起重机钢结构裂纹修复方法及其数值模拟
2021-10-17陈宏意蒋文阳
陈宏意,蒋文阳
(1.福建船政交通职业学院 轨道交通学院,福建 福州 350007;2.福建经贸学校,福建 泉州 362000)
钢结构是起重机的承载结构,占整机重量的70%以上,在制造、加工缺陷以及长期承载等多种因素作用下,起重机钢结构往往会出现裂纹,给生产造成一系列的不良后果.据统计,裂纹是起重机钢结构最主要的故障之一,其比例达到80%以上[1].为了减小或缓和裂纹对起重机钢结构的破坏,需要有效的裂纹维修方法和技术.目前应用较多的裂纹修复方法有在裂纹尖端制作止裂孔、在裂纹处补焊、使用钢板补强等.吉伯海等[2]对钻孔止裂打孔参数进行了较系统的分析,提出了孔径与板厚之间的对应关系;袁周致远等[3]研究了不同止裂孔形状的止裂性能,提出了一种结合直线与圆曲线的腰圆形止裂孔(近跑道形状);孔璞萍等[4]研究了采用碳纤维复合材料(CFRP)加固止裂孔的方法对裂纹进行复合修复的效果;Colombi 等[5]通过试验、数值计算和分析研究了CFRP 加固钢板的疲劳裂纹增长情况;Chen[6]采用推理计算方法确定了海洋和海上结构止裂孔的合适尺寸,并进一步分析了潜在极端海况、裂纹长度和环境安全系数对止裂孔剩余服役时间的影响.但在实际工作中,维修人员大多凭借经验对裂纹进行维修,缺乏理论指导,效果不理想,具体表现在裂纹-维修-裂纹的循环在不断进行之中.本文对钻孔止裂法、裂纹焊合法、割补法和附加钢板补强修补法四种起重机钢结构裂纹修复工艺进行介绍,并对钻孔止裂法和附加钢板补强修补法进行有限元数值模拟研究.
1 裂纹的稳态维修
含有长为2a 穿透裂纹的无限大平板如图1,在二端无穷远处承受垂直于裂纹面的拉应力σ 作用下,其裂纹端部区域(r→0)的应力分量可根据弹性力学理论[7]求解如式1.


图1 带中心贯穿裂纹的无限大平板
由式(1)可知,当r→0 时,裂纹尖端附近的应力将趋于无穷大,称为裂纹尖端的奇异性.应力强度因子K 与应力σ 及裂纹长度a 有关,随应力的增大(或裂纹扩展),裂纹尖端的K 值将增大.当K 值增大到一个临界值Kcr时,裂纹将发生失稳扩展(即构件发生断裂),材料的断裂韧性Kc即为最小的临界应力强度因子.
由疲劳引起的金属裂纹扩展大致可以分为亚临界扩展和失稳扩展两个阶段:亚临界扩展阶段裂纹扩展速率低;失稳扩展阶段裂纹扩展速率很高.裂纹在亚临界扩展阶段如果不加修复,一旦应力强度因子K 接近Kc,裂纹就会进入失稳扩展期,结构可能迅速失稳扩展而导致断裂.由应力强度因子定义公式可知控制材料或结构断裂的三个主要因素为裂纹尺寸、作用应力和材料的断裂韧性,裂纹的修复即从这三个因素着手.裂纹尺寸越大,作用应力越高,发生断裂的可能越大;材料的断裂韧性越高,抵抗断裂破坏的能力越强,发生断裂的可能越小.
2 裂纹修复方法
对于起重机受拉力较大且复杂的重要钢构件,如果出现裂纹,很可能会快速扩展直至破坏,所以针对重点部位的裂纹,一旦在日常检查中发现,应及时进行修复.
2.1 钻孔止裂法
在构件出现裂纹时,可在距离裂纹两端0.5t~1.0t 处各进行钻孔止裂[8](t 为原钢板的厚度),止裂孔的直径一般为1.0t,如图2.为避免孔洞表面初始缺陷引起新的裂纹扩展源,必要时还需进行铰孔处理.
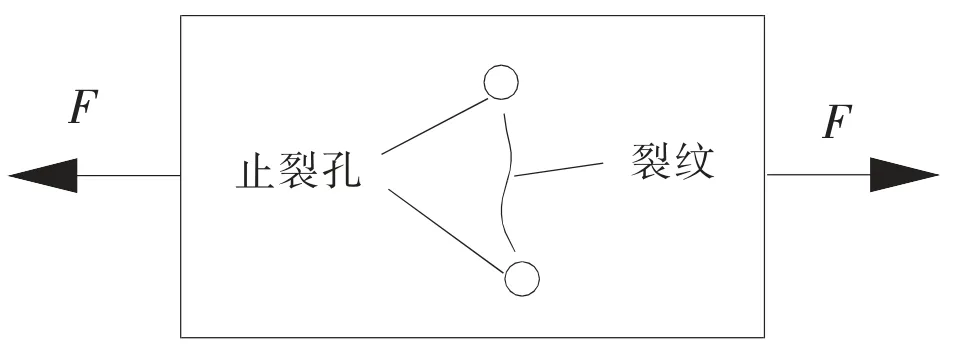
图2 裂纹两端钻止裂孔
根据断裂力学理论,在外载荷的作用下,裂纹尖端产生高度的应力集中从而形成一个塑性区.随着塑性变形不断积累,塑性区出现一些微裂纹和微孔,从而在裂尖部位形成损伤区,导致裂纹不断扩展.通过在裂纹尖端位置钻孔,能够有效去除裂纹尖端的塑性区,改善因局部拉应力作用在裂尖产生的应力集中,起到延缓裂纹扩展的作用[3].如果起重机钢结构件上的裂纹由于某种原因不能及时修复,如由于无备用配件问题无法予以立即更换,考虑生产进度的需要不能长时间停机修复,或更换受损结构件在经济预算上费用过高等,临时在裂纹两端钻孔止裂,可有效延缓裂纹扩展的趋势,待条件具备时再进行修复.
2.2 裂纹焊合法
裂纹焊合法较适用于长度较长的单条裂纹修复.首先严格按照焊接工艺对裂纹区域进行清洗,采用碳弧气刨消除裂纹及其两端各20~50 mm 长的焊缝或者母材,并用手持砂轮或其他设备打磨坡口,对裂纹缺陷部位进行预热处理(100~150 ℃),采用与起重机原钢结构件材质相匹配的焊条(工程上一般采用低氢型或超低氢型焊条)对裂纹进行焊合,尽可能用小直径焊条以分段分层逆向焊施焊,每一焊道焊完后立即进行锤击,焊接顺序[9]如图3.裂纹焊接后,要对焊缝的焊接质量进行查验,如无损探伤检测等,避免由于焊接缺陷引起新的裂纹缺陷.对于主要受力结构件或较厚的结构件,缺陷部位焊接后立即进行退火处理.

