3D打印材料PA-CF强度研究
2021-10-13万海鑫

摘 要:本文对PLA、ABS、PA6-CF和PA12-CF等3D打印材料进行对比试验,对材料的使用性能对比分析。试验证明,干燥的尼龙和碳纤维的共混物具有拉伸强度高和缺口冲击强度高等特点,相对于ABS和PLA具有明显优势;没有经过干燥处理的尼龙和碳纤维共混物拉伸强度和缺口冲击强度相对于ABS和PLA没有優势。对熔融堆积(FDM)的3D打印机材料选择和打印参数设定具有重要的参考意义。
关键词:3D打印材料PA-CF;拉伸强度; 缺口冲击强度
中图分类号:TH145.9 文献标识码:A 文章编号:1672-4437(2021)03-0063-03
3D打印技术以计算机数字模型为基础,利用横截面切片将数字模型切成很多层片,并通过3D打印设备,分层加工和迭加成形得到固态形体[1]。3D打印技术按照成型原理可以分为熔融堆积(FDM)、光固化(sla)、激光烧结(sls)、激光熔融(slm)、电子束熔融(ebm)、叠层实体制造(lom)、激光近净成型(lens)、聚合物喷射成型(ployjet)、三维喷印(3dp)等。熔融堆积(FDM)3D打印具有设备投资少、使用成本低、操作简单、设备故障率低、成品后处理方便等优点,是目前应用最广的3D打印技术[2]。材料的拉伸强度和缺口冲击强度是熔融堆积(FDM)3D打印的重要指标,在保证打印成果的同时,如何选材、如何提高材料的强度至关重要。
1 3D打印材料
熔融堆积(FDM)3D打印机使用丝状耗材,常用材料有PLA和ABS两种。随着用户对个性化产品需求的不断增加,用户对3D打印材料的多样性需求更加强烈,尤其是对3D打印零件强度方面提出了更高的要求。在需要更高强度的场景下,可考虑采用PA-CF材料。PA俗称尼龙,其具有良好的力学性能、耐热性、耐磨损性、耐化学药品性和自润滑性,且摩擦系数低,有一定的阻燃性,易于加工,适于用玻璃纤维和其它填料填充增强改性。CF是增强改性聚合物基复合材料,俗称碳纤维,其以密度小、耐腐蚀、耐高温、导电和良好耐磨性等优异性能被广泛应用于航空航天、工业轻量化装备、导电材料、高强度和抗撞击零部件等领域[3]。利用CF增强PA,得到新性能材料。尼龙和碳纤维共混材料热挤成丝状PA-CF,碳纤维占2%。按照尼龙材料的种类不同,制成PA6-CF和PA12-CF两种。
2 试验材料与方法
2.1试验材料
试验选用某知名国产品牌3D打印材料,包括PLA、ABS、PA6-CF、PA12-CF四种,直径均为1.75mm。
2.2试验设备
试件使用通用3D打印机制备(主要参数如表1所示)。其他实验设备有:万能拉力机、KDⅢ型材料试验机、MZ-2052简支梁冲击试验机。
2.3试件制备
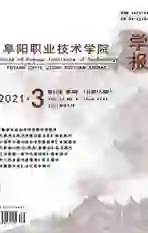
