耐高温瞬时液相连接无铅钎焊接头的时效稳定性
2021-10-20李正兵胡德安陈益平程东海郭义乐李晓军
李正兵,王 德,胡德安,陈益平,程东海,郭义乐,何 凯,黄 硕,李晓军
(1 南昌航空大学 航空制造工程学院,南昌 330063;2 国家纳米科技创新研究院,广州 510770)
由于铅毒性对环境和人体健康的有害影响,世界各国和相关组织出台了法律法规来推动无铅化进程[1]。为此,各种无铅钎料的研发获得广泛关注。目前,研发出的无铅焊料包括:SnBi系[1-4]、SnCu系[5]、SnZn系[6]、SnAgCu系[7-11]等,其中SnAgCu钎料被认为是最有可能替代Sn-Pb焊料的合金,现已得到广泛应用。但SnAgCu钎料在服役期间,焊点界面金属间化合物(intermetallic compound,IMC)层生长过快,而过厚的界面IMC层会恶化焊点的性能,降低焊点可靠性,导致焊点的服役能力不能满足高温功率器件的封装需求[8]。
近年来,一些研究者通过向SnAgCu钎料中添加金属间化合物、金属颗粒等,抑制焊点界面IMC层在服役阶段的生长速率,提高焊点的服役能力[7-11]。凌晨[9]向SnAgCu钎料中加入MXene粉末,发现加入MXene粉末后能够提高焊点界面金属化合物扩散激活能,使扩散系数降低,抑制界面IMC层生长。张亮等[10]研究纳米Al颗粒对SnAgCu合金的组织和性能影响,发现在焊点服役阶段,纳米Al颗粒能够有效抑制界面IMC层的生长,提高焊点的可靠性。
另外,还有一些研究者通过开发新的封装连接技术来提高无铅钎焊焊点的服役能力,其中瞬时液相(transient liquid phase,TLP)连接由于具有耐热温度显著高于连接温度、热稳定性良好等突出优点,而被认为是一种更具有发展潜力的耐高温连接方法[12]。Ohnuma等[13]通过采用TLP连接焊接方法,成功焊接具有耐高温(250 ℃)性能的Sn-Bi-Ag/Ag粉复合钎料焊点。Greve等[14]在280 ℃/60 min条件下,采用TLP连接方法用Sn粉和Cu粉的混合粉末实现同种Cu板连接,且该焊点具有在高温(400 ℃)条件下的服役能力。Liu等[15]采用Sn涂层的微尺寸Cu颗粒焊料,通过TLP连接进行高温功率器件封装,研究结果表明,焊后焊点经高温300 ℃条件下服役200 h后,力学性能基本没有变化。