图3 焊接顺序
2.3 割补法
割补修复法是将原结构件存在裂纹缺陷的部位切除,在相应切除位置焊接嵌入一块新的钢板(一般与原母材同材质)进行替换,割补修复方法较适用于裂纹呈现网状裂开或分叉裂纹区.裂纹割补修复法如图4.对结构件上裂纹缺陷的部位进行切割时,一般切成带圆角矩形形状的孔洞,切除的范围由裂纹缺陷矩形区各边向外延伸100 mm 左右,如图4(a);用同等厚度的嵌板嵌入切除部位,嵌入板的边缘与切除孔边留有2~4 mm 的间隙,并将其边缘加工成坡口形式;将孔口四角区域预热至100~150 ℃,并按图4(b)所示顺序采用分段分层逆向焊法施焊[8,9].焊接完应检查焊缝质量,并打磨焊缝使其与原构件表面齐平.

图4 裂纹割补修复法
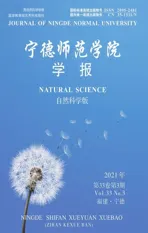
2.4 附加钢板补强修补法

附加钢板补强修补法是对需要修复的部位加装相应的钢板进行补强,连接方式可为焊接或高强度螺栓,如图5.利用补强钢板能起到转移传递载荷的作用,本来主要作用在裂纹区域的载荷大部分由附加补强钢板承受,使得裂纹区域应力水平大大减小,裂纹停止扩展.工程应用中宜采用双层盖板夹住裂纹部位,避免连接部位出现附加弯矩和由此引起的附加应力,附加补强钢板的板厚一般与原结构件相同.在对附加钢板进行补强修复时,为有效遏制疲劳裂纹的进一步扩展,疲劳裂纹的两端也要采用钻止裂孔措施.附加钢板用焊接连接时,焊脚尺寸等于板厚,附加钢板的尺寸和焊接顺序可参照割补法.当用摩擦型高强度螺栓连接时,裂纹的每侧用双排螺栓,盖板宽度以能布置螺栓为宜,盖板长度每边应超出裂纹端150 mm.
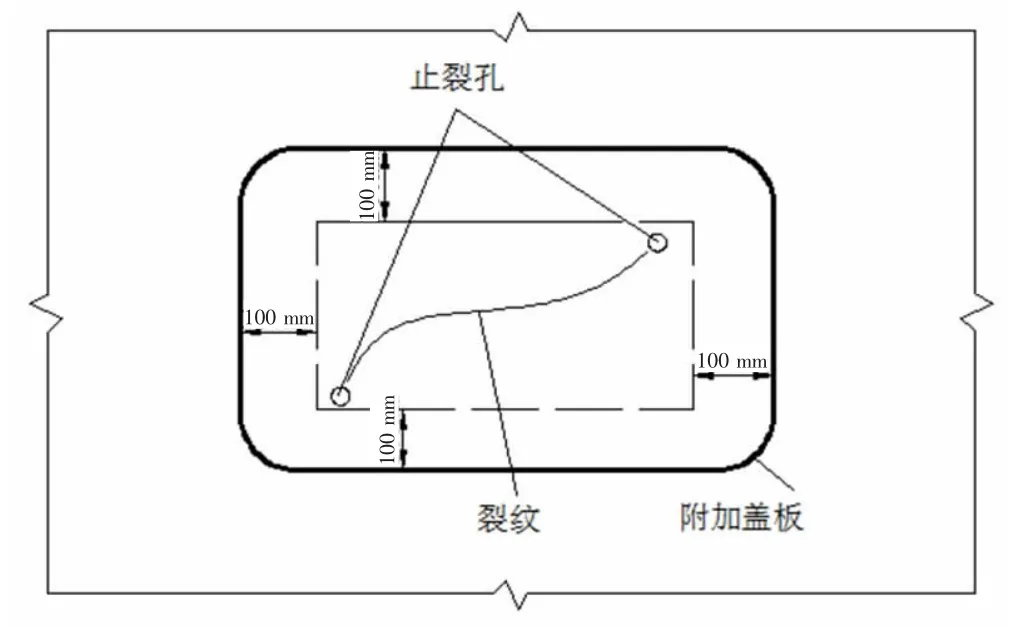
图5 裂纹附加钢板修补法
3 基于有限元的裂纹修复数值模拟
裂纹修复加固方法采用有限元软件进行数值模拟,通过查看其应力集中情况及裂纹尖端应力强度因子,对比裂纹修复效果.采用的模型为500 mm×400 mm×10 mm 钢板,钢板左端约束,右端施加100 MPa 的均布载荷,材质为Q235,弹性模量E=0.21 TPa,泊松比μ=0.3,断裂韧性[10]KIC=130.523 MPa·m1/2=4 127.50 MPa·mm1/2.
3.1 裂纹数值模拟
3.1.1 单条裂纹数值模拟[11]在钢板中部垂直载荷方向预制长度为10 mm 的贯穿裂纹,裂纹尖端出现应力集中和应力奇异性,等效应力最大值约为447 MPa,计算得出裂纹尖端应力强度因子约为403 MPa·mm1/2,如图6 和表1.

