Mg和Mg/HAP MMCs微加工缺陷和切屑的SEM照片Fig.2 SEM graphs of micromachined slots and chip morphology of pure Mg and Mg/HAP MMCs
2.2 微加工槽表面粗糙度分析
为了更好地表征微加工槽的表面粗糙度,每个槽选取3个不同位置进行测量,并将平均值作为微加工槽的表面粗糙度。每齿进给量、主轴转速和切削深度对纯Mg和Mg/HAP MMCs表面粗糙度的主要影响如图3所示。由图3可以看出:Mg/HAP MMCs的表面粗糙度随着每齿进给量的增大而增大。当每齿进给量从1 μm增大到3 μm时,纯Mg的表面粗糙度会显著增大;但是当每齿进给量从3 μm增大到4 μm时,表面粗糙度会降低。主轴转速直接影响刀具与工件之间的摩擦以及热量的产生,主轴转速的增大可能导致软度低的材料发生软化,进而影响材料的去除和表面粗糙度。纯Mg的表面粗糙度随主轴转速的增大而降低,这是因为纯Mg质软且塑性变形较大。HAP质量分数为0.5%的Mg/HAP MMCs表面粗糙度随主轴转速的变化与纯Mg基本相同,这是因为HAP含量少,材料特性与纯Mg相似。而当HAP的质量分数增大到1.0%时,表面粗糙度随主轴转速的增大基本保持不变,这主要是由于添加HAP颗粒可使材料变脆,并降低塑性变形[16-17]。较高的主轴转速产生的较高热量使材料软化并形成半圆形刀具,在相同的主轴转速下,表面粗糙度随添加HAP颗粒含量的增大而增大。纯Mg的表面粗糙度随切削深度的增大而减小,而 Mg/HAP MMCs的表面粗糙度随切削深度的增大而增大。因此,对Mg/HAP MMCs进行微铣削时,应选择较小的每齿进给量和切削深度,以获得更好的表面粗糙度。

图3 不同切削参数与表面粗糙度的关系Fig.3 Relationship between different cutting parameters and surface roughness
表2为3种材料经微铣削试验所得表面粗糙度的方差分析(ANOVA)结果。由表2可知:每齿进给量(fz)、切削深度(ap)和主轴转速(n)对3种材料的表面粗糙度有不同的影响。在纯Mg的微加工中,主轴转速和每齿进给量对表面粗糙度有显著影响,贡献率分别为35.9%和28.4%。在HAP质量分数为0.5%的Mg/HAP MMCs微加工中,主轴转速和切削深度对表面粗糙度有显著影响,贡献率分别为30.5%和29.8%。对于HAP质量分数为1.0%的Mg/HAP MMCs微加工中,切削深度贡献率占47.2%,是最主要的影响因素。研究发现,两个切削参数之间的相互作用对结果并不重要,这与Mg/Ti MMCs和Mg/TiB2MMCs的微铣削研究结果相同[15]。因此,随着HAP颗粒质量分数的增大,主轴转速的影响减小,切削深度的影响增大。
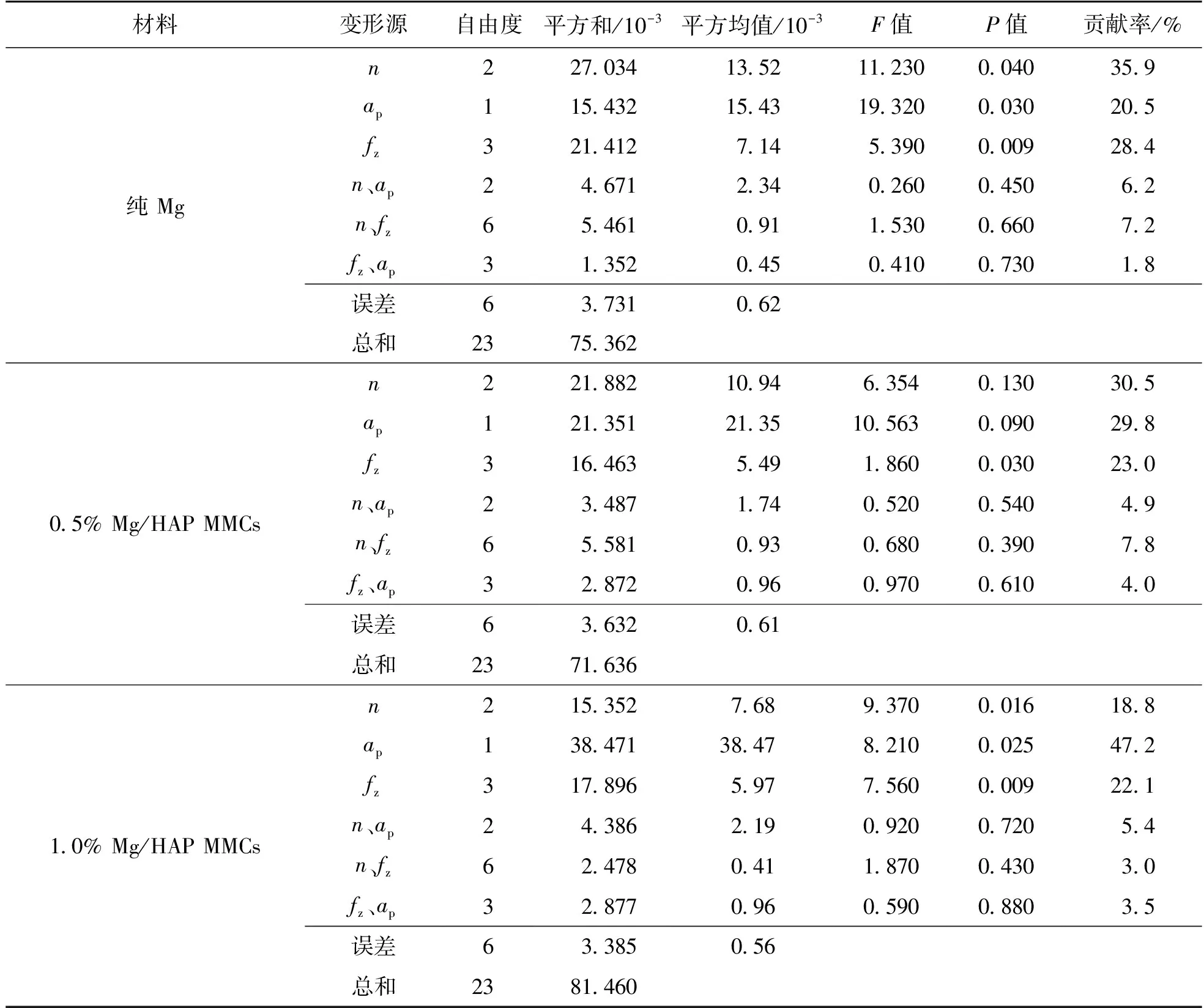
表2 不同材料表面粗糙度的方差分析结果
2.3 尺寸效应