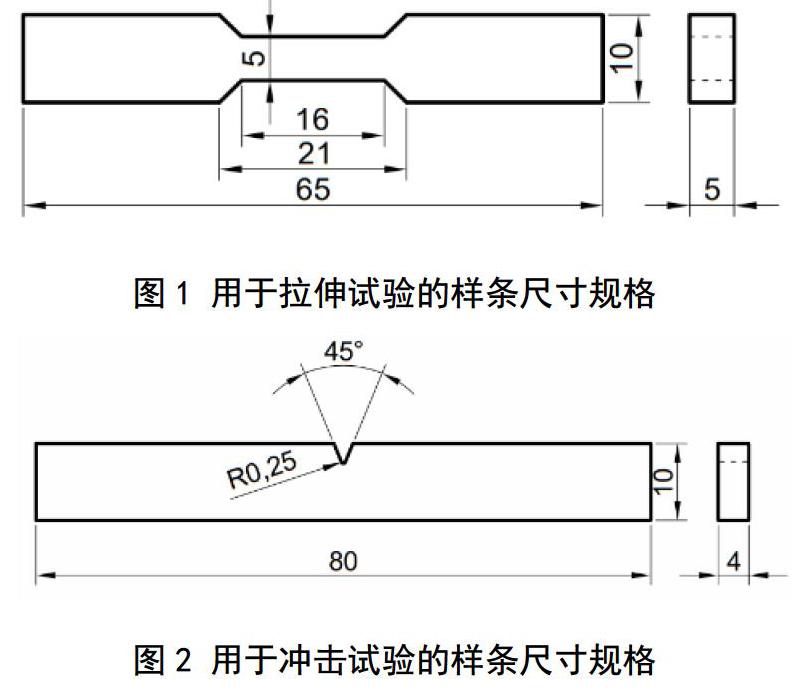
使用3D打印机按照图1和图2分别建模并3D打印试验样条。用于拉伸试验的样条如图1所示,使用万能拉力机按照GB/T 1040-2018进行试验,拉伸速率为1mm/min;用于冲击试验的样条如图2所示,使用简支梁冲击试验机按照GB/T 1043-2018进行试验,试验样条缺口类型为A型缺口。试验在室温24℃左右进行。
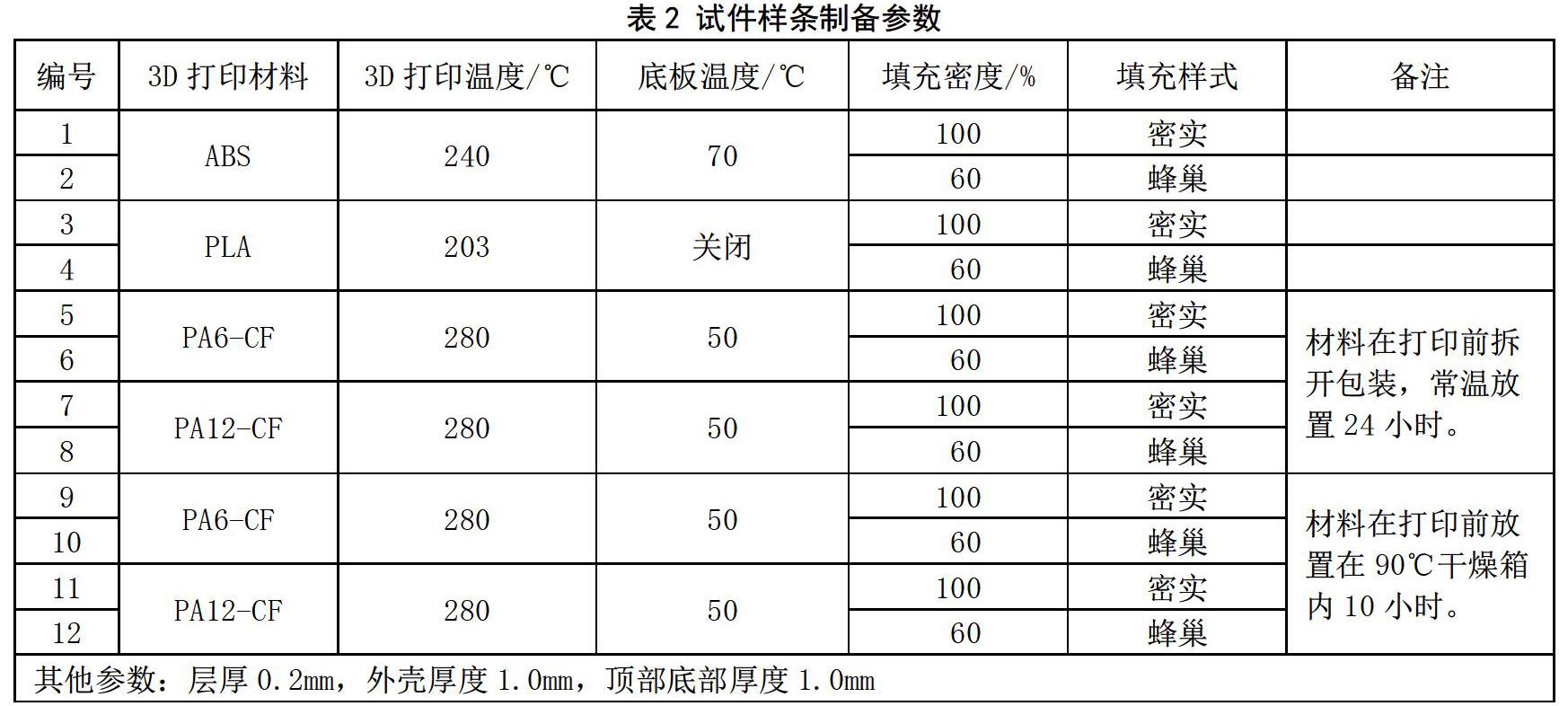
制备样条参数见表2,每个样条横卧打印和立式打印各5个,用于试验取平均值。
2.4试件检查
检查3D打印制备的试验样条,保证试件样条光滑、均匀、无毛刺、无沙眼、无气泡、无杂质等质量缺陷,以免影响试验数据真实性。
2.4.1使用角尺,检查试验样条中间5×5mm部分相邻表面的垂直度,合格的试件样条相邻表面均严格垂直。
2.4.2使用刀尺检查试件样条的平面度,合格的试件样条刀尺不透光,表面无划痕、空洞、凹陷及凸包。
3试验结果与分析
3.1抗拉性能分析
将试件装夹在万能拉力机上,按照GB/T 1040-2018规定的试验方法和计算方法,将试件拉至断裂,计算每种试件的拉伸强度和拉伸屈服应力。其中横卧3D打印试件计算X-Y方向的拉伸强度和拉伸屈服应力,体现材料的抗拉性能。立式3D打印试件计算Z方向的拉伸强度和拉伸屈服应力,体现材料3D打印各层间的粘结能力。记录各强度如图3所示。
3.1.1拉伸强度和屈服应力分析
(1)在填充密度为100%的试件中,X-Y方向拉伸强度最大的是经过干燥处理的PA6-CF试件,拉伸强度是85MPa;最小的是ABS试件和没有经过干燥处理的PA12-CF试件,拉伸强度是35MPa。
(2)在填充密度为60%的试件中,X-Y方向的拉伸强度最大的是经过干燥处理的PA6-CF试件,拉伸强度是68MPa;最小的是ABS试件,拉伸强度是21MPa。
(3)在相同填充密度下,经过干燥处理的PA6-CF试件拉伸强度远大于没有经过干燥处理的PA6-CF试件。没有经过干燥处理的PA6-CF试件拉伸强度小于PLA试件。
(4)以经过干燥处理的PA6-CF试件为例,填充密度60%相对填充密度100%,打印时间和耗材质量均节省30%左右,X-Y方向的拉伸强度损失20%左右。
(5)在相同填充密度下,Z向拉伸强度各材料相差不大,PA-CF的最大,PLA最小。相同材料下,填充密度降低,Z向拉伸强度降低更大。
3.1.2对比分析
(1)在相同填充密度下,经过干燥处理的PA6-CF试件抗拉强度最大,经过干燥处理的PA12-CF试件抗拉强度次之,均明显大于ABS和PLA试件。而没有经过干燥处理的PA-CF试件抗拉强度相对于ABS和PLA试件没有优势。这说明经过干燥处理的PA-CF材料3D打印件,具有很好的抗拉性能。