目前,将TLP连接工艺应用于Ag颗粒增强SnAgCu无铅钎料的相关报道较少,因此,本工作通过采用TLP连接互连工艺实现SnAgCu-Ag复合钎料/Cu焊点连接,研究TLP连接SnAgCu-Ag复合钎料/Cu焊点在高温(300 ℃)条件下的服役能力以及在服役温度200 ℃条件下的组织演变,以期为提升无铅钎焊焊点服役能力的研究提供理论依据。
1 实验材料与方法
实验材料选用Sn4.7Ag1.7Cu钎料,纯度为99.99%(质量分数,下同)的Ag粉(颗粒度为1250目),尺寸为50 mm×20 mm×1 mm的紫铜基板(纯度为99.95%)。通过向Sn4.7Ag1.7Cu钎料中加入Ag颗粒,调制Ag含量分别为10%,15%,20%,25%的复合钎料,实验过程中控制每组钎料加入量相同和常温下Cu板上钎料涂抹面积相同,Cu板搭接面积均为15 mm×4 mm左右,采用TLP连接工艺,焊接温度设定为270 ℃。利用回流焊焊接Sn4.7Ag1.7Cu/Cu接头工件,其中最高焊接温度为270 ℃。焊接结束后,将接头放入恒温保温箱,进行服役时效实验,其中,服役时效温度设定为200 ℃和300 ℃。
本实验的力学性能利用WDW-100型的微机控制电子万能试验机进行测试,剪切速率为1 mm/min,实验温度为25 ℃。为了确保数值准确,工件的拉剪强度取3个数据的平均值。采用线切割机切割工件后,得到接头试样,之后将接头试样进行镶样,打磨抛光,并用腐蚀溶液(2%HCl+2%HNO3+96%C2H5OH,体积分数)深度腐蚀20 s,然后通过扫描电镜(SEM)观察接头微观组织,并用EDS分析组织成分。利用Image-pro plus软件测量SEM截面中IMC层总面积及界面IMC层长度,通过总面积除以界面IMC层长度的方法来统计界面IMC层的平均厚度。
2 结果与分析
2.1 Ag含量对接头性能的影响