图6 10 mm 裂纹数值模拟

表1 裂纹尖端应力与应力强度因子
3.1.2 分叉长裂纹数值模拟 在钢板中部垂直载荷方向预制长度为80 mm 的主裂纹,两条分叉裂纹长度为30 mm,与主裂纹分别成45°夹角,分叉位置距离主裂纹中心10 mm,主裂纹尖端等效应力约为935 MPa,主裂纹尖端应力强度因子约为1 181 MPa·mm1/2,分叉裂纹尖端等效应力约为339 MPa,分叉裂纹尖端应力强度因子约为212 MPa·mm1/2,如图7.

图7 分叉长裂纹数值模拟
3.2 钻孔止裂法数值模拟
按2.1 节的钻孔止裂法,在10 mm 长度裂纹两端距裂纹尖端10 mm 处各钻一个直径为10 mm 的止裂孔,钻孔止裂法等效应力云图如图8.裂纹扩展到止裂孔后的等效应力最大值约为580 MPa;若没有止裂孔,相当于裂纹此时扩展到长度为50 mm,在50 mm 裂纹尖端等效应力最大值约为717 MPa,其裂纹尖端应力强度因子值约为911 MPa·mm1/2.对比图8(a)和图8(b)可知,止裂孔显著降低了裂纹尖端的应力值,当裂纹扩张到止裂孔时,止裂孔能有效阻止裂纹扩张.
图8 钻孔止裂法等效应力云图
3.3 附加钢板修补法数值模拟
按2.4 节的附加钢板修补法,将尺寸为200 mm×200 mm×10 mm 的钢板分别焊接盖住3.1 节的10 mm裂纹和分叉长裂纹区域.附加钢板修补法数值模拟如图9.经附加钢板修复后,裂纹区域的等效应力显著减小.如表1 所示,对于10 mm 单条裂纹,其裂纹尖端的等效应力降至243 MPa,裂纹尖端应力强度因子值降至219 MPa·mm1/2;对于分叉长裂纹,其主裂纹尖端的等效应力降至489 MPa,裂纹尖端应力强度因子值降至580 MPa·mm1/2,分叉裂纹尖端的等效应力降至157 MPa,裂纹尖端应力强度因子值降至126 MPa·mm1/2,均明显低于3.1 节裂纹未修复时,达到了修复效果.

图9 10 mm 单条裂纹附加钢板修补法数值模拟
4 结语
本文在裂纹稳态维修相关理论的基础上,介绍了钻孔止裂法、裂纹焊合法、割补法和附加钢板补强修补法四种起重机钢结构裂纹修复工艺,并对裂纹两端钻孔止裂和采用钢板补强两种方法采用有限元数值模拟验证.仿真结果表明:修复后的裂纹尖端应力集中和应力强度因子都有所下降,其中采用钢板补强对裂纹修复具有较好的效果.在实际工程应用中,可以利用有限元技术对备选修复方法的修复效果进行数值模拟,选用最优方案.