宏观加工和微观加工在运动学特性上有许多相似之处,但也存在很大差异,例如尺寸效应。当未切削深度与切削刃的半径相当时,尺寸效应成为影响切削过程的主要因素[18]。当未切削深度小于临界值时,弹性变形成为主要的切割状态,不会形成切屑,不仅会出现表面质量下降,更会造成更大的切削力和过早的刀具磨损[19-20]。本节将从切削力和表面粗糙度方面研究尺寸效应,从而确定最小切削深度。
图4(a)为主轴转速和切削深度分别为40 000 r/min和100 μm时,纯Mg和Mg/HAP MMCs的切削力随每齿进给量的变化。由图4(a)可知:随着每齿进给量的增大,纯Mg的切削力具有3个变化阶段,当每齿进给量小于0.4 μm时,切削力随每齿进给量的增大显著增大(区域Ⅰ),而在这个阶段,Mg/HAP MMCs发生弹性变形,工件表面可以恢复到原始状态而不会形成切屑;当每齿进给量从0.4 μm增至0.8 μm时,纯Mg的切削力将降低,根据切削力曲线和尺寸效应变化趋势[14]可知,每齿进给量接近临界切削深度,即未切削深度接近切削刃的半径,弹性变形和塑性变形将同时发生[14],从而减小了刀具和工件之间的切削力(区域Ⅱ);当每齿进给量大于0.8 μm时,切削力随每齿进给量的增大而增大,此时每齿进给量大于临界切屑深度,可形成连续的切屑(区域Ⅲ)。而对于Mg/HAP MMCs来说,当每齿进给量小于3 μm时,切削力基本不变,主要是因为添加的HAP颗粒增大了Mg/HAP MMCs的硬度和脆性,即工件和材料之间的弹性变形可以忽略不计,很小的每齿进给量也可以去除材料。图4(b)为主轴转速和切削深度分别为40 000 r/min和100 μm时,纯Mg和Mg/HAP MMCs的表面粗糙度随每齿进给量变化。由图4(b)可知:由于添加了HAP颗粒,尺寸效应减弱,Mg/HAP MMCs的最小切屑深度为1.1 μm。

图4 切削力和表面粗糙度与每齿进给量的关系Fig.4 Cutting force and surface roughness vs feed per tooth
3 结论
使用无涂层碳化钨微型立铣刀研究了HAP质量分数为0.5%和1.0%的Mg/HAP MMCs微铣削加工性能,并与纯Mg的结果进行对比。首先,研究了由3个切削参数引起的表面粗糙度变化,并获得了各种变形源的主要贡献率;然后,观察并分析加工过程中形成的毛刺、表面形貌和切屑;最后,描述了Mg/HAP MMCs的尺寸效应,获得了最小切屑深度。
1)在微铣削Mg/HAP MMCs时,应选择较小的每齿进给量和切削深度,以获得更好的表面粗糙度。根据方差分析结果可知:随着HAP质量分数的增大,主轴转速的影响减小,切削深度的影响增大。
2)Mg/HAP MMCs的毛刺尺寸随着每齿进给量的增大而减小,并且在毛刺边缘出现明显的断裂。裂纹出现在微加工表面,并且随着HAP质量分数的增大,裂纹的面积增大。
3)在Mg/HAP MMCs的微铣削中,应选择较低的主轴转速和较小的每齿进给量,以最大限度地降低切削力,并改善表面质量。
4)在主轴转速和切削深度分别为40 000 r/min和100 μm时,由于添加了HAP纳米颗粒,尺寸效应大大减弱,Mg/HAP MMCs的最小切屑深度可以确定为1.1 μm。