图1为300 ℃条件下,接头服役至断裂的时间与复合钎料中Ag含量的关系曲线。由图1可知,在300 ℃条件下,接头的耐高温服役时间随着钎料中Ag含量的增加而延长。另外,通过对钎料中Ag含量为25%的接头进行高温服役,发现在300 ℃时效360 h后接头仍然未断裂,且抗拉强度为25.74 MPa。

图1 接头的耐高温服役时间与复合钎料中Ag含量的关系
2.2 时效过程中界面化合物层的组织演变分析
为进一步研究TLP连接工艺对SnAgCu+Ag复合钎料/Cu接头耐高温服役性能的影响机制,分别观察TLP连接工艺条件下制备的Ag含量为25%的接头和回流焊条件下制备的Sn4.7Ag1.7Cu/Cu接头中组织在服役过程中的演变,但是由于Sn4.7Ag1.7Cu/Cu接头在高温300 ℃条件下时效5 h开始断裂,因`此,这两种接头的时效温度设置为200 ℃(低于Sn4.7Ag1.7Cu熔点217 ℃)。
图2(a)为焊后Sn4.7Ag1.7Cu/Cu接头界面组织。由图2(a)可知,接头界面处形成了连续的笋状化合物层,对其进行能谱分析可知,这层化合物为Cu6Sn5,其中Cu原子分数为56.93%,Sn原子分数为43.07%。在靠近焊缝的界面附近产生了少量颗粒状化合物,由能谱分析可知,颗粒状化合物中Ag与Sn的原子比为76.5∶23.5,接近3∶1,因此,该化合物为Ag3Sn。图2(b)为焊后Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头界面组织。由图2(b)可知,接头焊缝区域界面处产生了大量颗粒状Ag3Sn化合物(相对于Sn4.7Ag1.7Cu/Cu接头),且在颗粒状Ag3Sn聚集区域中可以发现一些亮白色颗粒,由能谱分析可知,亮白色颗粒中只包含Ag元素,因此,亮白色颗粒为焊后焊缝中未溶解的Ag颗粒。
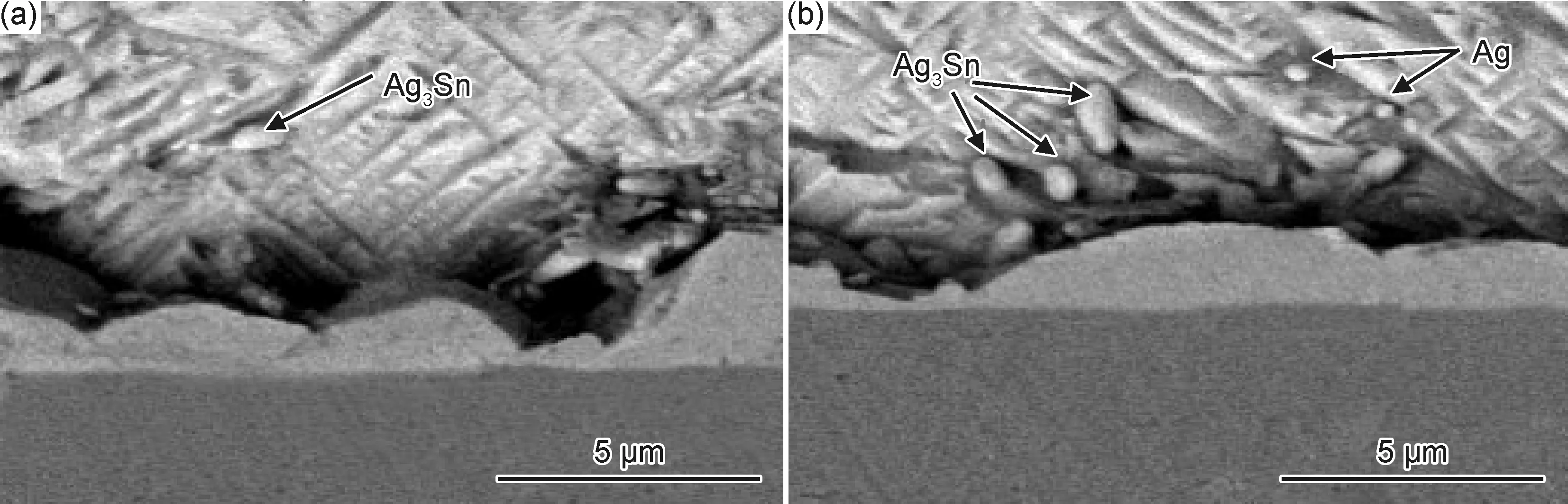
图2 焊后接头界面组织