(2)相同材料情况下,填充密度越低,拉伸强度越低。
(3)Z方向拉伸强度反应的是FDM原理3D打印件层间粘结力,这和材料、打印温度、冷却状态、层间间隙都有关系,各材料的粘结力几乎相等。
3.2冲击性能分析
将缺口试验材料安装在简支梁冲击试验机上,按照GB/T 1043-2018规定的试验方法和计算方法,测试各试件的缺口冲击强度,横卧3D打印试件计算X-Y方向缺口冲击强度,立式3D打印试件计算Z方向缺口冲击强度。记录各强度如图4所示。
由图4可以看出:
(1)在填充密度为100%的试件中,X-Y方向冲击强度最大的是经过干燥处理的PA6-CF试件,冲击强度是18.67 KJ/M2;冲击强度最小的是PLA试件。
(2)在相同填充密度下,经过干燥处理的PA6-CF试件X-Y方向冲击强度远大于ABS和PLA试件;经过干燥处理的PA12-CF试件X-Y方向冲击强度和ABS基本相同。
(3)没有经过干燥处理的PA-CF试件,强度略有下降,但是对于PLA试件仍然有优势。
(4)相同材料情况下,填充密度越低冲击强度越低。填充密度60%相对填充密度100%,经过干燥处理的PA12-CF試件冲击强度损失16%,损失最小;PLA试件冲击强度损失60%,损失最大。
(5)各试件的Z方向缺口冲击强度基本相同,这说明FDM原理3D打印机各种材料层间粘结力几乎相等。
4结论
研究结果表明:
(1)通过干燥处理的PA6-CF试件,其X-Y方向抗拉强度和缺口冲击强度最大,均明显大于ABS和PLA试件,在3D打印零件需要高强度的场景时使用。
(2)没有经过干燥处理的PA-CF试件,其X-Y方向抗拉强度和缺口冲击强度相对ABS和PLA试件没有优势,考虑到材料成本、打印过程能耗成本、打印机的磨损成本和打印效率等,不建议使用没有经过干燥处理的PA-CF材料。
(3)PA-CF试件Z方向抗拉强度和缺口冲击强度都不大,相对于ABS和PLA试件优势不明显,所以PA-CF材料在3D打印时应合理摆放模型,让受力方向在X-Y平面,尽量避免层间方向受力,发挥材料的优势。
(4)各材料填充密度越低强度越低,经过干燥处理的PA-CF试件,强度损失小于打印时间和耗材质量的降低,在满足强度的情况下,选择更低的填充密度,3D打印的经济性更高。
参考文献:
[1]万海鑫,马思远.基于3D打印技术的风险控制研究[J].吉林工程技术师范学院学报.2018,34(03):46-48.
[2]马晓坤,王瑞,赵金德,等.3D打印多种形貌CF/ABS复合材料扳手[J].吉林化工学院学报,2021,38(01):1-3.
[3]魏立东,徐艺,林润雄,等.ABS增韧PC/CF复合材料加工流变行为与力学性能[J].中国塑料,2011,25(11):16-21.