在液-固阶段,复合钎料/Cu接头焊缝中Sn熔化,由于Ag颗粒的熔点很高,所以Ag颗粒只是部分溶解于液态Sn中。另外,向钎料中添加的Ag颗粒含量越多,溶解于液态Sn中的Ag含量越多。在冷却凝固阶段,接头焊缝中,Ag元素从液态Sn中析出,与Sn反应生成Ag3Sn化合物。因此,钎料中添加的Ag颗粒含量越高,析出的Ag元素越多,与Sn反应生成的Ag3Sn也越多。
图3为在200 ℃下时效9天后Sn4.7Ag1.7Cu/Cu接头的界面组织。由图2(a)和图3可知,界面IMC层由最初的笋状结构逐渐趋于平缓,且随着时效的不断进行,出现第二相化合物层。由能谱分析可知,这层化合物为Cu3Sn,其中Cu原子分数为76.15%,Sn原子分数为23.85%。通过测量发现该层厚度约为1.65 μm。这是因为随着时效的不断进行,在界面处产生大量的Cu6Sn5,阻碍了Cu元素向焊缝内部的扩散,导致在近Cu侧的界面处Cu元素含量增加,当Cu原子扩散到Cu6Sn5层/焊缝界面的激活能与Cu6Sn5化合物形成的吉布斯自由能之和高于Cu3Sn化合物生成的自由能时,在Cu6Sn5/Cu界面发生Cu-Sn化合物转变反应(见式(1)),生成Cu3Sn。
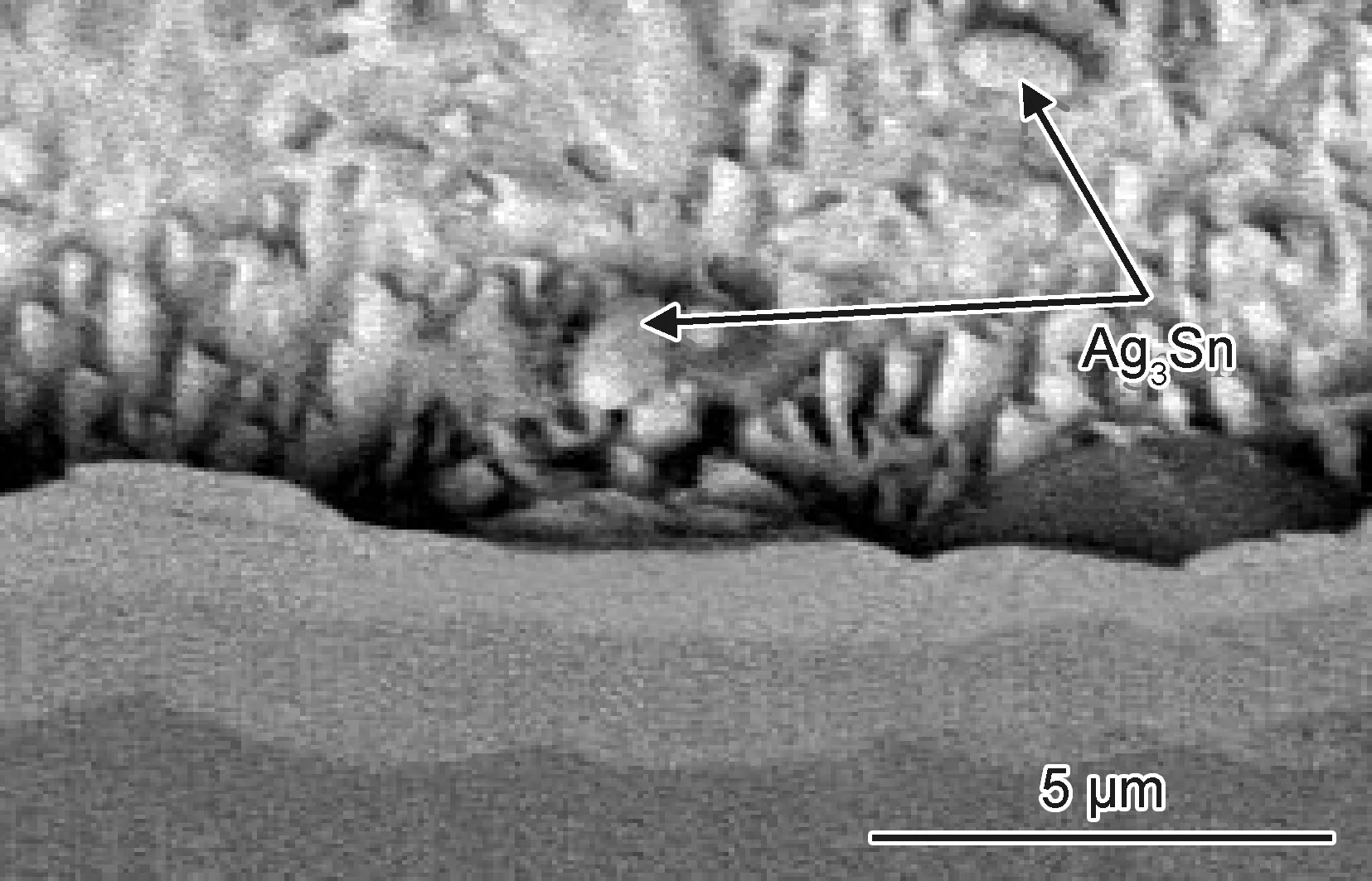
图3 在200 ℃下时效9天后Sn4.7Ag1.7Cu/Cu接头的界面组织
Cu6Sn5+9Cu=5Cu3Sn
(1)
另外,由图2(a)和图3可知,接头时效9天后,界面附近的Ag3Sn增多,这是因为在恒温时效阶段,随着时效的不断进行,Cu元素与焊缝内部的Sn元素进行相互扩散,导致Cu6Sn5层的厚度显著增加,消耗大量的Cu原子,加上Cu-Sn化合物层阻挡了Cu基板处Cu元素向焊缝内部扩散,使得Cu6Sn5层/焊缝界面附近的Ag和Sn的原子分数相对增多,Ag3Sn较易形成。
图4为在200 ℃下时效9天后,Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头的界面组织。由图4可知,在焊缝中存在大颗粒状Ag3Sn,且在接头界面附近形成一层相对致密的颗粒状Ag3Sn层,在该Ag3Sn化合物聚集区域内依然能发现未溶解的Ag颗粒,利用Image-pro plus软件测量Ag颗粒的平均尺寸为0.28 μm,明显小于未时效前Ag颗粒,这是因为随着时效的不断进行,焊缝中细小Ag颗粒逐渐溶解,产生很多Ag元素,而焊缝中Ag原子与Sn原子不断反应生成Ag3Sn,最终导致焊缝中细小Ag3Sn颗粒数量增加。另外,在Cu基板/Cu6Sn5层界面发现一层很薄的Cu3Sn层,通过测量发现该层厚度约为1.12 μm,明显小于同样时效9天的Sn4.7Ag1.7Cu/Cu接头。这是因为随着时效的进行,Ag颗粒不断溶解,并逐渐在接头界面附近形成了一层由颗粒状Ag3Sn组成的“阻挡层”。由于这层“阻挡层”有效地阻挡焊缝中Sn元素向Cu基板方向扩散,使得界面IMC层的生长受到抑制。
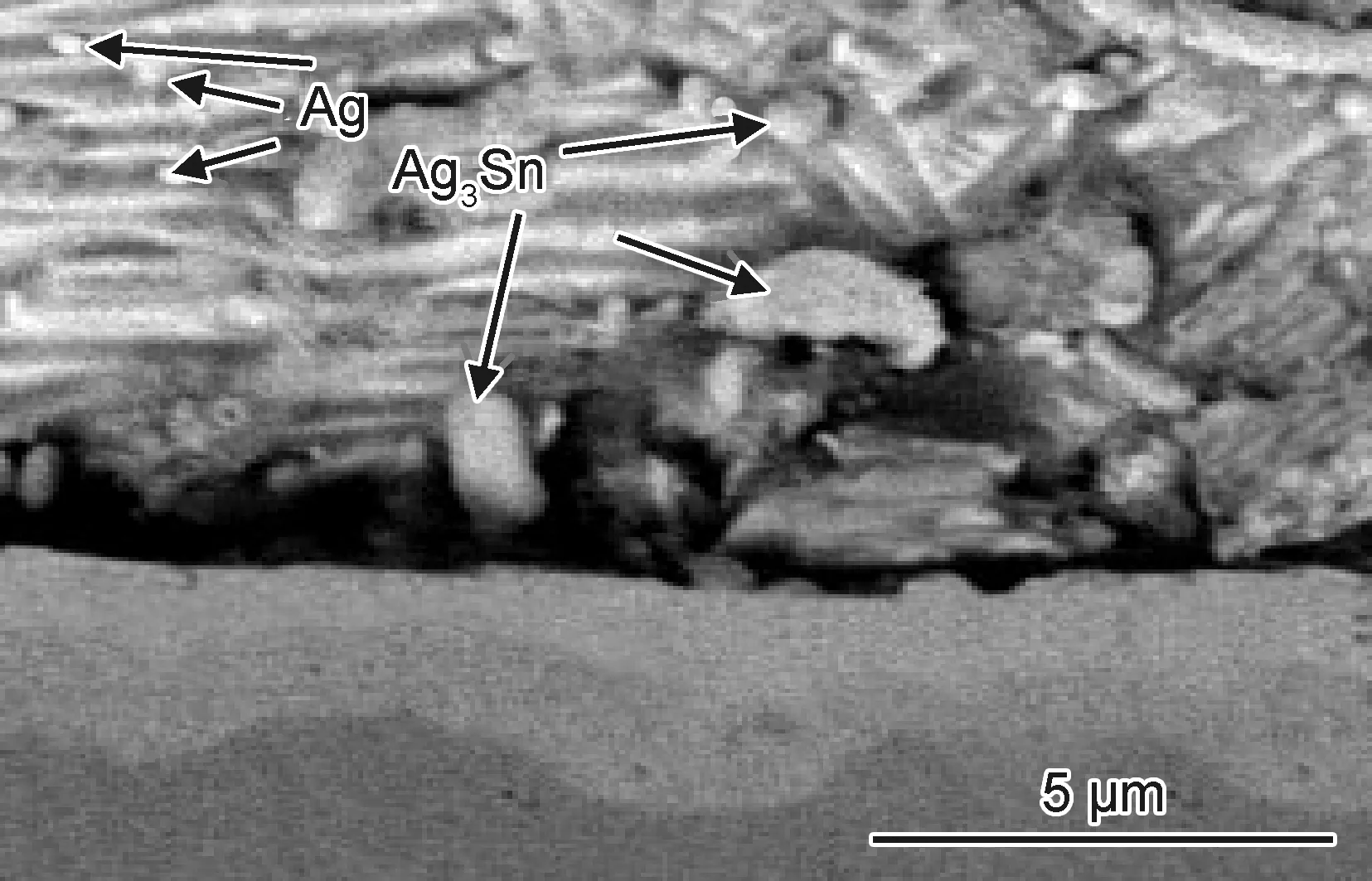
图4 在200 ℃下时效9天后Sn4.7Ag1.7Cu+25%Ag/Cu接头的界面组织
图5(a)为在200 ℃下时效15天后,Sn4.7Ag1.7Cu/Cu接头界面组织。由图5(a)可知,在Cu3Sn层处产生明显裂纹,由Griffith理论可知[16],接头在受外力作用时,Cu3Sn层中裂纹附近容易产生应力集中现象,当应力达到一定程度时,裂纹开始扩散从而最终导致接头断裂。因此,Cu3Sn层的厚度直接影响接头的服役可靠性。
图5(b)为在200 ℃下时效15天后,Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头界面组织形貌。由图5(b)可知,在界面附近,颗粒状Ag3Sn逐渐转化为块状,Ag3Sn“阻挡层”也变得更加致密。通过测量发现此时Cu3Sn层厚度约为2.14 μm,明显小于时效15天的Sn4.7Ag1.7Cu/Cu接头。说明致密的Ag3Sn层能有效抑制焊缝内部Sn元素向Cu基板扩散,使得Cu-Sn化合物层的生长得到明显抑制,同时抑制Cu3Sn层的生长,提高接头组织可靠性。而且时效15天后,复合钎料/Cu接头焊缝内部依然存在未溶解的Ag颗粒。因此,随着时效时间的继续延长,焊缝中会不断产生Ag3Sn,使得界面Ag3Sn层更加致密,对抑制Cu3Sn层生长的效果会更好。
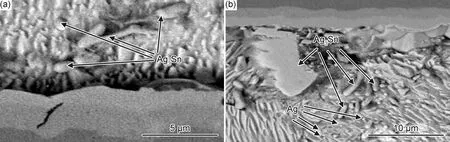
图5 在200 ℃下时效15天后接头界面组织
图6为在时效温度300 ℃条件下时效15天后,Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头的拉伸断裂试样组织形貌。由图6可知,Ag含量为25%的断裂试样主要在Cu3Sn层处发生断裂,说明添加Ag颗粒的试样在300 ℃高温条件下由于Cu3Sn层过厚导致试样断裂。
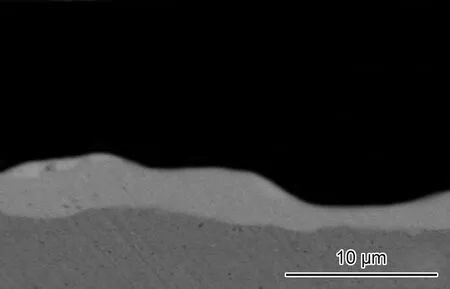
图6 时效温度300 ℃下Ag含量为25%的断裂试样组织
综合图5(a)和图6分析可知,在接头界面IMC层(即Cu6Sn5层、Cu3Sn层和Ag3Sn层)中,Cu3Sn层的稳定性最差,直接影响接头的服役能力,因此,需要进一步对接头界面Cu3Sn层的生长规律进行研究。
2.3 时效过程中Cu3Sn层生长规律分析
图7为Sn4.7Ag1.7Cu/Cu接头和Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头的Cu3Sn层厚度与时效时间的关系曲线。由图7可知,复合钎料/Cu接头在时效阶段0~2天内,未生成Cu3Sn化合物,在时效2天后,Cu3Sn化合物生成,且Cu3Sn层厚度随着时效时间的延长而不断增加,但它的生长速度却不断降低。而Sn4.7Ag1.7Cu/Cu接头的Cu3Sn层厚度始终随着时效时间的延长而增加。在时效阶段0~2天内,复合钎料/Cu接头焊缝内部Ag颗粒不断溶解,与Sn元素反应生成Ag3Sn。此时界面化合物中Ag元素、Cu元素与Sn元素形成一个动态平衡,相对Sn4.7Ag1.7Cu/Cu接头而言,需要更多的热量作为化合物层生长的驱动力,所以在相同时效时间内,即热输入量一定时,复合钎料/Cu接头界面Cu3Sn层的生长速度相对缓慢,且界面化合物以生成Cu6Sn5化合物和Ag3Sn化合物为主,没有Cu3Sn生成。在时效2天后,随着时效的不断进行,复合钎料/Cu接头中热量不断增加,推动着Cu元素与Sn元素的相互扩散,在Cu基板与焊缝之间生成更多的Cu6Sn5化合物,Cu6Sn5层不断增厚,阻碍Cu基板中Cu元素向焊缝内部扩散,使得Cu元素在Cu基板/Cu6Sn5层界面处堆积,并与Cu6Sn5反应,生成Cu3Sn,且随着时效时间的延长,Cu3Sn层不断增厚。
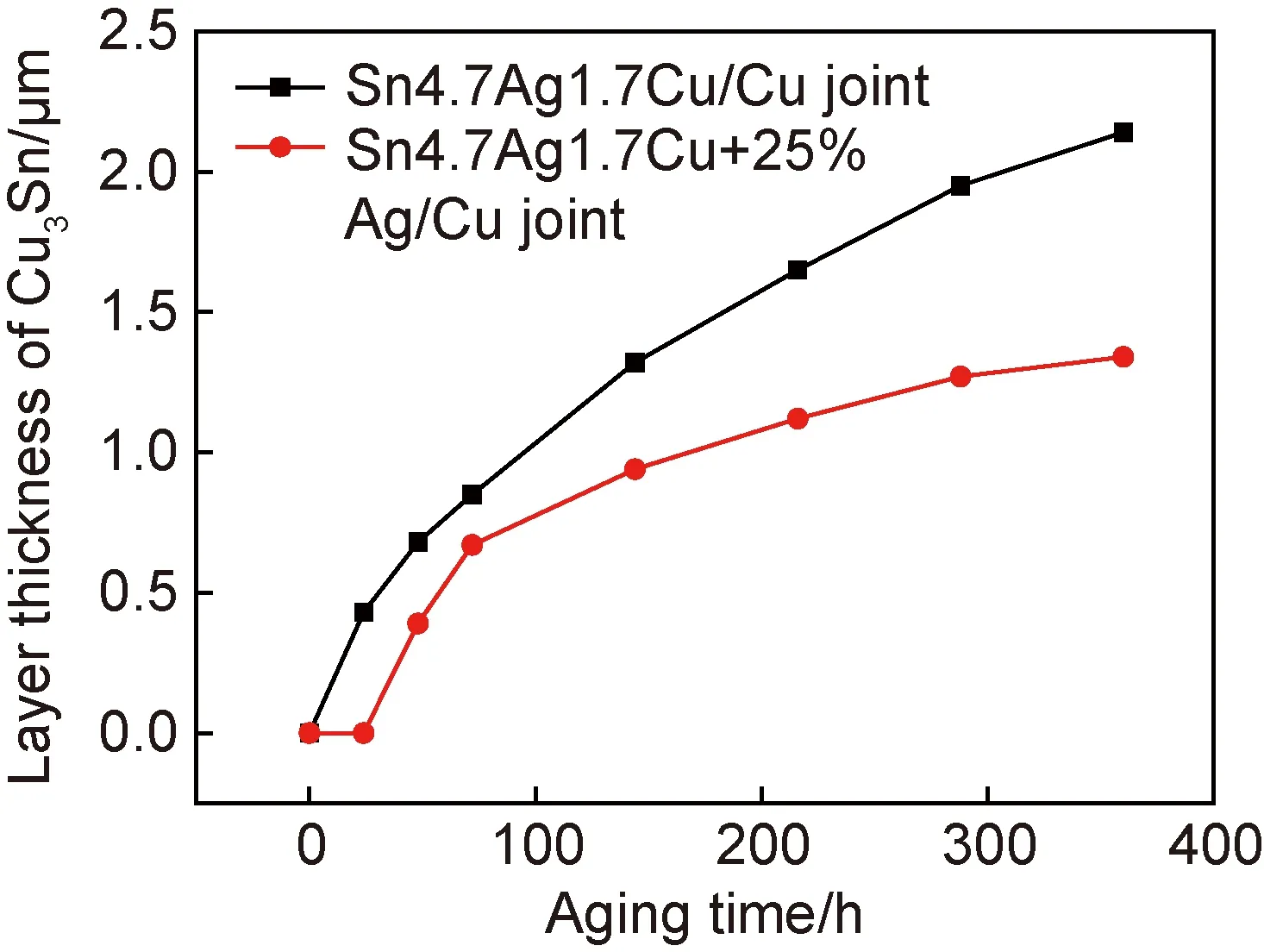
图7 接头的Cu3Sn层厚度与时效时间的关系
另外,在时效阶段,复合钎料/Cu接头的Cu3Sn层厚度始终比Sn4.7Ag1.7Cu/Cu接头的低。这是因为复合钎料/Cu接头焊缝内部未溶解的Ag颗粒随着时效的进行不断溶解,在焊缝中生成大量的Ag元素,与Sn元素反应生成Ag3Sn,且Ag3Sn随着时效的进行,不断形成、长大,在接头界面处形成一层Ag3Sn层,阻碍Sn元素向Cu基板扩散,抑制Cu-Sn化合物层生长,Cu3Sn层生长受到抑制,从而使得Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头的Cu3Sn层厚度在时效阶段始终比Sn4.7Ag1.7Cu/Cu接头的小。
2.4 时效过程中接头力学性能分析
图8为Sn4.7Ag1.7Cu/Cu接头和Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头的抗拉强度与时效时间的关系曲线。由图8可知,随着时效的不断进行,Sn4.7Ag1.7Cu/Cu接头的抗拉强度逐渐下降,这是因为随着时效的进行,Cu-Sn化合物层厚度逐渐增加,尤其是Cu3Sn层厚度,而Cu3Sn层是接头失效的主要原因,因此,接头的抗拉强度随着时效的进行逐渐降低。
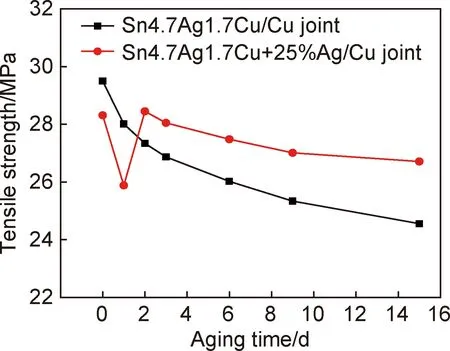
图8 接头的抗拉强度与时效时间关系
而Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头随着时效的进行,其抗拉强度先下降后升高,然后下降,随着时效的进一步进行,最终趋于稳定。时效初期阶段(0~1天),在热输入作用下,焊缝中Ag颗粒开始逐渐溶解,与界面处的Sn元素反应生成Ag3Sn,消耗界面附近的热量,导致提供Cu-Sn化合物形成的热量减少,Cu-Sn化合物生成量少,使得界面Cu-Sn化合物层厚度较小。由于界面Cu-Sn化合物层在接头中起连接作用,而过薄的Cu-Sn化合物层,将使连接作用降低,导致接头的力学性能下降。因此,在时效0~1天,接头的抗拉强度降低。随着时效时间的延长,界面Cu-Sn化合物层厚度不断增加,其连接作用增强,使得接头的力学性能提高。另外,焊缝中Ag颗粒的不断溶解,使得焊缝中Ag元素增多,与Sn元素反应,生成细小的Ag3Sn,而细小的Ag3Sn弥散分布于焊缝中,起到弥散强化作用。因此,在时效1~2天,接头的抗拉强度逐渐增大。
随着时效的不断进行,复合钎料/Cu接头的抗拉强度有所下降。这是因为随着时效的进行,在Cu6Sn5层/Cu基板界面处逐渐形成Cu3Sn层,而Cu3Sn层的产生直接对接头的力学性能具有不利的影响,所以当时效时间大于2天时,接头的抗拉强度下降。但是随着时效的进一步进行,颗粒状Ag3Sn逐渐长大,在接头界面处形成一层Ag3Sn层,阻碍Sn元素向Cu基板处扩散,抑制Cu-Sn层生长,所以Cu3Sn层的生长受到抑制,最终使得接头的抗拉强度趋于稳定。
3 结论
(1)随着Ag颗粒的增加,复合钎料中Ag含量越高的接头耐高温(300 ℃)服役性能越强。Ag含量为25%的接头在300 ℃下服役15天未断裂,且抗拉强度为25.74 MPa,达到了低温焊接、高温服役的目的。
(2)固态时效(时效温度200 ℃)阶段,Sn4.7Ag1.7Cu+25%Ag复合钎料/Cu接头界面附近Ag颗粒不断与Sn反应生成Ag3Sn,形成一层致密的Ag3Sn层,抑制Cu3Sn层的生长,使得复合钎料/Cu接头Cu3Sn层厚度始终比Sn4.7Ag1.7Cu/Cu接头的小。
(3)在时效温度200 ℃条件下,随着时效的进行,复合钎料/Cu接头的力学性能先下降后上升,之后由于脆性Cu3Sn层的不利影响,导致接头的力学性能降低,但由于致密的Ag3Sn“阻挡层”的作用,Cu3Sn层的生长受到抑制,使得接头的力学性能趋于稳定,且复合钎料/Cu接头的力学性能稳定性比Sn4.7Ag1.7Cu/Cu接头的要好。
